

ооп ктос
.pdf151
Профиль 2. МЕТАЛЛООБРАБАТЫВАЮЩИЕ СТАНКИ И КОМПЛЕКСЫ
Б1. Цели и задачи производственной практики
6 Целями производственной практики являются: непосредственное участие студента в деятельности производственной или научноисследовательской организации; закрепление и углубление теоретических и практических знаний, полученных во время аудиторных занятий при изучении дисциплин гуманитарного, социального и экономического, математического и естественнонаучного, и профессионального циклов, а также учебной практики; приобретение профессиональных умений и навыков в области проектирования, внедрения технологических процессов изготовления деталей металлообрабатывающих станков и сборки; сбор материалов для написания выпускной квалификационной работы на соискание академической степени бакалавра техники и технологии.
Основой эффективности производственной практики является самостоятельная и индивидуальная работа студентов в производственных условиях. Важным факторов является приобщение студента к социальной среде предприятий (организаций) с целью формирования компетенций необходимых для работы в профессиональной среде.
2.Задачами производственной практики являются:
∙изучение организационной структуры машиностроительного предприятия (или организации, имеющей производственную базу);
∙знакомление с его службами, цехами, отделами, системой управления;
∙изучение и анализ действующих на предприятии технологических процессов изготовления деталей, в том числе металлообрабатывающих станков, сборки изделий; изучение методов получения заготовок, технологического оборудования, оснастки, средств механизации и автоматизации, методов и средств технического контроля, а также достижений науки и техники, используемых на предприятии;
∙изучение системы технологической подготовки производства, вопросов применения в этой системе современной компьютерной техники;
∙ознакомление с действующей в рыночных условиях системой маркетинга, сертификации, патентоведения, защиты и охраны прав потребителя, вопросами экономики и организации машиностроительного производства;
∙изучение вопросов обеспечения жизнедеятельности на предприятии и охраны окружающей среды;
∙приобретение навыков проектирования современных технологичных процессов изготовления деталей, инструментов, сборки и технического контроля;
∙подготовка материалов для выполнения выпускной квалификационной работы на соискание академической степени бакалавра техники и технологии.
Производственная практика предусматривает наряду с решением
указанных задач выполнение индивидуального задания кафедры и задания учебной научно исследовательской работы студентов.
3. Место производственной практики в структуре ООП ВПО
Производственная практика студентов по профилю «Металлообрабатвающие станки и комплексы» базируется на знании и освоении материалов дисциплин профессионального цикла Б.3 – базовой (общепрофессиональной) части (Б.3.1.) и вариативной части Б.3.2: 152 «Начертательная геометрия и инженерная графика», «Сопротивление материалов», «Теория механизмов и машин», «Детали машин и основы
153

Профиль 3. ИНСТРУМЕНТАЛЬНЫЕ СИСТЕМЫ МАШИНОСТРОИТЕЛЬНЫХ
ПРОИЗВОДСТВ
Б1. Цели и задачи производственной практики
6 |
Целями производственной практики являются: непосредственное участие |
||||
|
студента в деятельности производственной или научно-исследовательской |
||||
|
организации; закрепление и углубление теоретических и практических знаний, |
||||
|
полученных во время аудиторных занятий при изучении дисциплин |
||||
|
гуманитарного, социального и экономического, математического и |
||||
|
естественнонаучного, и профессионального циклов, а также учебной практики; |
||||
|
приобретение профессиональных умений и навыков в области проектирования, |
||||
|
внедрения технологических процессов изготовления деталей, инструментальных |
||||
|
систем и сборки; сбор материалов для написания выпускной квалификационной |
||||
|
работы на соискание академической степени бакалавра техники и технологии. |
||||
|
Основой |
эффективности |
производственной |
практики |
является |
|
самостоятельная и индивидуальная работа студентов в производственных |
||||
|
условиях. Важным факторов является приобщение студента к социальной среде |
||||
|
предприятий (организаций) с целью формирования компетенций необходимых |
||||
|
для работы в профессиональной среде. |
|
|
||
2.Задачами производственной практики являются:
∙изучение организационной структуры машиностроительного предприятия (или организации, имеющей производственную базу), ознакомление с его службами, цехами, отделами, системой управления;
∙изучение и анализ действующих на предприятии технологических процессов изготовления деталей, режущего и другого инструмента, сборки изделий;
∙изучение методов получения заготовок, технологического оборудования, оснастки, средств механизации и автоматизации, методов и средств технического контроля, а также достижений науки и техники, используемых на предприятии;
∙изучение системы технологической подготовки производства, вопросов применения в этой системе современной компьютерной техники;
∙ознакомление с действующей в рыночных условиях системой маркетинга, сертификации, патентоведения, защиты и охраны прав потребителя, вопросами экономики и организации машиностроительного производства;
∙изучение вопросов обеспечения жизнедеятельности на предприятии и охраны окружающей среды;
∙приобретение навыков проектирования современных технологичных процессов изготовления деталей, инструментов, сборки и технического контроля;
∙подготовка материалов для выполнения выпускной квалификационной работы на соискание академической степени бакалавра техники и технологии.
