Раздел V1. Методы технического перевооружения производства
7. Критерий оценки результатов
При подведении итоговой оценки рекомендуется руководствоваться следующими критериями: «отлично» – соответствует более 90% качественному усвоению учебного материала; «хорошо» – соответствует более 75% до 90% качественного усвоения учебного материала; «удовлетворительно» – соответствует более 50% до 75% качественного усвоения учебного материала при условии отсутствия ошибок в расчетах и обоснованиях.
В случае невыполнения перечисленных критериев или отсутствия на занятии студент должен пройти повторное выполнение лабораторного задания самостоятельно и представить преподавателю самостоятельно выполненный вариант отчета к защите.
Список литературы
1.Селиванов С.Г., Гузаиров М.Б., Кутин А.А. Инноватика. Учебник для вузов. – М.: Машиностроение. 2008. -721 с.
2.Селиванов С.Г., Гузаиров М.Б. Системотехника инновационной подготовки производства в машиностроении. – М.: Машиностроение. 2012. -568 с.
3.Бунаков П.Ю. , Широких Э.В. Технологическая подготовка производства в САПР. – М.: ДМК Пресс. 2012. -208 с.
Раздел V1. Методы технического перевооружения производства
Приложение
(справочное)
Примеры промышленных роботов:
№ |
Название |
Схемы |
Иллюстрации |
п/п |
робота |
|
|
1 |
Fanuc LR Mate |
|
|
|
200iB/3L |
|
|
|
универсальный |
|
|
|
|
|
|
2 |
FS03N |
|
|
|
(Kawasaki) |
|
|
|
универсальный |
|
|
|
|
|
|
3 |
FS06N |
|
|
|
(Kawasaki) |
|
|
|
универсальный |
|
|
|
|
|
|
4 |
FS10E |
|
|
|
(Kawasaki) |
|
|
|
универсальный |
|
|
|
|
|
|
Раздел V1. Методы технического перевооружения производства
5ПР СМ40Ц.40.11
подвесной
6ПР125
напольный
7РФ210М напольный
Раздел V1. Методы технического перевооружения производства
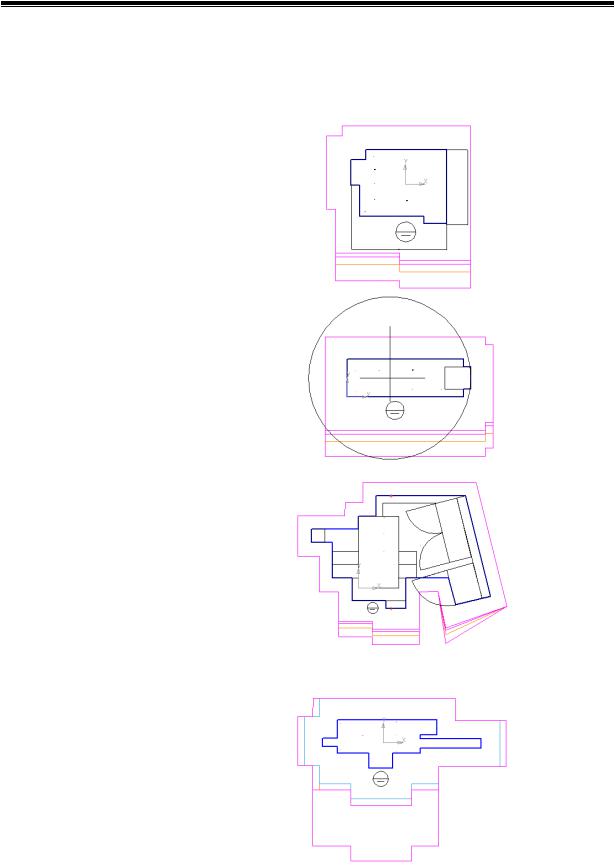
Примеры темплетов (ортогональных проекций) станков:
№ |
Название станка |
Темплеты |
п/п |
|
с указанием монтажных габаритов |
1 |
1П756ДФ3 |
|
|
|
|
2 |
2А554Ф1 |
|
|
|
|
3 |
2Р135Ф2-1 |
|
|
|
|
4 |
16А20Ф3С39 |
|
|
|
|
Раздел V1. Методы технического перевооружения производства
Продолжение таблицы
5 FW315
6 QFW250
7 ГФ2922с1
Примеры тактовых столов:
№ |
Название |
Компоновочные схемы |
п/п |
стола |
|
1 |
СТ 150 |
|
|
|
|
2 |
СТ 220 |
|
|
|
|
3 |
СТ 350 |
|
|
|
|
Раздел V1. Методы технического перевооружения производства
Примеры компоновки барьеров (ограждений РТК):
№ |
Название |
|
Компоновочные схемы |
п/п |
барьера |
|
|
1 |
1200 |
|
|
|
|
|
|
2 |
квадратный |
|
|
|
1200х1200 |
|
|
|
|
|
|
3 |
П-образный |
|
|
|
600х600 |
|
|
|
|
|
|
4 |
Г-образный |
|
|
|
3000х2000 |
|
|
|
|
|
|
5 |
3000 |
|
|
|
|
|
|
Примеры загрузочных устройств: |
|
|
|
№ |
Название |
Компоновочные схемы |
п/п |
загрузочного |
|
|
устройства |
|
1 |
Прямоугольное |
|
|
|
|
2 |
Круглое |
|
|
|
|
|
Раздел V1. Методы технического перевооружения производства
Лабораторное занятие № 6.5
Тема: Компоновка производственных групп мехатронного
оборудования на Эйлеровых графах и с помощью графического моделирования
Содержание
Введение 1.Теоретическая часть.
