

bushuev_v_v_i_dr_metallorezhushie_stanki_tom_2
.pdf23.7. Основы эксплуатации, ремонт и модернизация оборудования |
541 |
Упругими элементами являются стальные пружины или резиновые коврики. Применение пружин обеспечивает надежную виброизоляцию, так как нижний предел частот собственных колебаний станков при этом доводится до 2,5…3 Гц, однако стоимость таких фундаментов весьма высока.
Наладка и настройка станков. Выполняются также в строгом соответствии с руководством по эксплуатации.
Наладка — это совокупность операций по подготовке и регулированию станка, которые включают в себя установку и регулирование приспособлений, инструмента, а также настройку кинематических цепей и ряд других работ, необходимых для обработки деталей.
Настройка — регулирование параметров машины в связи с изменением режима работы в период эксплуатации. Со временем настройка станка частично нарушается, и периодически требуется ее восстановление.
Контроль геометрической и технологической точности проводят в соответствии с методиками, описанными в п. 23.3 и 23.4.
Уход и обслуживание включают в себя чистку и смазку, осмотр и контроль состояния механизмов и деталей, уход за гидросистемой, системами смазывания и подачи СОЖ, регулирование и устранение мелких неисправностей.
Уход за гидросистемой предусматривает контроль температуры масла, которая обычно не должна превышать +50 оС. Первую замену масла в гидросистеме, как правило, проводят через 0,5…1 мес. работы, чтобы удалить продукты притирки механизмов. В дальнейшем масло заменяют через 4…6 мес. по результатам анализа смазочного материала.
Уход за электрооборудованием включает в себя ежемесячную очистку аппаратов от пыли и грязи, подтягивание винтовых соединений, контроль плавности перемещений и надежности возврата подвижных частей электроаппаратов в исходное положение. Периодически смазывают приводы аппаратов тонким слоем смазки, не допуская ее попадания на контакты. Особенности эксплуатации тex или иных станков обязательно указываются в инструкциях по их использованию. Соблюдение их обеспечит длительную бесперебойную работу оборудования.
23.7.2. Организация ремонта оборудования, категории ремонтной сложности
Постепенный износ оборудования в процессе эксплуатации проявляется в снижении точности обработки, повышенном шуме, в более частом возникновении неполадок и отказов. Поддержать станки в работоспособном состоянии и восстановить утраченные в процессе эксплуатации технические показатели можно только ремонтом.
Ремонт по потребности (т.е. ремонт при остановках, обусловленных поломкой какой-либо из деталей механизмов) — отсталая форма ремонта. Ее недостатки: а) внезапность выхода оборудования из строя, приводящая к нарушению нормального хода производства и наносящая ему большой ущерб; б) оборудование доводится до чрезмерного износа, что приводит к удорожанию ремонта и снижению его качества.
На промышленных предприятиях целесообразно использовать систему планово-предупредительного ремонта. Сущность этой системы заключается

542 |
ГЛАВА 23. СЕРТИФИКАЦИЯ, ИСПЫТАНИЯ, ИССЛЕДОВАНИЯ ОБОРУДОВАНИЯ |
втом, что через определенное число отработанных часов каждого агрегата проводят профилактические осмотры и различные виды плановых ремонтов этого агрегата. Основной задачей системы является удлинение межремонтного срока службы оборудования, снижение расходов на его ремонт и повышение качества ремонта.
Существуют три разновидности планово-предупредительного ремонта.
1.Метод послеосмотровых ремонтов — планируются не ремонты, а лишь периодические осмотры. Если при очередном осмотре выясняется, что станок не проработает нормально до следующего осмотра, то назначают ремонт к определенному сроку. Это дает возможность подготовиться к ремонту, выполнить его быстрее и качественнее. Недостаток — ремонтные работы не планируются заранее, что может привести к перегрузке ремонтников в одни периоды и простоям
вдругие.
2.Метод периодических ремонтов — для каждого станка составляется план с указанием сроков и объема ремонтных работ. Допускается корректировка плана с учетом фактических результатов осмотров, что придает системе ремонтов гибкость, обеспечивая наиболее рентабельное использование технологического оборудования за срок его службы. Это наиболее распространенный вид плановопредупредительного ремонта.
3.Метод принудительных ремонтов — обязательный вывод оборудования
времонт в установленные сроки. Ремонт проводится по заранее разработанной технологии с обязательной заменой или восстановлением всех намеченных деталей и узлов. Метод целесообразен только на участках с однотипным оборудованием и стабильным режимом работы (поточные линии, энергетическое оборудование).
