

8.2. Аргонодуговая сварка корневого слоя шва стыков толстостенных трубопроводов
8.2.1. Требования данного подраздела распространяются на сборку и ручную аргонодуговую сварку неплавящимся электродом корневого слоя шва неповоротных стыков труб при толщине стенки 10 мм и более, собранных без остающихся подкладных колец (с заполнением остальной части разделки ручной дуговой сваркой, механизированной в углекислом газе либо автоматической под слоем флюса).
8.2.2. Оборудование поста для ручной сварки в среде аргона корневого слоя шва стыков толстостенных трубопроводов должно соответствовать указанному в п. 8.1.2.
8.2.3. Конструкция сварных соединений должна отвечать требованиям табл. 6.2 (разделки типов Тр-2, Тр-6, Тр-7).
8.2.4. Собранные в приспособлении стыки прихватываются ручной аргонодуговой сваркой. Количество прихваток, а также требования к подогреву стыка приведены в подразделах 6.3 и 6.4.
Прихваточные швы выполняются без применения присадочной проволоки, кроме стыков труб из углеродистой стали, которые всегда накладываются с использованием присадочной проволоки, а также стыков труб из других сталей при зазоре более 0,5 мм. Применяется проволока диаметром 1,6—3 мм марки Св-08Г2С или Св-08ГС независимо от марки стали свариваемых труб.
Таблица 8.1
Примерное расположение слоев и валиков в сечении стыков, выполненных комбинированным способом и ручной аргонодуговой сваркой
|
Толщина стенки трубы, мм |
Вертикальный стык |
Горизонтальный стык |
|
До 4* |
|
|
|
Свыше 4 до 7 |
|
|
|
Свыше 7 до 10 |
|
|





___________
* При толщине стенки до 2 мм все сечение следует сваривать аргонодуговой сваркой в один слой.
Примечание, а — комбинированная сварка; б — ручная аргонодуговая сварка всего сечения.
8.2.5. Аргонодуговая сварка корневого слоя шва осуществляется в сборочном приспособлении сразу после прихватки стыка. Корневой слои (1—3 проходы) выполняется, как правило, с применением присадочной проволоки; в стыках с разделкой кромок типа Тр-7 первый проход может выполняться без присадочной проволоки, если зазор в стыке не превышает 0,5мм.
Марка присадочной проволоки выбирается в зависимости от марки свариваемой стали по таблице 4.4. Сила тока 90—110 А при диаметре проволоки 1,6—3 мм.
Толщина корневого слоя, выполненного аргонодуговой сваркой, во избежание его прожога при наложении основного шва, должна быть не менее значений, приведенных в табл. 8.2.
8.2.6. Взаимное расположение горелки и проволоки при сварке корневого слоя вертикального и горизонтального стыков показано на рис. 8.1. Присадочная проволока 1всегда располагается перед горелкой, которой одновременно с перемещением вдоль шва сообщают поперечные колебания амплитудой 3—4 мм. Присадочную проволоку следует вводить в ванну равномерно, перемещая ее впереди дуги. Конец проволоки должен постоянно находиться в сварочной ванне расплавленного металла.
Таблица 8.2
Толщина корневого слоя шва, выполненного аргонодуговой сваркой в комбинированном стыке без подкладного кольца
|
Способ сварки первых слоев основного шва |
Толщина корневого слоя (слоев), выполненного аргонодуговой сваркой, мм, не менее |
|
Ручная дуговая |
|
|
электродом диаметром 2,5 мм |
3,5 |
|
электродом диаметром 3 мм |
4,0 |
|
электродом диаметром 4 мм |
5,0 |
|
Автоматическая аргонодуговая |
4,0 |
|
Механизированная в углекислом газе и порошковой проволокой |
5,0 |
|
Автоматическая под флюсом |
6,0 |

Рис. 8.1. Взаимное расположение присадочной проволоки (1) и горелки (2)
при ручной аргонодуговой сварке корневого слоя шва стыка труб без подкладного кольца

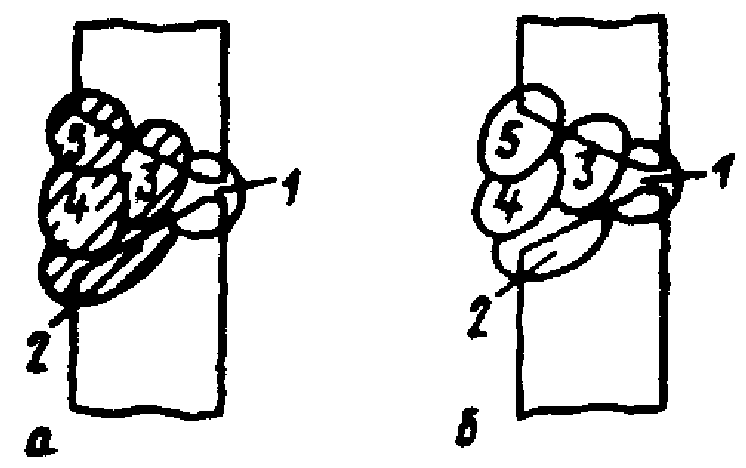
Рис. 8.2. Направление и порядок ручной аргонодуговой сварки корневого слоя
вертикального (а)и горизонтального(б) неповоротных стыков:
1—3 —порядок выполнения участков шва
8.2.7. Направление и порядок сварки корневого слоя шва вертикального и горизонтального неповоротных стыков показаны на рис. 8.2. Последующий участок должен перекрывать предыдущий на 10—20 мм. Сварку стыков труб диаметром более 219 мм следует вести обратноступенчатым способом при длине участка не более 250 мм.