

Допустимые размеры включений, выявляемых при металлографическом исследовании
|
Номинальная толщина стенки труб (деталей) в стыковых соединениях или меньший катет шва в угловых, мм |
Допустимый наибольший размер одиночных включений и скоплений, мм |
Максимально допустимое число включений (скоплений) в шлифе |
Максимально допустимый показатель Kд, мм |
|
До 5 |
0,5 |
4 |
1,3 |
|
Свыше 5 до 6,5 |
0,6 |
4 |
1,4 |
|
Свыше 6,5 до 8,5 |
0,8 |
4 |
1,7 |
|
Свыше 8,5 до 12 |
1,0 |
4 |
2,0 |
|
Свыше 12 до 20 |
1,3 |
5 |
2,5 |
|
Свыше 20 до 35 |
2,0 |
6 |
3,5 |
|
Свыше 35 до 50 |
2,5 |
7 |
5,0 |
|
Свыше 50 |
3,0 |
8 |
8,0 |
Примечания. 1. Включения (скопления) с максимальным размером до 0,2 мм включительно не учитываются.
2. Расстояние между любыми двумя включениями и скоплениями должно составлять не менее трехкратного наибольшего размера любого из двух рассматриваемых включений или скоплений.
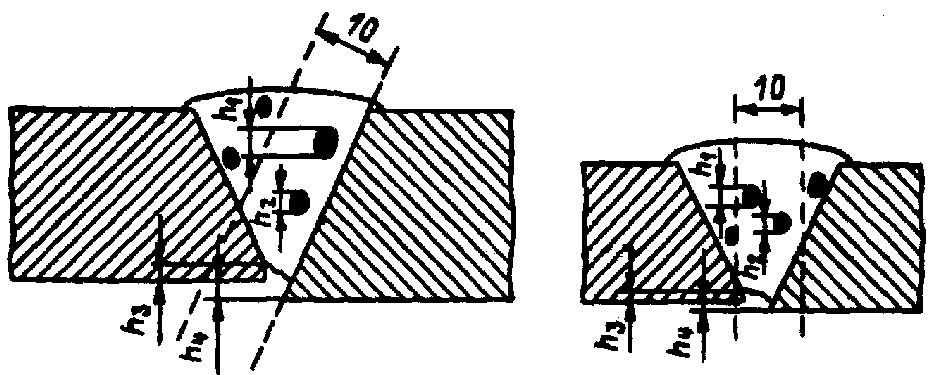
Рис. 18.8. Схема подсчета показателя концентрации дефектов (Kд):
Kд = h1 + h2 + h3 + h4
18.7. Прогонка металлического шара
18.7.1. Контроль прогонкой металлического шара производится с целью проверки обеспечения заданного проходного сечения в сварных соединениях труб поверхностей нагрева котлов.
18.7.2. Контроль прогонкой металлического шара проводится в случаях, оговоренных конструкторской документацией.
18.7.3. Диаметр шара Дшдолжен быть равен 0,8Д, гдеД —наименьший внутренний диаметр трубы с учетом допуска на наружный диаметр и толщину стенки — подсчитывается по формуле:
Д=Да-Да- 2(S+S),
где Да —номинальный наружный диаметр трубы;
Да— минусовой допуск на наружный диаметр трубы;
S —номинальная толщина стенки трубы;
S— плюсовой допуск на толщину стенки трубы.
18.7.4. Контроль прогонкой металлического шара должен проводиться по технологии, изложенной в производственной инструкции, разработанной для монтажа котла конкретного типа.
18.8. Капиллярный и магнитопорошковый контроль
18.8.1. Капиллярный или магнитопорошковый контроль сварных соединений проводится с целью определения поверхностных дефектов при ремонте сварных соединений в соответствии с разделом 19 либо для уточнения результатов визуального и других методов контроля.
18.8.2. Капиллярный контроль должен проводиться в соответствии с ГОСТ 18442, магнитопорошковый — с ГОСТ 21105 и унифицированными методиками контроля ПНАЭ Г-7-018—89 и ПНАЭ Г-7-015-89.
При капиллярном контроле класс чувствительности должен быть не ниже III, при магнитопорошковом — не ниже уровня Б.
18.8.3. При капиллярном контроле сварных соединений по индикаторным следам наличие удлиненных и неодиночных индикаторных следов является браковочным признаком. Число одиночных округлых индикаторных следов не должно превышать норм, установленных табл. 18.2 для одиночных включений, а наибольший размер каждого индикаторного следа не должен превышать трехкратных значений этих норм.
18.8.4. Нормы оценки качества при магнитопорошковом контроле должны соответствовать нормам для визуального контроля (п. 18.3.4 и табл. 18.2).
18.8.5. Выявленные при контроле в соответствии с пп. 18.8.3 и 18.8.4 дефекты допускается оценивать по фактическим показателям размеров после удаления реактива или эмульсии (порошка). При этом следует руководствоваться требованиями п. 18.3.4 и табл. 18.2. Результаты этой оценки должны считаться окончательными.