Производственная практика предусматривает наряду с решением
указанных задач выполнение индивидуального задания кафедры и задания учебной научно-исследовательской работы студентов.
3. Место производственной практики в структуре ООП ВПО
Производственная практика студентов по профилю «Инструментальные системы машиностроительных производств» базируется на знании и освоении материалов дисциплин профессионального цикла Б.3 – базовой (общепрофессиональной) части (Б.3.1.) и вариативной части Б.3.2: «Начертательная геометрия и инженерная графика», «Сопротивление материалов», «Теория механизмов и машин», «Детали машин и основы154 конструирования», «Гидравлика», «Технологические процессы в
машиностроении», «Материаловедение», «Метрология, стандартизация и

Приложение 1.
СТРУКТУРА И СОДЕРЖАНИЕ ПРОИЗВОДСТВЕННОЙ ПРАКТИКИ Профиль 1. ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ
Общая трудоёмкость производственной практики составляет 6 зачетных единиц, 204
часа.
Виды производственной работы, на практике включая
самостоятельную работу студентов и трудоёмкость
|
№ |
Разделы (этапы) |
|
п |
|
|
практики |
|
/п |
|
|
|
|
|
(в часах) |
|
|
Производственная |
Камеральная |
Научно-исследовательская |
Самостоятельная |
Формы
текущего
контроля
1 |
|
2 |
|
|
3 |
4 |
5 |
6 |
|
7 |
|
1 |
Инструктаж |
|
|
по |
4 |
1 |
1 |
|
Собеседо |
||
технике безопасности |
|
|
|
|
|
вание |
|
||||
|
Ознакомление |
|
с |
4 |
4 |
|
4 |
Собеседо |
|||
2 |
функциональной |
структурой |
|
|
|
|
вание, |
|
|||
|
предприятия |
|
|
|
|
|
|
|
|
консультации |
|
|
Ознакомление |
|
и |
2 |
1 |
|
1 |
Консульт |
|||
|
изучение |
действующих |
0 |
0 |
|
0 |
ации, |
|
|||
|
технологических |
процессов, |
|
|
|
|
составление |
||||
3 |
оборудования, |
|
|
средств |
|
|
|
|
промежуточного |
