

Защита / 1359417_FD6CA_dahin_o_h_massoobmennye_kolonnye_apparaty_konstrukciya_princ
.pdfДля подачи в колонну паров могут быть предусмотрены коллектор-
ные распределительные устройства.
Жидкие продукты выводятся с тарелок со стороны слива флегмы.
выводная труба должна быть погружена в жидкость во избежание попада-
ния в нее паров. При полном выводе флегмы с тарелки в карманах, из ко-
торых выводится флегма, предусматривают переливные трубы. Верхний уровень этих труб расположен над уровнем жидкости так, чтобы жидкость переливалась в нижнюю тарелку только при переполнении сливного уст-
ройства.
Рис. 13.2. Узел ввода парожидкого сырья с организованным отводом жидкости: 1 - переточные трубы.
В атмосферной колонне установлены 38 двухпоточных тарелок с S-
образными элементами. Верхние три тарелки расположены в плане под прямым углом остальным тарелкам. Для сбора флегмы и вывода циркули-
рующих орошений служат кольцевые сборные устройства. Пары, посту-
пающие снизу, проходят через центральную часть этих устройств. Для пе-
121

ретока флегмы устройства снабжены трубами. Для обслуживания во время
ремонта к нижнему днищу изнутри приварены скобы.
13.2Отбойные устройства
Вректификационных колоннах для отделения капель жидкости от паров над вводом сырья и в верхней части колонны устанавливают отбой-
ные устройства. Отбойные устройства представляют собой обычно конст-
рукцию лабиринтного типа, выполненную из пластин, уголков, проволоч-
ной сетки, колец или другой насадки.
Работа отбойника разделяется на две стадии: при прохождении пото-
ка паров через отбойник капли жидкости выделяются из потока вследствие соприкосновения с поверхностью элементов, а затем отводятся с этой по-
верхности. В ряде конструкций (отбойники с организованным отводом жидкости) предусмотрены специальные приспособления лишь при скоро-
стях паров, не вызывающих режима «захлебывания», при котором жид-
кость, задерживается на отбойнике и начинается унос парами ее капель.
Рис. 13.3. Схема секций отбойников:
а - пластинчатой; б - уголковой; в - жалюзной.
Конструкция отбойника характеризуется двумя основными показа-
телями: долей свободного сечения и удельной (в единице объема) поверх-
ностью. Увеличение доли свободного сечения отбойника повышает его производительность, увеличение поверхности улучшает сепарацию капель.
122
На рис. 13.3 показаны некоторые конструкции отбойников, исполь-
зуемые в ряде действующих ректификационных колонн. Конструкции их отличаются сравнительно небольшой долей свободного сечения и могут эффективно работать только при небольшой скорости. Для высокопроиз-
водительных установок применять такие отбойники нецелесообразно.
Высокой эффективностью отличаются отбойники, выполненные из металлической сетки в многослойном пакете (рис. 13.4). Эти отбойники имеют долю свободного сечения до 97%; значительная поверхность кон-
такта обеспечивается увеличением числа сеток в пакете. Сетку изготовля-
ют из проволоки диметром около 0,25 мм из стали 12Х18Н10Т, а затем гофрируют. Высота гофр составляет около 10 мм. Таким образом, пакет из
10 - 15 слоев сетки имеет высоту 100 - 150 мм. Сетку выполняют также в виде сплющенного чулка. Обычно отбойники собирают из отдельных сек-
ций, которые укладывают на каркас из балок.
В ряде случаев над сетчатым отбойником для периодической про-
мывки его от загрязений устанавливают коллектор, через который подают промывную жидкость (менее тяжелую фракцию).
В сетчатых отбойниках тарелка, поддерживающая сетчатые пакеты,
имеет большое свободное сечение, чем элементы отбойника.
На рис. 13.5 показана конструкция отбойника с вертикальным распо-
ложением элементов. Элементы 1 из листов, согнутых под углом 120º,
имеют специальные карманы 2, по которым жидкость стекает вниз. Слив-
ная труба 3 погружена в жидкость гидрозатвора 4. Такие отбойники эф-
фективны; их применяют в аппаратуре и на коммуникациях газобензино-
вых заводов.
123

Рис. 13.4. Отбойник с вертикаль- |
Рис. 13.5. Сетка для отбойных уст- |
ным расположением элементов. |
ройств: |
|
а - сетка в плане (способ вязки); |
|
б - профиль сетки после гофрирова- |
|
ния; |
|
в - расположение сеток в пакете от- |
|
бойника (1 - верхний слой, 2 - нижний |
|
слой). |
124
14 РЕМОНТ И МОНТАЖ КОЛОННОЙ АППАРАТУРЫ
Под колонным аппаратом понимают вертикально расположенный аппарат, у которого высота значительно больше его поперечного размера.