Периодические осмотры. Они проводятся слесарями-ремонтниками согласно плану ремонта. При этом проверяется действие всех механизмов, проводится их регулирование, выявляется состояние и степень износа узлов. Осмотры проводят, как правило, в нерабочее время.
Периодический ремонт может быть мелким, средним и капитальным. Мелкий ремонт — это минимальный по объему вид планового ремонта, при
котором заменой или восстановлением небольшого числа изношенных деталей, срок службы которых равен межремонтному периоду или меньше его; регулированием механизмов обеспечивается нормальная эксплуатация станка до очередного планового ремонта. При мелком ремонте осуществляется очистка гидросистемы и смена масла.
Средний ремонт — это плановый ремонт, включающий в себя операции мелкого ремонта и дополнительные мероприятия по возвращению оборудованию предусмотренных ГОСТами или техническими условиями точности, мощности и производительности на срок до очередного среднего или капитального ремонта. При среднем ремонте заменяют изношенные детали, срок службы которых равен или меньше межремонтного периода или периода между двумя средними ремонтами. Обязательно проводится проверка на точность.
Капитальный ремонт — это наибольший по объему вид планового ремонта, при котором проводят полную разборку станка, ремонт базовых деталей (станин, кареток и т.д.), замену и восстановление всех изношенных деталей и узлов

23.7. Основы эксплуатации, ремонт и модернизация оборудования |
543 |
в целях возвращения агрегату первоначальных точности, мощности и производительности. При капитальном ремонте, как правило, проводится модернизация оборудования.
В настоящее время намечается переход к двухвидовой системе ремонта, включающей в себя текущий и капитальный ремонты. Текущий ремонт заменяет мелкий и средний ремонты, а по объему приблизительно соответствует мелкому.
Период между двумя капитальными ремонтами (или от ввода в эксплуатацию до первого капитального ремонта) называется ремонтным циклом, а период времени между двумя очередными плановыми ремонтами — ремонтным периодом. Структура ремонтного цикла, т.е. порядок расположения и чередования ремонтов и осмотров, может быть разным в зависимости от культуры производства и состояния оборудования. Для легких и средних (массой до 10 т) металлорежущих станков рекомендуется следующая структура ремонтного цикла:
К—О—М—О—М—О—С—О—М—О—М—О—С—О—М—О—М—О—К,
где К — капитальный ремонт; С — средний ремонт; М — мелкий ремонт; О — осмотр.
Автоматические линии нуждаются в более частых профилактических осмотрах, поэтому их число в структуре ремонтного цикла удваивается. Для крупных станков, массой от 10 до 100 т, рекомендуются еще более частые профилактические воздействия, предупреждающие преждевременный выход оборудования из строя; число осмотров для них равно 27.
Трудоемкость и степень сложности ремонта станков, которые зависят от конструктивных (компоновка, кинематическая схема, устройство механизмов, масса и прочее) и технологических (точностные параметры, ремонтопригодность) особенностей, оценивается категорией сложности ремонта. Чем сложнее станок, тем выше категория сложности ремонта. За эталон принят токарно-винторезный станок мод. 16К20 с высотой центров 200 мм и межцентровым расстоянием 1000 мм. Ему присвоена 11-я категория сложности. Номер категории сложности ремонта равен числу единиц ремонтной сложности, которые характеризуют объем работ при капитальном ремонте. Одна единица ремонтной сложности для механической части станков составляет 35 ч, из которых 23 ч выделяется на слесарные работы, 10 ч — станочные работы и 2 ч — прочие (сварочные, малярные и т.п.). Единица ремонтной сложности электротехнического оборудования станков составляет 15 ч (11 ч — электрослесарные работы, 2 ч — станочные, 2 ч — прочие).
Износ деталей и его контроль. Срок службы станков в основном определяется износом наиболее ответственных деталей (направляющих, станин, стоек, салазок, ходовых винтов и др.), при котором происходит утрата механизмом первоначальных эксплуатационных качеств.
Изнашивание — это необратимый процесс изменения размеров деталей во время эксплуатации. При этом, как правило, изменяются форма, размеры и состояние рабочих поверхностей деталей. В зависимости от условий работы одни детали изнашиваются быстрее, другие медленнее. Различают следующие виды износа: механический, молекулярно-механический и коррозионно-меха- нический.