2.Описание используемых программных комплексов
3.Задание
4.Методика выполнения задания
5.Контрольные вопросы
6.Требования к отчету
7.Критерий оценки результатов
Список литературы
Введение
Объектами исследования являются цехи и участки машиностроительных предприятия серийного типа производства.
Предметами исследования являются модели для анализа компоновочных схем производственных групп оборудования на базе мехатронных станков.
Методы исследования. Графическое моделирование, основанное на использовании Эйлеровых графов и линейчатых циклограмм многостаночного обслуживания.
Цель исследования – освоение методов компоновочных расчетов групп многостаночного обслуживания для оформления маршрутных и технико-нормировочных карт технологических процессов и разработки комплектов технологической документации в инновационных проектах внедрения мехатронных технологий.
Задачи исследования:
1)расчет и построение циклограмм многостаночного обслуживания для оформления технико-нормировочных карт;
2)расчет коэффициента штучного времени для обоснования маршрутных карт технологического процесса.
Раздел V1. Методы технического перевооружения производства
1.Теоретическая часть
Основные сведения. Производственные группы оборудования создают в границах участков. Они включают несколько единиц оборудования, которые входят в зону обслуживания одного рабочего места бригады, либо рабочегомногостаночника. В качестве примеров таких групп могут служить роботизированные технологические комплексы, гибкие производственные модули, небольшие автоматические линии, группы прутковых автоматов, роторные и роторно-конвейерные комплексы, объединенные рабочие места комплексных или специализированных бригад, группы многостаночного обслуживания автоматизированного оборудования и т.д.
Компоновка таких групп производственного оборудования осуществляется различными методами, например, структура робототехнических комплексов в виде групп многостаночного обслуживания промышленными роботами может быть оптимизирована с помощью циклограмм или Эйлеровых графов, рис.1.
Рис.1. Пример циклового (Эйлерова) графа роботизированной технологической операции для двурукого промышленного робота:
С – снять объект с оборудования; У – установить объект на оборудование; З- заготовка; П – полуфабрикат; Д – деталь; О – рука (схват) свободна.

Раздел V1. Методы технического перевооружения производства
Компоновка групп многостаночного обслуживания.
Предметом исследований в данной работе являются группы многостаночного обслуживания мехатронного технологического оборудования, рис.2.
Для компоновки таких производственных групп оборудования в пояснительной записке рекомендуется оформлять циклограммы (табл.1), приводить специальные расчеты, а при необходимости - распечатки с ЭВМ результатов имитационного моделирования, например, автоматических линий гальванопокрытий, оснащенных автоматическими манипуляторами, приводить другие данные, подтверждающие рациональность и достоверность результатов.
Для компоновочных расчетов групп многостаночного обслуживания используют многие десятки методов, которые можно отнести к трем основным типам:
−аналитическим - они основаны на применении различных формул;
−графическим, которые предусматривают построение различных циклограмм (табл. 1 ) или граф-циклов, а также
−графоаналитическим - они предусматривают применение специальных номограмм.
Таблица 1.
Пример циклограммы многостаночного обслуживания
№ |
|
|
|
Затраты времени, с. |
ста |
Переходы операции |
|
|
. . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . t,сек |
нка |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
установить |
изделие и закре- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
пить в приспособлении |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Обработать |
по программе |
в |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
автоматическом режиме |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Снять, проверить размеры |
и |
|
|
время простоя |
|
|
|
|
|
уложить в тару |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Перейти на смежный станок |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
установить |
изделие и закре- |
|
|
|
|
|
|
|
время активного наблюдения |
|
|
|
|
|
|
|
|
пить в приспособлении |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Обработать |
по программе |
в |
|
|
|
|
|
|
|
|
|
|
|
|
|
автоматическом режиме |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Снять, проверить размеры и |
|
|
|
|
|
|
|
|
|
|
|
|
|
уложить в тару |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Раздел V1. Методы технического перевооружения производства
а) фронтальная; б) перпендикулярная; в) круговая.
Рис.2. Примеры рациональных компоновок групп многостаночного обслуживания мехатронных станков