

Нагрев гибким радиационным электронагревателем (грэн)
17.4.14. Секции нагревателя ГРЭН, набранные в соответствии с рекомендациями п. 17.3.12, устанавливаются и закрепляются на трубопроводе таким образом, чтобы сварной шов был посередине нагреваемого участка. Предварительно устанавливается на шве или рядом с ним горячий спай термоэлектрического преобразователя (термопары) согласно требованиям пп. 17.5.2—17.5.6. Секции нагревателя закрываются теплоизоляционным матом и подсоединяются к источнику питания (сварочному трансформатору или выпрямителю) по схеме, представленной на рис. 17.6.
Программный блок управления термопроцессом (БУТ) обеспечивает заданный температурно-временной режим нагрева термообрабатываемого сварного соединения. По требованию заказчика БУТ может быть выполнен в варианте для подключения радиационных нагревателей ГРЭН к питающей сети 220 В или сети постоянного тока либо для подключения нагревателей ГЭН и КЭН к сварочным трансформаторам.
Нагрев электронагревателем комбинированного действия (кэн)
17.4.15. Секции КЭН необходимо устанавливать в положение, указанное в табл. 17.9 и 17.10.
Для обеспечения равномерного распределения температуры по периметру сварного соединения и креплений секций КЭН на трубах используются те же способы, что и при применении ГЭН. При установке КЭН секции должны наматываться обязательно одинаково (по часовой или против часовой стрелки); не следует накладывать витки один на другой. Размеры теплоизоляции должны соответствовать требованиям п. 17.4.12.
17.4.16. Секции, установленные на одном сварном соединении, должны подсоединяться к источнику питания, как правило, параллельно. Допускается последовательное соединение двух-трех секций нагревателя КЭН-1 и двух секций нагревателя КЭН-2.
17.4.17. Для термической обработки сварных соединений труб больших диаметров (1020 мм и более) могут быть использованы нагреватели ГЭН и КЭН-4. Для уменьшения теплоотвода из зоны нагрева и снижения перепада температуры по толщине стенки необходимо применять следующие технологические приемы:
увеличивать зону нагрева сварных соединений путем установки на наружной поверхности труб дополнительных поясов ГЭН или секций КЭН-4;
устанавливать на внутренние поверхности сварных соединений электронагреватели ГЭН и КЭН-4 (если есть доступ внутрь нагреваемых труб).
Таблица 17.7
Порядок размещения поясов электронагревателя гэн на нагреваемых стыках труб
|
Положение сварного |
Диаметр нагреваемых |
Схемы размещения поясов |
Расстояние, мм | |||
|
стыка |
труб, мм |
|
A |
Б |
В |
Г |
|
Верти-кальное |
108-194 219-245 273-299 325-377 402-480 530 630 820 1020 |
|
20 20 20 20 20 20 20 |
— 35 40 45 50 60 80 |
— 25 30 35 40 50 60
|
— — — — — — — |
|
Горизон-тальное |
108-300 325-1020 |
|
— — |
10-15 15-20 | ||
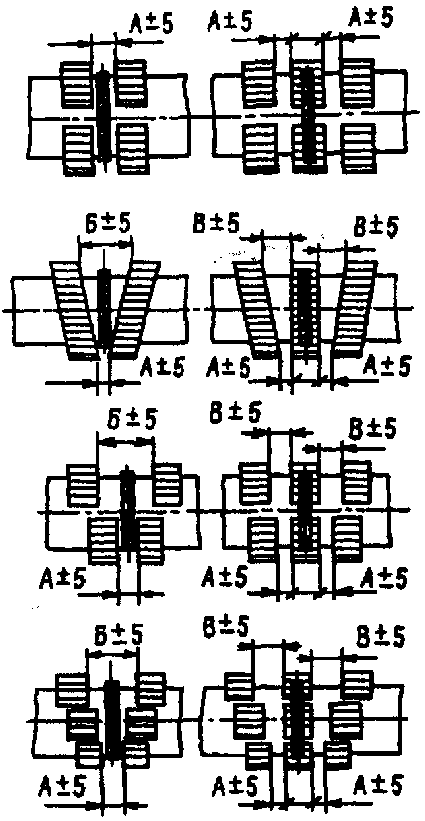

Таблица 17.8