544 |
ГЛАВА 23. СЕРТИФИКАЦИЯ, ИСПЫТАНИЯ, ИССЛЕДОВАНИЯ ОБОРУДОВАНИЯ |
Механический износ является результатом действия сил трения при скольжении одной детали по другой. Происходит истирание (срезание) поверхностного слоя металла у совместно работающих деталей. Механический износ часто усугубляется наличием абразивной пыли, твердых частиц стружки, продуктов износа. При этом трущиеся поверхности дополнительно разрушаются за счет резания и царапания.
Величина и характер износа деталей зависят от физико-механических свойств верхних слоев металла, условий работы сопрягаемых поверхностей, давления, относительной скорости перемещения, условий смазывания, степени шероховатости трущихся поверхностей и др.
Молекулярно-механический износ происходит из-за схватывания одной поверхности с другой. Происходит это при недостаточном смазывании и значительном удельном давлении, когда две поверхности сближаются настолько плотно, что начинают действовать молекулярные силы. Схватывание происходит также при высоких скоростях скольжения и высоком давлении, когда температура трущихся поверхностей высока.
Коррозия проявляется обычно у деталей станков, испытывающих непосредственное действие воды, воздуха, химических веществ, температуры. Непостоянство температуры воздуха в производственном помещении приводит к тому, что каждый раз при ее повышении содержащиеся в воздухе водяные пары, соприкасаясь с более холодными металлическими деталями, осаждаются на них
ввиде конденсата. Это вызывает коррозию металла, т. е. соединение металла с кислородом воздуха.
Об износе деталей станка можно судить по характеру их работы. Повышенный шум в зубчатых передачах — признак износа профиля зубьев. Износ шлицевых и шпоночных соединений проявляется в виде глухих и резких толчков каждый раз, когда изменяется направление вращения или прямолинейного движения. По шуму можно оценить и состояние узлов с подшипниками качения.
Для оценки износа поверхностей трения базовых деталей станков рекомендуется метод «искусственных баз». Этот метод заключается в том, что на изнашиваемые поверхности заранее наносят лунки определенной формы (рис. 23.38, а, б). На изменение режима трения они практически никакого влияния не оказывают
всвязи с малыми размерами: глубина 50…75 мкм, длина 1,7…2 мм, расстояние между лунками 100…200 мм. Лунки на поверхности трения делают либо вдавливанием силой F алмазной пирамиды (способ отпечатков) (рис. 23.38, а), либо вращающимся твердосплавным роликом (способ «вытирания») (рис. 23.38, б). Второй из этих способов лучше, так как по сторонам лунки не происходит вспучивания металла, и это позволяет проводить измерения более точно. По измене-
нию размера лунки, т.е. по уменьшению ее глубины по сравнению с исходной h0 за время работы станка между измерениями, судят о величине износа. Глубину лунки вычисляют по формуле
l2
h1 1 ,
8r
где l1 — длина лунки; r — радиус кривизны углубления.
Длину l1 лунок измеряют прибором МИБ-2 конструкции ЭНИМСа, представ-

23.7. Основы эксплуатации, ремонт и модернизация оборудования |
545 |
ляющим собой отсчетный микроскоп с микрометрическим винтом. Лунки на направляющие должны наноситься посередине в направлении, перпендикулярном движению по ним, чтобы при износе поверхности концы лунок оставались четкими.
В автоматических линиях наряду с методом «искусственных баз» из-за большого количества контролируемого оборудования и ограниченного доступа к трущимся поверхностям для оценки износа применяют метод поверхностной активации. Рабочие участки направляющих станков, шпиндельных узлов, зубчатых и червячных передач, винтовых передач и других ответственных механизмов подвергают поверхностной активации в циклотронах пучком ускоренных заряженных частиц (протонов, дейтронов,
альфа-частиц). Глубина активированного слоя должна соответствовать предполагаемой величине линейного износа детали.
Одна из основных мер борьбы с износом деталей станков — это эффективное смазывание трущихся поверхностей. При этом поверхности во время работы разделяются слоем смазочного материала и мельчайшие неровности (шероховатости), которые имеются на этих поверхностях, не соприкасаются между собой.
