

3. Выбор режимов обработки Автоматическая сварка под флюсом

Рис. 2. Схема автоматической сварки под флюсом.
Параметры режима сварки представлены в таблице 3 [4, стр. 137].
Таблица 3 – Режимы автоматической сварки под флюсом.
|
Толщина, мм |
120 |
|
Сварочный ток, А |
1000-1050 |
|
Напряжение дуги, В |
35-40 |
|
Диаметр проволоки, мм |
8 |
|
Скорость сваркм, м/с |
28 |
Вспомогательные материалы [4], [10], [11]:
Флюс АНТ-7.
проволока марки ЛП – Ti ( 3000руб/кг ). Предназначена для нанесения на все марки титана.
Ручная дуговая сварка неплавящимся электродом в защитных газах с присадкой.

Параметры режима сварки представлены в таблице 4[4, стр. 136].
Таблица 4 - Режимы ручной дуговой сварки неплавящимся электродом в защитных газах с присадкой
|
Толщина, мм |
10 |
|
Сварочный ток, А |
230-280 |
|
Напряжение дуги, В |
13-16 |
|
Диаметр присадочной проволоки, мм |
2,5-3,0 |
|
Число походов |
10-14 |
Вспомогательные материалы [4], [10], [11]:
аргон высшего сорта ( ГОСТ 10157 – 79).
вольфрамовый электрод марки ВТ – 15 ( 2800 руб/кг).
Для сварки углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе.
Электрошлаковая сварка
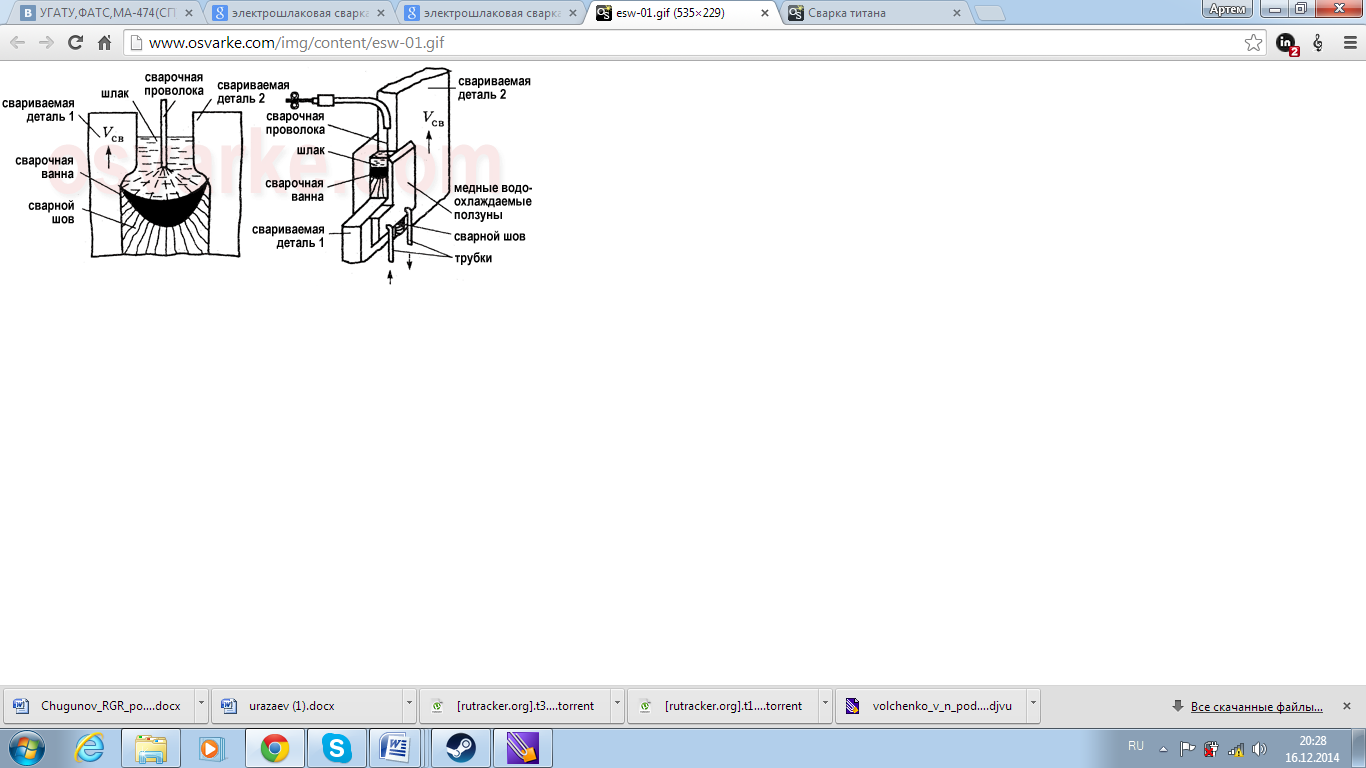
Рисунок 4. Схема электрошлаковой сварки.
Параметры режима сварки представлены в таблице 5[4, стр. 140].
Таблица 5 - Режимы электрошлаковой сварки.
|
Толщина, мм |
120 |
|
Сварочный ток, А |
2000-2600 |
|
Напряжение дуги, В |
30-32 |
|
Диаметр электрода, мм |
5 |
|
Скорость сварки, м/ч |
120 |
|
Расход газа, л/мин |
55 |
Вспомогательные материалы [11]:
аргон высшего сорта ( ГОСТ 10157 – 79).
проволока марки ЛП – Ti ( 3000руб/кг ). Предназначена для нанесения на все марки титана.
4. Выбор технологического оборудования
К сварочному оборудованию относят основное технологическое оборудование, обеспечивающее процесс сварки и его регулирование: источники питания, сварочные головки, сварочные горелки и плазматроны, установки для дуговой и плазменной сварки, а также механическое оборудование сварочного производства: вращатели, кантователи, колонны и др.