К колонным аппаратам относятся ректификационные колонны, абсорбе-
ры, адсорберы, десорберы, дистилляторы, скрубберы, экстракционные ап-
параты и др. Способы, применяемые для монтажа и ремонта указанных аппаратов, одинаковы. Кроме того, эти способы во многих случаях полно-
стью или частично применимы для реакторов, регенераторов, различных опорных конструкций, дымовых труб, башен и др.
Колонные аппараты, как правило, устанавливают на открытой пло-
щадке на разных отметках от земли (на фундаментах, железобетонных по-
стаментах, металлических этажерках). Их корпуса, имеющие форму ци-
линдра, изготовляются сварными из углеродистых и легированных сталей.
Внутреннее устройство колонных аппаратов может быть простым и сложным. К внутренним устройствам, например, ректификационных ко-
лонн относятся колосники, барботажные тарелки различных конструкций,
отбойники, улиты, маточники и т.д. Качество работы колонной аппарату-
ры зависит от точности монтажа, как корпуса, так и внутренних уст-
ройств. Неправильный монтаж высоких колонн может привести к замет-
ному нарушению устойчивости аппаратов, превышению по сравнению с расчетными, нагрузок на фундаменты, фундаментные болты и сами кор-
пуса аппаратов.
Колонный аппарат должен поставляться на монтажную площадку в максимально готовом виде. Если перевозка полностью собранного аппа-
рата не представляется возможной, он поставляется максимально круп-
ными блоками или отдельными деталями. Во всех случаях завод-
изготовитель до отправки на монтажный участок должен произвести кон-
125
трольную сборку аппарата, нанести на все сопряжения сборочные оси и контрольные риски.
В зависимости от грузоподъемности имеющихся подъемных при-
способлений на монтажной площадке производят сборку аппарата из де-
талей и блоков или укрупнение блоков. Если аппарат можно поднять на фундамент полностью в собранном виде, то после сборки в горизонталь-
ном положении к нему приваривают все обслуживающие металлоконст-
рукции (площадки, лестницы, иногда лестничные клетки), устанавливают запорную арматуру и трубопроводную обвязку и наносят теплоизоляцию.
Для выполнения перечисленных работ колонны несколько приподнимают и укладывают на опоры (козлы), изготовленные из профильной стали или труб. В некоторых случаях представляется возможным до подъема и уста-
новки аппарата на фундамент произвести также футеровку стенок.
Трубопроводная обвязка и металлоконструкции, поднимаемые вме-
сте с аппаратом, должны быть жестко соединены с ним. Если рабочим проектом такая жесткость не обеспечена, при монтаже предусматривают временные хомуты, пояса, кронштейны, которые после установки аппара-
та в проектное положение снимаются.
Согласно инструкции, аппарат поднимают на фундамент после оп-
рессовки и спуска из него опрессовочной жидкости. При подъеме отдель-
ных блоков в зависимости от выбранного способа монтажа разрабатывают конкретную технологию производства работ, предусматривающую мак-
симальное снижение объема работ, проводимых на высоких отметках.
14.1Ремонт ректификационных колонн
Всостав ректификационных агрегатов входят: колонна, трубчатые аппараты (дефлегматоры, холодильники, теплообменники) и емкостные аппараты (куб, сборники, напорные баки).
126
Ремонт ректификационного агрегата связан с остановкой всех аппа-
ратов его комплектующих (за исключением случаев дублирования неко-
торых аппаратов). Трубчатые и емкостные аппараты ремонтируют при этом ранее изложенными методами.
В процессе эксплуатации колонны загрязняются, корродируют и те-
ряют герметичность.
Эти повреждения требуют организации плановых ремонтов, по крайней мере, двух категорий:
текущий - очистка колонн и всех комплектующих аппаратов, уплот-
нение разъемных соединений, выявление пропусков в трубчатых аппара-
тах данного агрегата и временная ликвидация их заглушиванием дефект-
ных труб;
капитальный - очистка всех аппаратов, замена прокорродированных царг, тарелок, барботеров, сеток и прочих частей колонн, уплотнение всех соединений, полное испытание.
Наиболее сложным является капитальный ремонт тарельчатых ко-
лонн, при котором приходится производить большой комплекс восстано-
вительных работ.