Способы обнаружения дефектов и восстановления деталей. Дефекты, возникающие в процессе эксплуатации оборудования, можно подразделить на три группы:
1)износ, причины возникновения и контроль которого рассмотрен в предыдущем параграфе; сюда же относятся царапины, риски, надиры;
2)механические повреждения (трещины, выкрашивание зубьев, поломки, изгибы и скручивания);
3)химико-тепловые повреждения (коробление, раковины, коррозия). Большинство крупных и средних механических дефектов обнаруживается
при внешнем осмотре. В некоторых случаях проверку осуществляют с помощью молотка. Дребезжащий звук при обстукивании детали молотком свидетельствует о наличии в ней значительных трещин.
Для обнаружения мелких трещин можно использовать различные методы дефектоскопии. Наиболее просты капиллярные методы. Если, например, опустить деталь на 15…30 мин в керосин, то при наличии трещин жидкость проникает в них. Вытерев досуха поверхности детали, покрывают их тонким слоем мела: мел поглощает керосин из трещин, в результате чего на поверхности появляются темные полосы, указывающие местонахождения дефекта.
Для более качественного обнаружения трещин применяют жидкости, которые светятся при облучении ультрафиолетовым светом (капиллярный лю-

546 |
ГЛАВА 23. СЕРТИФИКАЦИЯ, ИСПЫТАНИЯ, ИССЛЕДОВАНИЯ ОБОРУДОВАНИЯ |
минесцентный метод). Такой жидкостью является, например, смесь 5 частей керосина, 2,5 частей трансформаторного масла и 2,5 частей бензина. Деталь погружается на 10…15 мин в жидкость, затем промывается и просушивается, после чего облучается ультрафиолетовыми лучами (ртутнокварцевой лампой). В местах трещин появляется светло-зеленое свечение.
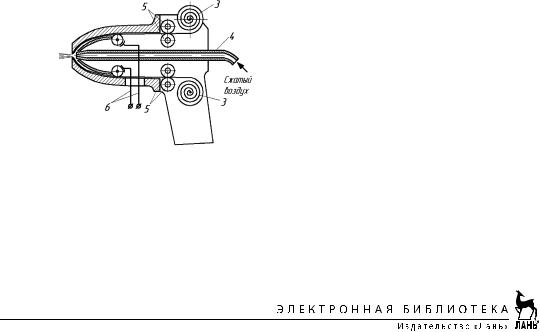
Трещины обнаруживаются также методами магнитной дефектоскопии. Деталь намагничивают и поливают магнитной суспензией (порошок оксида железа, размешанный в масле, керосине или водномыльном растворе). В местах трещин образуются скопления порошка (рис. 23.39, а). Продольные трещины обнаруживаются при прохождении магнитных линий по окружности детали (рис. 23.39, б), а поперечные трещины — при продольном намагничивании, когда магнитные линии проходят вдоль оси детали (рис. 23.39, в).
Дефекты, расположенные внутри материала, обнаруживаются рентгеноскопическим методом. Рентгеновские лучи, проходя через проверяемую деталь, попадают на чувствительную пленку, на которой пусто-
ты проявляются как более темные пятна, а плотные инородные включения — как более светлые пятна.
В настоящее время распространен ультразвуковой метод обнаружения трещин и других внутренних дефектов. К исследуемой детали прикладывают ультразвуковой зонд, основной частью которого является кристаллический генератор механических колебаний высокой частоты (0,5…10 МГц). Эти колебания, проходя через материал детали, отражаются от внутренних границ (внутренних трещин, поверхностей разрыва, раковин и т.д.) и попадают обратно в зонд. Прибор регистрирует время запаздывания отраженных волн относительно излученных. Чем больше это время, тем больше глубина, на которой расположен дефект. Для лучшей передачи колебаний от зонда к исследуемой детали последнюю обычно помещают в жидкость (воду, масло и т.п.).
Восстановление деталей механической обработкой — метод ремонтных размеров — применяется для восстановления точности направляющих станков, изношенных отверстий или шеек различных деталей, резьбы ходовых винтов и др. Из двух как минимум сопряженных деталей ремонтируется более дорогая, трудоемкая и металлоемкая деталь, а заменяется более дешевая. Изношенные места деталей переводятся соответствующей обработкой (токарной, строгальной, шлифовальной и т.д.) в следующий ремонтный размер.

23.7. Основы эксплуатации, ремонт и модернизация оборудования |
547 |
Ремонтным размером называется размер, до которого проводится обработка изношенной поверхности при восстановлении детали. Различают свободные
ирегламентированные размеры. Свободные ремонтные размеры — это такие, значения которых не устанавливаются заранее, а получаются непосредственно в процессе обработки, когда будут удалены следы износа и восстановлена форма детали. К полученному размеру подгоняют соответствующий размер сопряженной детали методом индивидуальной пригонки.