В нашем случае тип производства – единичный. При выборе оборудования нужно иметь в виду, что в условиях единичного производства экономически эффективным, как правило, будет универсальное оборудование. Основными критериями при выборе оборудования являются: соответствие технических характеристик технологическим требованиям, К.П.Д. и cos , пригодность для механизации, наличие систем автоматизированного управления, производительность, масса, занимаемая площадь, стоимость приобретения и обслуживания [7].
Ручная дуговая сварка неплавящимся электродом в защитных газах с присадкой.
Рисунок 5. Сварочный трансформатор ТДМ-317У2
Таблица 6 - Технические характеристики ТДМ-317У2 [12]
|
Номинальная сила сварочного тока, А |
315 |
|
Номинальное рабочие напряжение, В |
32,6 |
|
Номинальный режим ПН, % |
60 |
|
Пределы регулирования силы сварочного тока, А |
60…360 |
|
Потребляемая мощность, кВА |
21 |
|
Номинальное напряжение трёхфазной питающей сети частотой 50 Гц, В |
380 |
|
Напряжение холостого хода, В |
80 |
|
КПД, % |
86 |
|
Масса, кг |
240 |
|
Цена, руб |
50000 |
ВД-306У3 предназначен для питания электрической сварочной дуги постоянным током при ручной дуговой сварке, резке и наплавки металлов, от сети переменного тока. Также ВД-306У3 предназначен для работы в помещениях с естественной вентиляцией. [1, стр. 57.]
Технические характеристики представлены в таблице 7.

Рисунок 6 – Сварочный выпрямитель ВД-306У3.
Таблица 7 – Технические характеристики ВД-306У3 [1, cтр.58]
|
Номинальная сила сварочного тока, А |
315 |
|
Номинальное рабочие напряжение, В |
32 |
|
Номинальный режим ПН, % |
60 |
|
Пределы регулирования силы сварочного тока, А |
45…315 |
|
Потребляемая мощность, кВА |
21 |
|
Номинальное напряжение трёхфазной питающей сети частотой 50 Гц, В |
380 |
|
Напряжение холостого хода, В |
70 |
|
КПД, % |
72 |
|
Масса, кг |
154 |
|
Цена, руб |
65000 |
Для ручной дуговой сварке неплавящимся электродом в защитных газах также выбираем следующие технологические оборудования:
Вращатель сварочный М11010 (50000 руб.)
Головка сварочная АСГВ-4АРК (20000 руб.)
Приспособление сборочное