||
технологического оснащения, |
|
|
|
|
отчета, |
сдача |
|||||
|
автоматизации предприятия и |
|
|
|
|
отчета |
|
||||
|
подготовительного |
|
|
|
|
|
|
|
|
|
|
|
производства. |
|
|
|
|
|
|
|
|
|
|
|
Постановка |
|
|
|
6 |
|
6 |
6 |
Собеседо |
||
4 |
конкретной |
задачи |
в |
|
|
|
|
вание |
|
||
предметной |
области |
– |
|
|
|
|
консульта |
||||
|
технологии машиностроения |
|
|
|
|
ции |
|
||||
5 |
Получение |
|
навыков |
3 |
|
5 |
1 |
Консульт |
|||
|
работы, |
|
|
изучение |
0 |
|
|
0 |
ации, |
|
|
155

|
конструкторско- |
|
|
|
|
|
|
составление |
||
|
технологической |
|
|
|
|
|
|
промежуточного |
||
|
документации |
(методик, |
|
|
|
|
отчета, |
сдача |
||
|
проектных |
расчетов), сбор |
|
|
|
|
отчета |
|
||
|
материалов для |
выполнения |
|
|
|
|
|
|
||
|
задачи |
|
|
|
|
|
|
|
|
|
|
Анализ материалов |
в |
|
1 |
1 |
1 |
Консульт |
|||
|
соответствии |
с поставленной |
|
0 |
0 |
5 |
ации, |
|
||
6 задачей |
|
|
|
|
|
|
|
составление |
||
|
|
|
|
|
|
|
|
|
промежуточного |
|
|
|
|
|
|
|
|
|
|
отчета, |
сдача |
|
|
|
|
|
|
|
|
|
отчета |
|
|
Выполнение |
|
2 |
|
5 |
8 |
Консульт |
|||
|
конструкторско- |
|
|
0 |
|
|
|
ации |
|
|
7 |
технологических |
работ |
и |
|
|
|
|
|
|
|
экономических |
расчетов |
в |
|
|
|
|
|
|
||
|
соответствии |
с |
решаемой |
|
|
|
|
|
|
|
|
задачей |
|
|
|
|
|
|
|
|
|
|
Написание |
|
и |
|
|
|
1 |
Зачет по |
||
8 оформление |
отчета |
по |
|
|
|
5 |
практике |
|
||
|
практике |
ВСЕГО: 204 часа |
8 |
2 |
2 |
6 |
|
|
||
|
|
|
|
|||||||
|
|
|
|
|
4 |
5 |
7 |
8 |
|
|
156

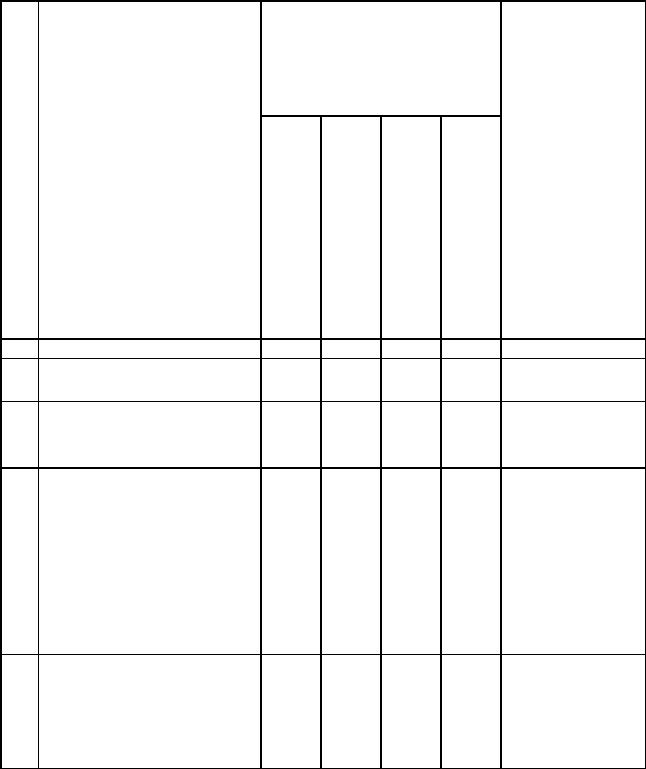
Приложение 2.
СТРУКТУРА И СОДЕРЖАНИЕ ПРОИЗВОДСТВЕННОЙ ПРАКТИКИ Профиль 2. МЕТАЛЛООБРАБАТЫВАЮЩИЕ СТАНКИ И КОМПЛЕКСЫ
Общая трудоёмкость производственной практики составляет 6 зачетных единиц, 204
часа.