Регламентированный ремонтный размер — это заранее установленный размер, до которого ведут обработку изношенной поверхности при ее исправлении. При этом запасные части можно изготавливать заранее, появляются условия для применения метода взаимозаменяемости при ремонте и ускоряется ремонт.
При ремонте направляющих станков переводом в новый ремонтный размер нарушенную размерную цепь с каретками суппортов или другими сборочными единицами восстанавливают постановкой деталей компенсаторов.
Восстановление деталей сваркой и наплавкой. Сваркой исправляют детали с изломами, трещинами, отколами. Наплавка является разновидностью сварки
изаключается в том, что на изношенный участок наплавляют присадочный материал. Однако при восстановлении деталей сваркой и наплавкой необходимо учитывать возможность возникновения деформаций (коробления) и внутренних напряжений в деталях из-за неравномерного нагрева.
Для ремонта стальных деталей чаще применяют дуговую сварку металлическими электродами. Свариваемость стали зависит от ее химического состава — от содержания углерода и таких легирующих элементов, как хром, марганец, никель и др. С увеличением их количества свариваемость ухудшается. Хорошо свариваемые стали можно наплавлять или сваривать в обычных производственных условиях без предварительного нагрева и последующей термической обработки. Стали с ограниченной и тем более плохой свариваемостью могут давать
трещины в зоне сварки, поэтому рекомендуется детали из них перед сваркой отжигать при температуре 500…600 оС, а по окончании сварки подвергать закалке
иотпуску.
При восстановлении деталей из чугуна (а также деталей из углеродистых сталей толщиной менее 3 мм) используют в основном газовую сварку. Сварка чугуна ведется кислородно-ацетиленовым пламенем с некоторым избытком ацетилена (пламя получается восстановительное). При этом используется чугунный присадочный материал в виде прутков с повышенным содержанием углерода и кремния, так как эти элементы в процессе сварки частично выгорают. Для предохранения расплавленного материала от оксидирования применяют флюсы, а если есть условия, то сварку ведут в среде инертного газа.
Детали из серого чугуна можно сваривать с предварительным общим нагревом, с местным подогревом или без подогрева. Сварка с предварительным подогревом до 500…700оС условно называется горячей, до 250…450оС — полугорячей, а без подогрева — холодной сваркой. Лучшие результаты дает горячая сварка.
Широкое распространение получил способ восстановления деталей из чугуна методом сварки-пайки латунной проволокой и прутками из медно-цинковых оловянных сплавов. Это способ не требует нагрева свариваемых кромок до расплавления, а лишь до температуры плавления припоя.

23.7. Основы эксплуатации, ремонт и модернизация оборудования |
549 |
23.7.3. Ремонт характерных деталей
Среди деталей, наиболее часто нуждающихся в ремонте, отметим: станины, корпусные детали, шпиндели, зубчатые колеса, передачи винт—гайка, червяк— рейка, валы, детали цепных и ременных передач, а также соединения — резьбовые, шпоночные, шлицевые.
Ремонт станин. Трещины в станинах могут быть ликвидированы различными способами: заваркой с последующей механической обработкой (при необходимости), с помощью накладок, штифтов, стяжек. Для предотвращения дальнейшего распространения трещины используют накладки. Концы трещины засверливают сверлом 4…5 мм; вырезают из мягкой листовой стали толщиной 4…5 мм накладку (ее размеры должны перекрывать границы трещины не менее чем на 15 мм); согласно размерам накладки из картона или листового свинца вырезают прокладку; в накладке и прокладке по периметру сверлят сквозные отверстия под винты М5 и М6 с потайной головкой на расстоянии 10 мм от края
и10…15 мм друг от друга; в станине размечают по накладке и сверлят отверстия
инарезают резьбу М5 или М6; прокладку и накладку смазывают суриком или клеем (БФ2, карбонильным клеем и др.) и закрепляют на станине винтами; края накладки расчеканивают и отпиливают.
Спомощью стяжек трещины устраняют следующим образом: на некотором расстоянии от трещины по обе ее стороны сверлят и развертывают два отверстия, в которые запрессовывают штифты с выступающими концами; из стального листа изготавливают пластину-стяжку, имеющую два сквозных отверстия (под штифты), межосевое расстояние которых несколько меньше расстояния между штифтами, установленными на станине; трещину стягивают струбцинами; пластину-стяжку нагревают и устанавливают на штифты. При остывании пластины-стяжки трещина стягивается.
