

Ориентировочные технологические и электрические параметры термообработки при нагреве стыков труб тиристорными преобразователями частоты (инверторами) ит-100
|
Наружный диаметр трубы, мм |
Толщина стенки трубы, мм |
Общее число витков |
Электрические параметры сети, питающей инвертор |
Электрические параметры индуктора при частоте тока 1200 Гц |
Ток конденсаторной бата |
Емкость конденсаторной батареи, |
Индуктив-ность в цепи индуктора, | ||
|
|
|
|
напряжение, В |
ток, А |
напряжение на выводах, В |
ток, А |
реи, А |
мкФ |
103Гн |
|
133 |
15 |
8,0 |
165 |
60 |
60 |
180 |
230 |
80 |
0,5 |
|
219 |
40 |
12,0 |
160 |
100 |
110 |
240 |
320 |
120 |
1,0 |
|
273 |
50 |
10,0 |
170 |
95 |
95 |
260 |
360 |
160 |
1,0 |
|
325 |
60 |
16,0 |
155 |
155 |
175 |
250 |
360 |
140 |
0,5 |
|
426 |
96 |
16,0 |
160 |
190 |
240 |
210 |
370 |
140 |
— |
|
426 |
96 |
16,0 |
240 |
125 |
265 |
235 |
290 |
100 |
— |
|
630 |
25 |
14,0 |
150 |
100 |
160 |
160 |
230 |
100 |
0,5 |
|
630 |
25 |
16,0 |
230 |
80 |
280 |
250 |
370 |
120 |
— |
|
920 |
35 |
14,5 |
205 |
300 |
350 |
200 |
>400 |
120 |
— |
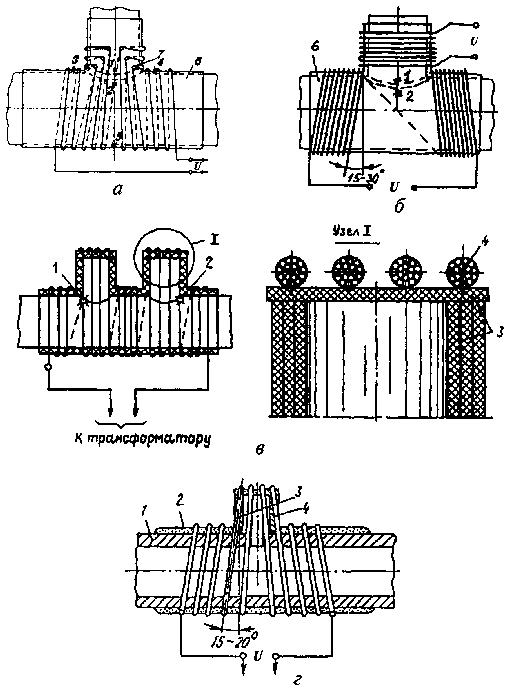
Рис. 17.7. Схема расположения гибких индукторов при нагреве
угловых сварных соединений:
а, б —нагрев тройниковых сварных соединений паропроводов
(соединения штуцера большого диаметра с трубой): 1—5 —места расположения термоэлектрических преобразователей;6 —тепловая изоляция;7— установочные штыри диаметром 6—8 мм, временно привариваемые для крепления индуктора;
в —нагрев сварных соединений штуцеров малого диаметра с коллектором:
1,2 —места расположения ТП;3 —тепловая изоляция;4 —неизолированный кабель;
г —нагрев штуцерного сварного соединения коллектора:
1— труба;2 —тепловая изоляция;3 —индуктор;4 —штуцер

Рис. 17.8. Схемы подключения индукторов при нагреве стыка труб диаметром 980 мм:
а —два шестивитковых односекционных индуктора;
б —односекционный шестивитковый и двухсекционный (по три витка в секции)
индукторы; 1, 2 —места расположения горячих спаев ТП

Рис. 17.9. Схемы установки индукторов для термической обработки
сварных соединений фасонных изделий:
а —соединение трубы с фланцем трубопровода:1— труба;2 —теплоизоляция;
3 —индуктор с различным шагом витков;4 —фланец;
б —соединение трубы с патрубком задвижки:1 —труба;2 —теплоизоляция;
3 —первый слой индуктора;4 —асбоцементная прокладка;5 —второй слой индуктора;
6 —корпус задвижки;в —соединение трубы с заглушкой:
1— труба;2— теплоизоляция;3 —индуктор;4 —заглушка;
5— временные прихватки;6— фальшпатрубок
Радиационный и комбинированный способы нагрева
Нагрев электронагревателем сопротивления (гэн)
17.4.12. При установке ГЭН на трубу следует:
закрепить (приварить) бобышки для установки горячих спаев ТП согласно требованиям подраздела 17.5;
установить и закрепить с помощью пояса электронагреватель на трубе;
присоединить к нагревателю токоподводящие провода от источника питания;
установить и закрепить тепловую изоляцию;
закрепить горячие спаи ТП в приваренные бобышки согласно требованиям подраздела 17.5 (предварительно надрезав теплоизоляцию в месте установки бобышки) и подключить провода ТП к регистрирующему прибору;
включить источник питания и провести нагрев по заданному режиму.
После установки нагреватель закрывается теплоизоляционным матом или асбестовой тканью и закрепляется проволокой или асбестовым шнуром; толщина теплоизоляции в зоне нагрева должна быть не менее 40 мм, ширина — на 400—500 мм больше зоны нагрева (в каждую сторону от шва); при отрицательной температуре окружающего воздуха толщина теплоизоляции должна быть увеличена в 1,5—2 раза.
17.4.13. Нагрев стыков может производиться с помощью двух или трех поясов ГЭН, схемы размещения которых даны в табл. 17.7 в зависимости от диаметра труб и положения стыка.
Пояса должны быть плотно прижаты к трубе и надежно закреплены. Толщина теплоизоляции на стыке должна быть равномерной по всей поверхности нагреваемого участка. Технологические параметры термообработки с помощью ГЭН приведены в табл. 17.8.