8. Числовые значения параметров находятся вблизи середины диапазона, определяющего данный класс шероховатости.
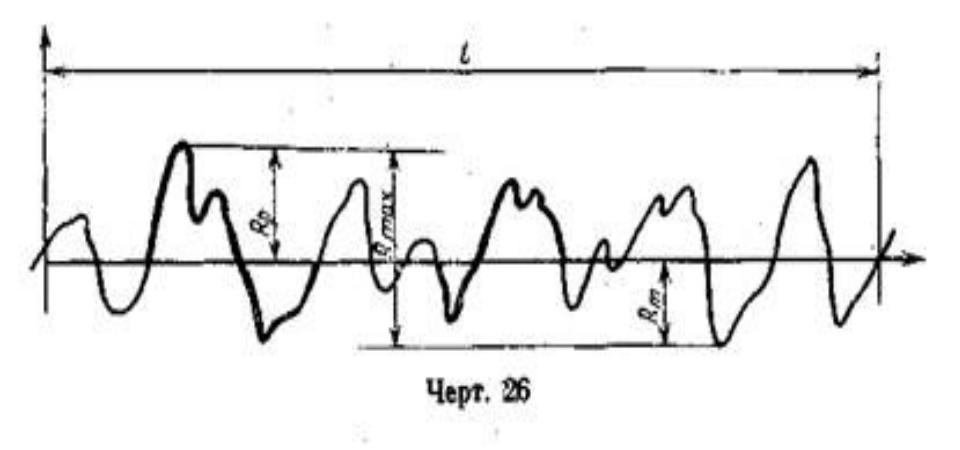
Наибольшая высота неровностей профиля R шах. Расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины
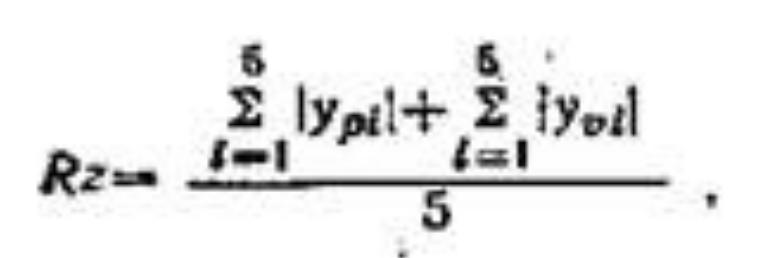
Высота неровностей профиля по десяти точкам Rz . Сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших профиля базовой
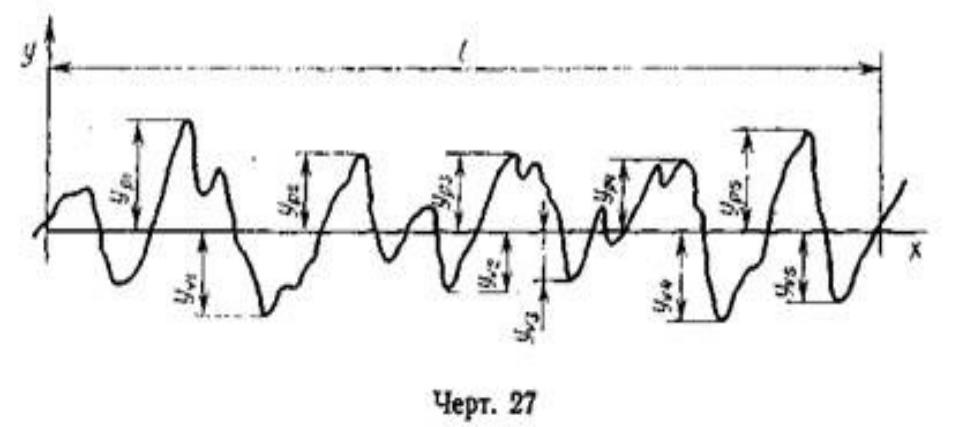
где Y Рi — высота i-ro наибольшего выступа профиля; Yvi — глубина i-й наибольшей впадины профиля.
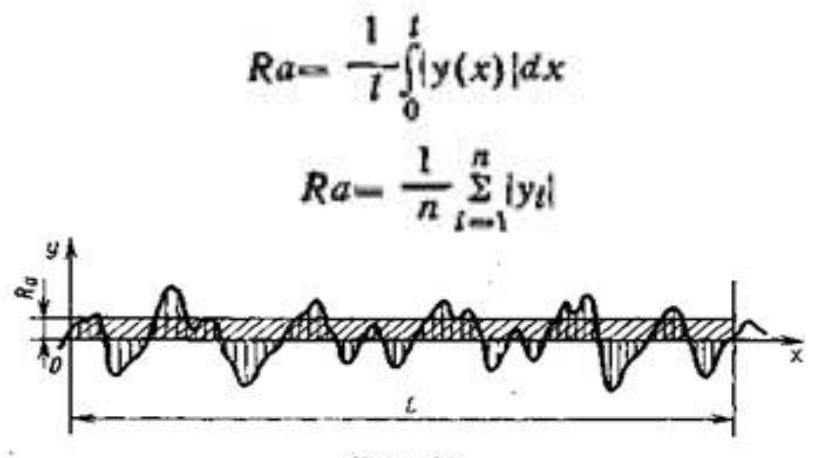
Среднее арифметическое отклонение про- филя Ra Среднее арифметическое абсо- лютных значений отклонений профиля в пределах базовой длины .