|
№ |
Разделы (этапы) |
|
п |
|
|
практики |
|
/п |
|
|
|
|
1 |
|
2 |
|
|
1 |
Инструктаж |
|
по |
|
технике безопасности |
|
|||
|
Ознакомление |
с |
||
2 |
функциональной |
структурой |
||
|
предприятия |
|
|
|
|
Ознакомление |
и |
||
|
изучение |
действующих |
||
|
технологических |
процессов, |
||
3 |
оборудования, |
|
средств |
|
технологического оснащения, |
||||
|
автоматизации предприятия и |
|||
|
подготовительного |
|
|
|
|
производства. |
|
|
|
|
Постановка |
|
|
|
|
конкретной |
задачи |
в |
|
4 |
предметной |
области |
– |
|
|
металлообрабатывающих |
|
||
|
станков и комплексов |
|
||
5 |
Получение |
навыков |
||
|
Виды производственной |
|
|
|||
работы, на практике включая |
|
|
|
|||
|
самостоятельную работу |
|
|
|
||
студентов и трудоёмкость |
|
|
|
|||
|
Производственная |
(в часах) |
Самостоятельная |
|
|
|
|
Камеральная |
исследовательская-Научно |
|
Формы |
||
|
|
|
|
|
|
|
|
|
|
|
|
текущего |
|
|
|
|
|
|
контроля |
|
|
3 |
4 |
5 |
6 |
|
7 |
|
4 |
1 |
1 |
|
Собеседова |
|
|
|
|
|
ние |
|
|
|
4 |
4 |
|
4 |
Собеседова |
|
|
|
|
|
ние, консультации |
||
|
2 |
1 |
|
1 |
Консультац |
|
0 |
0 |
|
0 |
ии, |
составление |
|
|
|
|
|
промежуточного |
||
|
|
|
|
отчета, |
сдача |
|
|
|
|
|
отчета |
|
|
|
6 |
|
6 |
6 |
Собеседова |
|
|
|
|
|
ние, консультации |
||
|
3 |
|
5 |
1 |
Консультац |
|
157

|
работы, |
|
изучение |
0 |
|
|
0 |
ии, |
составление |
||
|
конструкторско- |
|
|
|
|
|
|
промежуточного |
|||
|
технологической |
|
|
|
|
|
|
отчета, |
сдача |
||
|
документации |
(методик, |
|
|
|
|
отчета |
|
|
||
|
проектных |
расчетов), сбор |
|
|
|
|
|
|
|
||
|
материалов для |
выполнения |
|
|
|
|
|
|
|
||
|
задачи |
|
|
|
|
|
|
|
|
|
|
|
Анализ материалов |
в |
|
1 |
|
1 |
1 |
Консультац |
|||
|
соответствии |
с поставленной |
|
0 |
0 |
5 |
ии, |
составление |
|||
6 задачей |
|
|
|
|
|
|
|
промежуточного |
|||
|
|
|
|
|
|
|
|
|
отчета, |
сдача |
|
|
|
|
|
|
|
|
|
|
отчета |
|
|
|
Выполнение |
|
2 |
|
|
5 |
8 |
Консультац |
|||
|
конструкторско- |
|
|
0 |
|
|
|
ии |
|
|
|
7 |
технологических |
работ |
и |
|
|
|
|
|
|
|
|
экономических |
расчетов |
в |
|
|
|
|
|
|
|
||
|
соответствии |
с |
решаемой |
|
|
|
|
|
|
|
|
|
задачей |
|
|
|
|
|
|
|
|
|
|
|
Написание |
|
и |
|
|
|
|
1 |
Зачет |
по |
|
8 оформление |
отчета |
по |
|
|
|
5 |
практике |
|
|||
|
практике |
ВСЕГО: 204 часа |
8 |
2 |
|
2 |
6 |
|
|
||
|
|
|
|
|
|||||||
|
|
|
|
|
4 |
5 |
7 |
8 |
|
|
|
158
Приложение 3.
