

Способы раздачи концов труб
|
Сталь |
Способ раздачи* |
Диаметр трубы, мм, не более |
Толщина стенки трубы, мм, не более |
Раздача А**, %, не более |
|
Углеродистая |
Вхолодную |
83 |
6 |
6 |
|
|
|
84-200 |
8 |
4 |
|
|
С нагревом |
300 |
20 |
10 |
|
Низколегированная: |
|
|
|
|
|
теплоустойчивая |
Вхолодную |
100 |
8 |
4 |
|
|
С нагревом |
100 |
8 |
10 |
|
конструкционная |
Вхолодную |
200 |
8 |
4 |
|
|
С нагревом |
300 |
20 |
10 |
|
Аустенитная |
Вхолодную |
83 |
6 |
6 |
|
|
Вхолодную |
84-100 |
10 |
4 |
|
Мартенситно-ферритная и мартенситная |
Вхолодную |
100 |
6 |
4 |
___________
* Раздачу с нагревом следует производить при температуре концов трубы 900—1000 °С из низколегированных теплоустойчивых сталей, при 700—900 °С — из низколегированных конструкционных и углеродистых сталей.
** Подсчитывают по формуле А=(Д2 - Д1) 100/Д1, где Д1 и Д2 — внутренний диаметр трубы соответственно до и после раздачи.
После механической обработки длина наплавки lдолжна быть не менее:
-
Диаметр трубы, мм
l, мм
До 219
20
Свыше 219 до 273
30
Более 273
50
Толщина наплавки должна быть не более 6 мм. Наплавку можно выполнять ручной дуговой или ручной аргонодуговой сваркой неплавящимся электродом с использованием присадочных материалов, которые применяют для сварки стыка, при режиме подогрева и охлаждения, предусмотренном для данных стыков. Наплавку следует производить кольцевыми (спиральными) валиками в направлении изнутри трубы к ее торцу. Термообработку места наплавки перед сваркой стыка не проводят;
г) приварка впритык к элементу (трубе, патрубку, тройнику, арматуре) с меньшим внутренним диаметром кольца шириной b =18—20 мм и наружным диаметром, равным внутреннему диаметру другого стыкуемого элемента (рис. 6.3,д).
При сборке стыка элемент с большим внутренним диаметром надвигается на приваренное кольцо с соблюдением требований к сборке и сварке как к обычному стыку с подкладным кольцом. Такой способ может быть применен к трубопроводам из углеродистой и низколегированной конструкционной стали при разности внутренних диаметров стыкуемых элементов не более 8 мм.
6.1.7. При соосной стыковке труб с различными наружными диаметрами размер h(рис. 6.4) должен быть не более:
для труб из углеродистой и низколегированной сталей — 30% толщины более тонкой трубы, но не более 5 мм;
для труб из стали аустенитного, мартенситного и мартенситно-ферритного классов при номинальной толщине стенки 10 мм и менее — 15% толщины более тонкой трубы.
В обоих случаях плавный переход от одной детали к другой со стороны раскрытия шва должен быть обеспечен за счет наклонного расположения поверхности шва.
Когда смещение (несовпадение) стыкуемых труб по наружной поверхности из-за разности наружных диаметров превышает указанное, конец трубы с большим наружным диаметром должен быть обработан механическим способом (обточкой) согласно одному из эскизов рис. 6.4.
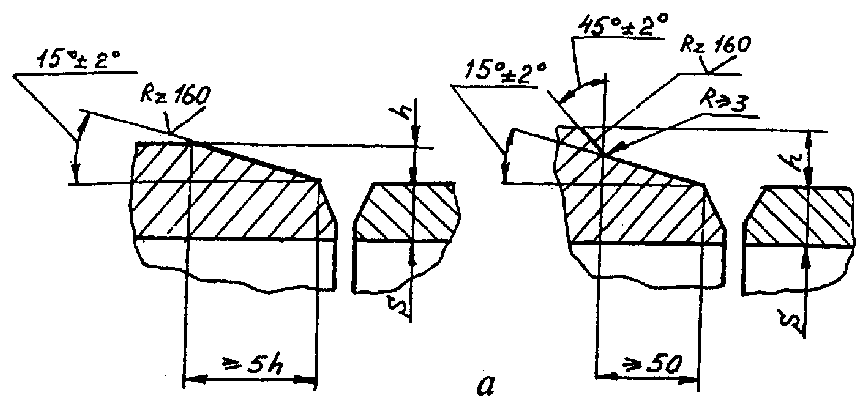


Рис. 6.4. Схема обработки концов труб при стыковке элементов,
имеющих разные наружные диаметры:
а— соединения трубы с трубой;б —соединения трубы с литыми, коваными и штампосварными деталями и арматурой;в —соединения трубы с арматурой,
фасонными и трубными деталями с комбинированной разделкой кромок
6.1.8. Вмятины на концах труб следует исправлять с помощью домкратов или других разжимных устройств при условии, что глубина вмятины не превышает 3,5% наружного диаметра трубы (Дн), а толщина стенки для труб из углеродистых и низколегированных сталей не более 20, из аустенитных — 10, из мартенситных и мартенситно-ферритных — 6 мм.
Вмятины на трубах из углеродистых и низколегированных сталей допускается исправлять вхолодную или с нагревом (табл. 6.1), из аустенитных, мартенситных и мартенситно-ферритных — только вхолодную.
Концы труб с вмятинами глубиной более 3,5% Дна также с забоинами и задирами глубиной более 5 мм следует обрезать или исправлять путем наплавки.
6.1.9. Кромки литых, кованых, штампованных, штампосварных деталей должны быть обработаны под сварку на заводе-изготовителе. В случае необходимости обработки таких деталей в условиях монтажа или ремонта она должна производиться по заводским нормалям либо в соответствии с требованиями п. 6.1.6, б, в или п. 6.1.7 по согласованию с заказчиком (владельцем оборудования).
6.1.10. В монтажных и ремонтных условиях допускается исправлять гибы путем подгибки или отгибки, если:
на трубах наружным диаметром не более 108 мм из углеродистых и низколегированных конструкционных сталей угол подгибки или отгибки не превышает 15°, из хромомолибденовых и хромомолибденованадиевых сталей — 10°;
на трубах наружным диаметром более 108 мм угол подгибки или отгибки не превышает 10° и 5° соответственно.
Трубы из хромомолибденовых и хромомолибденованадиевых сталей независимо от толщины стенки при подгибке следует подогревать в месте подгибки до 710—740 °С. Трубы из низколегированных конструкционных и углеродистых сталей можно подгибать в холодном состоянии при толщине стенки до 20 мм, при большей толщине — с подогревом до 650—680 °С. После подгибки нагретый участок необходимо обернуть асбестом. Место подгибки должно находиться вне гиба трубы; при ее диаметре более 100 мм место подгибки должно быть на расстоянии не менее 200 мм от гиба.
Температуру контролируют с помощью термокарандаша, термоэлектрического преобразователя (ТП) или термокраски. Термообработка места подгибки не требуется.
6.1.11. Подгибка и отгибка труб из сталей аустенитного класса диаметром менее 100 мм при толщине стенки не более 10 мм может быть допущена в монтажных условиях на угол не более 10° и должна осуществляться в холодном состоянии без последующей термообработки.
6.1.12. Подгибку труб из стали мартенситного и мартенситно-ферритного класса в условиях монтажа можно производить в холодном состоянии, угол подгибки должен быть не более 10°.