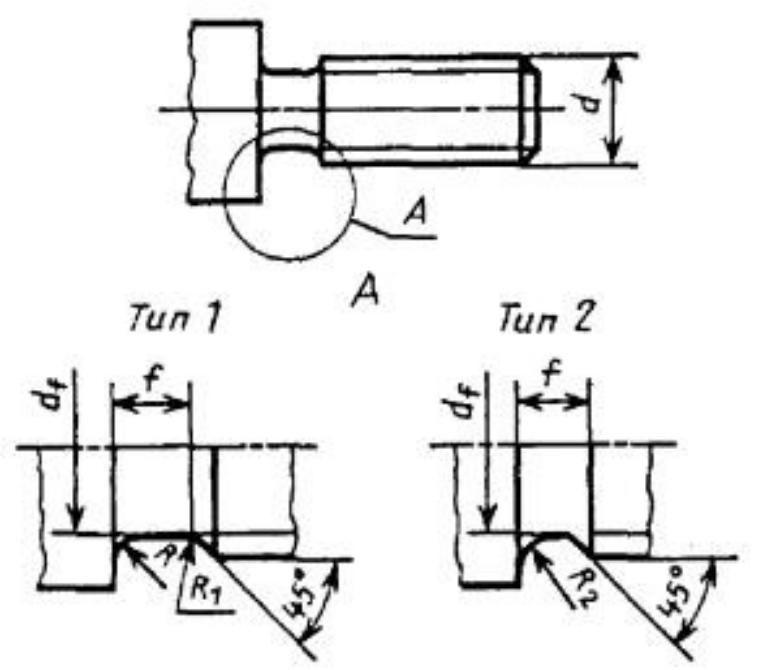
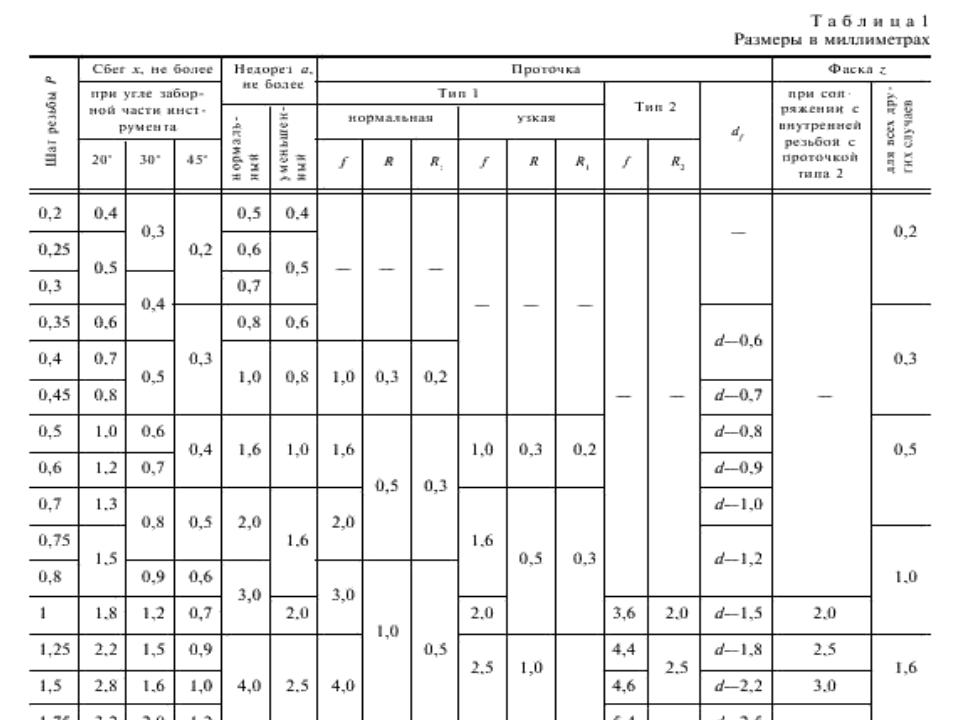
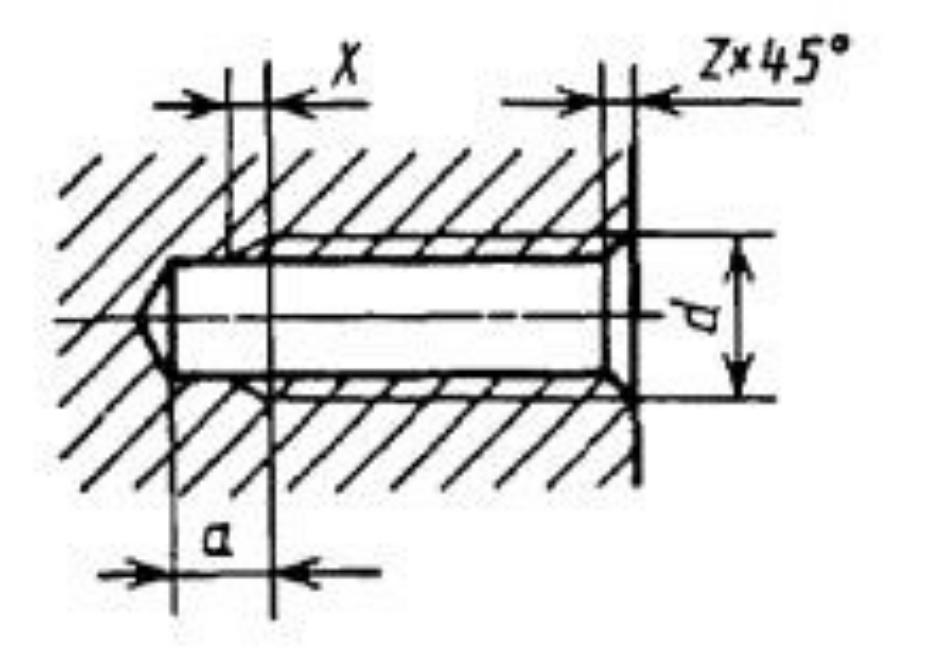
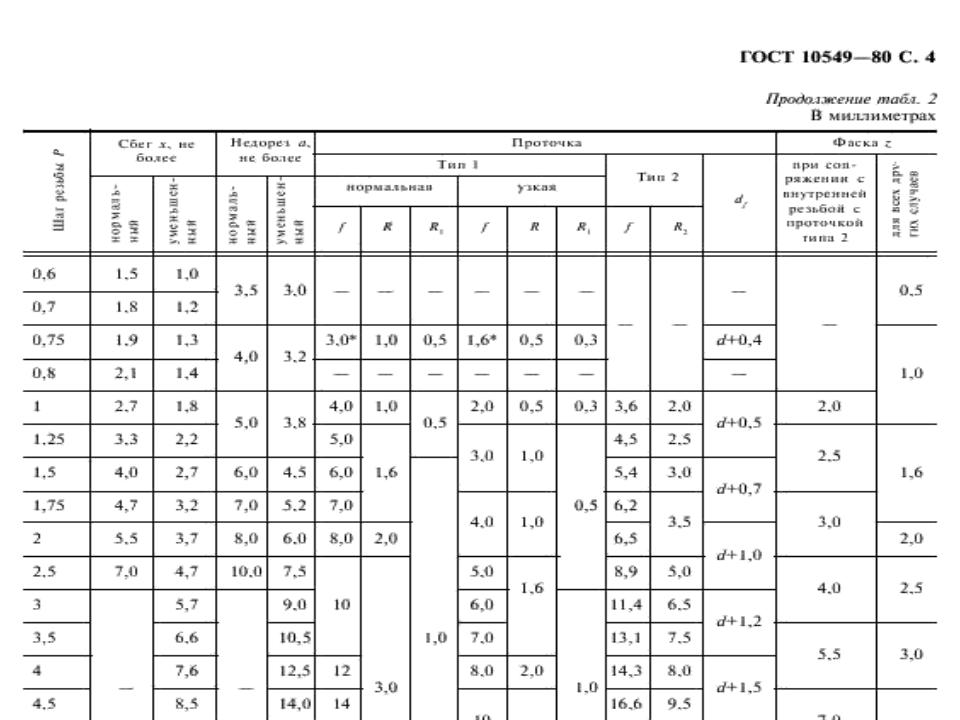
3.5. ГОСТ 10549-80 Сбеги, недорезы, проточки и фаски
стандарт устанавливает размеры сбега резьбы при выходе инструмента или при наличии на инструменте заборной части, размеры недореза при выполнении резьбы в упор, форму и размеры проточек для выхода резьбообразующего инструмента, размеры фасок - для резьбы метрической, трубной цилиндрической, трубной конической, конической дюймовой с углом профиля 60° и трапецеидальной.
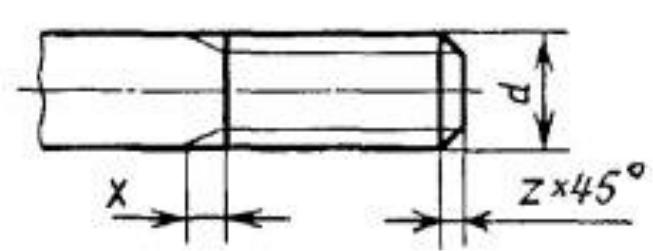
Допускается применять угол 60°