Капитальный ремонт тарельчатых колонн с заменой ряда дефектных тарелок или целых царг производится путем разборки колонны, ремонта ее по частям вне производственного цеха и затем сборки на месте уста-
новки. Реже практикуется капитальный ремонт на месте установки, так как выигрыш во времени на разборке-сборке корпуса не перекрывает по-
тери времени на усложненный демонтаж тарелок по частям через люки.
Капитальный ремонт тарельчатой колонны (рис. 14.1) состоит из следующих операций:
-пропарка и продувка ректификационного агрегата (1);
-отсоединение коммуникации и раскрытие люков (2);
127
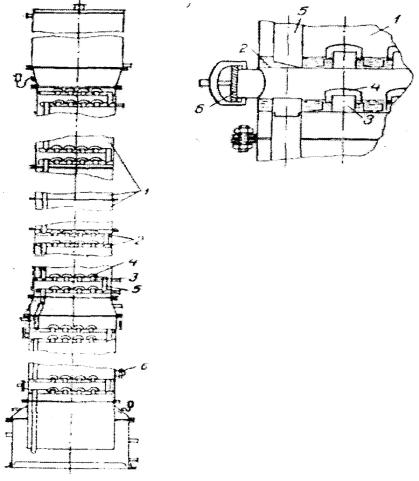
-разбалчивание фланцевых соединений царг и демонтаж последних вместе с тарелками из цеха (3);
-разборка царг с дефектацией тарелок и колпачков (4);
-изготовление или ремонт тарелок и колпаков (5);
-сборка отремонтированных или новых тарелок с колпаками (6);
-сборка царг (7);
-монтаж и сборка колонны(8);
-испытание колонны (9).
Рис. 14.1. Ректификационная тарельчатая колонна:
1 - царга; 2 - тарелка; 3 - стакан; 4 - колпачок; 5 - переливная труба; 6 - люк.
128
Операции пп. 1, 2, 8 и 9 свойственны капитальным ремонтам колонн всех типов, операции пп. 3 - 7 специфичны для тарельчатых колонн; при-
менительно к насадочным колоннам эти операции заменяются разгрузкой насадки, ее промывкой, пополнением и загрузкой чистой насадки в колон-
ну.
Цель пропарки - удаление взрывоопасных жидкостей и паров из аг-
регата. Острый пар подается в куб колонны и, прогревая жидкий продукт на всех тарелках до кипения, выносит с собой пары продуктов из колон-
ны. Конец пропарки устанавливают по температуре выходящих с верха колонны паров, которая должна быть выше температуры кипения водно-
продуктовых паров любой концентрации. Так, например, при пропарке спиртовых колонн температура верха колонны в конце пропарки должна составлять 100ºС.
Пропарка не обеспечивает полой очистки колонны, так как на тарел-
ках может быть слой нагара или накипи, поэтому, в случае ремонта без полной разборки колонны, требуется очистка стенок царг и тарелок через люки водяной струей или даже скребками. После пропарки колонну раз-
бирают по царгам, в связи с чем должны быть предусмотрены постоянные или временные подъемные устройства. Очень часто при размещении ко-
лонн в узких высотных частях здания или вне зданий оказывается (для уменьшения высоты опор подъемного такелажа) выгодным снимать царги по порядку «снизу-вверх», а собирать их при монтаже «сверху-вниз».
Преимущества такого способа демонтажа-монтажа будут выяснены далее при рассмотрении операции сборки.
14.2 Сборка аппаратов и крупных блоков
Отдельные составные части крупногабаритного колонного аппарата доставляют на сборочную площадку, которую следует расположить как можно ближе к тому месту, где в соответствии с проектом должен быть
129

установлен собранный аппарат. Сборочная площадка оснащается стенда-
ми, кантователями, сварочными автоматами и подъемно-транспортными механизмами. Здесь производят сборку аппарата из готовых блоков или сборку крупных блоков из узлов или деталей.
Как уже говорилось, колонные аппараты собирают в горизонталь-
ном положении. Для этого отдельные блоки (части цилиндра) укладывают на сборочные стенды с вращающимися катками (рис. 14.2, а) или на шпа-
лы с ограничительными уголками - упорами (рис. 14.2, б). Число опор под каждой стыкуемой частью выбирают в зависимости от веса и сечения ап-
парата. Обычно расстояние между опорами не превышает 5 м.
Рис. 14.2. Стенды для сварки цилиндрических аппаратов: а - рольганг; б - площадка для кантования.
Стыкуемые части аппарата подтягивают друг к другу трубоукладчи-
ками или тракторами. Для совпадения стыков по всему периметру к кром-
кам одной из стыкуемых частей приваривают 8 и более направляющих
130