СТРУКТУРА И СОДЕРЖАНИЕ ПРОИЗВОДСТВЕННОЙ ПРАКТИКИ Профиль 3. ИНСТРУМЕНТАЛЬНЫЕ СИСТЕМЫ МАШИНОСТРОИТЕЛЬНЫХ
ПРОИЗВОДСТВ
Общая трудоёмкость производственной практики составляет 6 зачетных единиц, 204
часа.
|
№ |
Разделы (этапы) |
|
п |
|
|
практики |
|
/п |
|
|
|
|
1 |
|
2 |
|
|
1 |
Инструктаж |
|
по |
|
технике безопасности |
|
|||
|
Ознакомление |
с |
||
2 |
функциональной |
структурой |
||
|
предприятия |
|
|
|
|
Ознакомление |
и |
||
|
изучение |
действующих |
||
|
технологических |
процессов, |
||
3 |
оборудования, |
|
средств |
|
технологического оснащения, |
||||
|
автоматизации предприятия и |
|||
|
подготовительного |
|
|
|
|
производства. |
|
|
|
4 |
Постановка |
|
|
|
|
конкретной |
задачи |
в |
|
|
предметной |
области |
– |
|
|
инструментальные |
системы |
||
|
машиностроительных |
|
||
|
Виды производственной |
|
|
|||
работы, на практике включая |
|
|
|
|||
|
самостоятельную работу |
|
|
|
||
студентов и трудоёмкость |
|
|
|
|||
|
Производственная |
(в часах) |
Самостоятельная |
|
|
|
|
Камеральная |
исследовательская-Научно |
|
Формы |
||
|
|
|
|
|
|
|
|
|
|
|
|
текущего |
|
|
|
|
|
|
контроля |
|
|
3 |
4 |
5 |
6 |
|
7 |
|
4 |
1 |
1 |
|
Собеседова |
|
|
|
|
|
ние |
|
|
|
4 |
4 |
|
4 |
Собеседова |
|
|
|
|
|
ние, консультации |
||
|
2 |
1 |
|
1 |
Консультац |
|
0 |
0 |
|
0 |
ии, |
составление |
|
|
|
|
|
промежуточного |
||
|
|
|
|
отчета, |
сдача |
|
|
|
|
|
отчета |
|
|
|
6 |
|
6 |
6 |
Собеседова |
|
|
|
|
|
ние |
|
|
|
|
|
|
|
консультац |
|
|
|
|
|
ии |
|
|
159

|
производств |
|
|
|
|
|
|
|
|
|
|
|
Получение |
навыков |
3 |
|
|
5 |
1 |
Консультац |
|||
|
работы, |
|
изучение |
0 |
|
|
0 |
ии, |
составление |
||
|
конструкторско- |
|
|
|
|
|
|
промежуточного |
|||
5 |
технологической |
|
|
|
|
|
|
отчета, |
сдача |
||
документации |
(методик, |
|
|
|
|
отчета |
|
|
|||
|
проектных |
расчетов), сбор |
|
|
|
|
|
|
|
||
|
материалов для |
выполнения |
|
|
|
|
|
|
|
||
|
задачи |
|
|
|
|
|
|
|
|
|
|
|
Анализ материалов |
в |
|
1 |
|
1 |
1 |
Консультац |
|||
|
соответствии |
с поставленной |
|
0 |
0 |
5 |
ии, |
составление |
|||
6 задачей |
|
|
|
|
|
|
|
промежуточного |
|||
|
|
|
|
|
|
|
|
|
отчета, |
сдача |
|
|
|
|
|
|
|
|
|
|
отчета |
|
|
|
Выполнение |
|
2 |
|
|
5 |
8 |
Консультац |
|||
|
конструкторско- |
|
|
0 |
|
|
|
ии |
|
|
|
7 |
технологических |
работ |
и |
|
|
|
|
|
|
|
|
экономических |
расчетов |
в |
|
|
|
|
|
|
|
||
|
соответствии |
с |
решаемой |
|
|
|
|
|
|
|
|
|
задачей |
|
|
|
|
|
|
|
|
|
|
|
Написание |
|
и |
|
|
|
|
1 |
Зачет |
по |
|
8 оформление |
отчета |
по |
|
|
|
5 |
практике |
|
|||
|
практике |
ВСЕГО: 204 часа |
8 |
2 |
|
2 |
6 |
|
|
||
|
|
|
|
|
|||||||
|
|
|
|
|
4 |
5 |
7 |
8 |
|
|
|
160