Сломанные выступающие части станины (кронштейны, ушки, стержни) восстанавливают приваркой отломанной части и установкой вставки или пробки. В последнем случае оставшуюся на станине часть сломанного элемента удаляют (строганием, фрезерованием, обрубкой, запиливанием, высверливанием); затем под эту вставку фрезеруют или выпиливают паз или засверливают и развертывают (или нарезают резьбу) под пробку (либо под штифт с резьбовым концом); вставку запрессовывают в паз и крепят винтами; пробку запрессовывают, а штифт ввинчивают резьбовым концом, смазанным суриком. При наличии в сломанном кронштейне отверстия его растачивают или развертывают до номинального размера после установки вставки.
Изношенные отверстия станины восстанавливают наплавлением слоя металла на поверхность отверстия с последующей механической обработкой и установкой ремонтной втулки: изношенное отверстие рассверливают или растачивают под запрессовку в него втулки или стакана; во втулке (стакане) растачивают или развертывают отверстие нужного диаметрального размера. Выбор способа восстановления направляющих станины определяется характером и степенью их износа, а также условиями ремонта (оснащенностью предприятия специальным оборудованием и приспособлениями).
Характеристики способов ремонта приведены в табл. 23.4.

550 |
ГЛАВА 23. СЕРТИФИКАЦИЯ, ИСПЫТАНИЯ, ИССЛЕДОВАНИЯ ОБОРУДОВАНИЯ |
||||
|
23.4. Трудоемкость и эффективность некоторых способов ремонта |
||||
|
|
направляющих станин |
|
||
|
|
|
|
|
|
|
|
|
|
Обеспечиваемая |
Отклонение от прямо- |
|
Способ ремонта |
Износ, |
Трудоем- |
шероховатость |
линейности при длине |
|
мм |
кость, % |
поверхности, мкм |
направляющих 1000 мм, |
|
|
|
||||
|
|
|
|
(ИСО 2632) |
мкм |
|
|
|
|
|
|
Шабрение |
≤ 0,2 |
100 |
0,4 |
|
|
Шлифование |
≤ 0,3 |
35 |
0,8 |
|
|
Тонкое фрезерование |
> 0,3 |
30 |
0,8 |
|
|
Строгание с последующим |
> 0,3 |
50 |
0,8 |
6…10 |
|
|
|||||
шлифованием |
|
|
|
|
|
Строгание с последующим |
> 0,3 |
60 |
0,4 |
|
|
шабрением |
|
|
|
|
|
|
|
|
|
|
|
Образующиеся при эксплуатации направляющих глубокие риски и задиры запаивают баббитом. Ремонтируемое место тщательно зачищают, разделывают кромки под углом 90o с высокой шероховатостью поверхности. Поверхность обезжиривают ацетоном, бензином или раствором кальцинированной соды, подогревают, наносят флюс (хлористый цинк) и осуществляют пайку массивным (1,5…2 кг) паяльником.
Указанные дефекты устраняют также металлизацией с напылением цинка или латуни. После напыления или паяния направляющие шлифуют или шабрят.
Значительные дефекты и большой износ направляющих устраняют строганием или фрезерованием, или установкой на их место и закреплением болтами накладных направляющих.
Ремонт корпусных деталей. Характерными дефектами корпусов, изготовленных из серого чугуна, являются: изнашивание посадочных отверстий под подшипники и стаканы, резьбовых отверстий, отверстий под валики переключения передач, под установочные штифты, сколы и трещины, коробление присоединительных поверхностей.
Для восстановления большинства корпусов наиболее рациональной является схема базирования, которая применялась предприятием-изготовителем детали. Однако использование технологических баз завода-изготовителя не всегда возможно из-за износа базовых поверхностей, поэтому в технологический процесс восстановления корпусных деталей нужно вводить зачистку базовых поверхностей последних в местах контакта с установочными элементами приспособлений.
При восстановлении корпусных деталей следует растачивать все основные отверстия, связанные между собой размерами с жесткими допусками и имеющие важное функциональное назначение (отверстия под подшипники и стаканы под них, под оси шестерен или отверстия, определяющие относительное расположение присоединяемых деталей и сборочных единиц) за одну установку вне зависимости от того, изношены все отверстия или только некоторые из них.
Для восстановления основных (посадочных) отверстий корпусов следует применять те способы, при которых на поверхность отверстий наносят слой матери-