

Защита / 1359417_FD6CA_dahin_o_h_massoobmennye_kolonnye_apparaty_konstrukciya_princ
.pdf11 МЕХАНИЧЕСКИЙ РАСЧЕТ ТАРЕЛОК
Механический расчет тарелок в зависимости от ее конструкции включает расчет диска и опорного каркаса на прочность и жесткость, про-
верку контактных устройств (например, S-образных элементов) на жест-
кость, что особенно существенно для тарелок из легированных сталей, вы-
полненных из тонких листов, расчет на прочность колосников для тарелок под насадку и т.п.
Диск тарелки бескаркасного типа можно рассматривать как тонкую круглую пластину, опертую по контуру и нагруженную равномерно на-
грузкой от собственного веса и веса жидкости. В этом случае толщину диска и прогиб в центре тарелки определяют по формулам:
f |
5 |
|
|
pR4 |
4,08 |
pR4 |
, |
(11.1) |
|||||
|
|
64N |
64N |
||||||||||
1 |
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
S |
|
0,56D |
p |
|
|
|
|||||
|
|
G , |
|
(11.2) |
|||||||||
|
|
|
|
||||||||||
где µ = коэффициент Пуассона (для стали µ=1/3); R - радиус тарелки, N -
цилиндрическая жесткость,
N |
E S 2 |
, |
(11.3) |
|
12(1 2 )
где Е - модуль продольной упругости.
Величина прогиба диска тарелки не должна превышать 1/2000 ее диаметра.
Каркас тарелки рассчитывают на нагрузку от веса тарелки QT , веса жидкости или насадки QH , которые находятся на тарелке, и собственного веса балок каркаса. Нагрузка на каркас
Q QT QH . |
(11.4) |
Удельная нагрузка на единицу площади тарелки
111
p |
4Q |
. |
(11.5) |
|
|||
D2 |
|
||
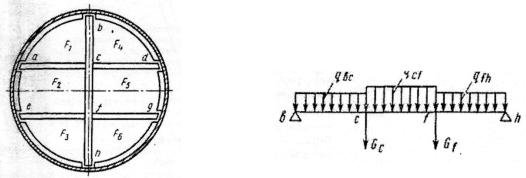
Нагрузки на площади F1,…..F6, ограниченные по контуру опорными балками и кольцом (рис. 11.1) Q1 pF1;Q2 pF2 и т. д.
Удельную нагрузку, приходящуюся на единицу длины балок, рассчи-
тывают из условия равномерного распределения нагрузок (Q1 ,Q2 и т. д.) по их опорным периметрам, то есть
q1 |
Q1 |
; |
q |
2 |
Q2 |
и т. д. |
(11.6) |
ab bc ca |
ac cf ca |
Рис. 11.1. Схема каркаса тарелки. |
Рис. 11.2. Схема нагружения балки. |
Суммарные удельные равномерно распределенные нагрузки на от-
дельные участки балки bh с учетом нагрузки от собственного веса балки q6
можно подсчитать по формулам:
qbc |
q1 q4 q6 ; |
|
||
qcf |
q3 |
q5 |
q6 ; |
(11.7) |
qfh q3 |
q5 |
q6 |
|
|
Кроме равномерно распределенной нагрузки, на центральную балку bh действуют сосредоточенные силы в местах крепления боковых балок в точках с и f (рис. 11.2):
Gc |
1 |
|
ac |
1 |
|
cd ; |
(11.8) |
|
2 |
2 |
|||||||
q1 q2 q6 |
q1 q5 q6 |
112
Gf |
1 |
|
ef |
1 |
|
fg, |
(11.9) |
|
2 |
2 |
|||||||
q2 q3 q6 |
q5 q6 q6 |
где q - удельная равномерно распределенная нагрузка от собственного ве-
6
са боковых балок.
Каркас тарелки должен придавать ей необходимую жесткость. При недостаточной жесткости балок каркаса гидравлические затворы прорезей контактных устройств в центре тарелки будут больше, чем у периферии.
Это приведет к нарушению равномерности барботажа. В связи с этим мак-
симальный прогиб балок каркаса должен быть не более 1/2000 их пролета и не более 3 мм.
При расчете балок следует подбирать необходимый профиль с уче-
том прибавки на коррозию.
113
12СПЕЦИАЛЬНЫЕ КОЛОННЫ
12.1Особенности конструкции вакуумных колонн
Вакуумные колонны для перегонки мазута работают под наружным избыточным давлением около 0,093 МПа и отличаются сравнительно большим диаметром корпуса.
На рис. 12.1 показана вакуумная колонна внутренним диаметром
8000 мм. Корпус вакуумной колонны укреплен снаружи кольцами жестко-
сти, имеющими обычно в колоннах большого диаметра двутавровое сече-
ние. Кольца жесткости устанавливают снаружи аппарата, так как в этом случае они не мешают внутренним устройствам и не подвергаются корро-
зионному воздействию среды. Расстояние между кольцами жесткости при-
нимают обычно от 1,5 до 2,5 м с таким расчетом, чтобы они не мешали ус-
тановке люков и штуцеров.
Диаметр нижней части корпуса вакуумных колонн обычно меньше;
для колонны, показанной на рис. 12.2, он равен 4500 мм. С одной стороны,
это обеспечивает меньшее время пребывания гудрона в нижней части ко-
лонны и уменьшает вероятность его термического разложения. С другой стороны, объем паров в нижней части колонны меньше, чем в верхней час-
ти, поэтому нет необходимости выполнять нижнюю часть колонны боль-
шего диаметра. В верхней части колонны паров меньше, чем в средней части, поэтому верхняя часть колонны выполнена диметром 7000 мм.
При изготовлении вакуумных аппаратов большого диаметра должны быть обеспечены минимальные отклонения от правильной формы, так как они ведут к перенапряжениям в стенке аппарата и снижению запаса устой-
чивости формы корпуса.
Над вводом сырья и в верхней части вакуумных колонн устанавли-
вают отбойные элементы для отделения капель от паров при высокой ско-
рости последних. В колонне на рис. 12.3 отбойное устройство предусмот-
114
рено также и в средней части под тарелкой вывода продукта; оно выполне-
но из прямоугольных коробов с боковыми стенками из многослойной сет-
ки.
В колонне применены двухпоточные ситчатые тарелки с отбойными элементами и прямоточные клапанные тарелки; последние установлены в контуре циркуляционных орошений (в верхней, средней части) и внизу ко-
лонны. Расстояние между тарелками принято 800 мм.
Для ввода орошения предусмотрены коллекторы, для сбора и вывода флегмы (орошения, продуктов) применены специальные тарелки с патруб-
ками прямоугольного сечения для прохода паров.
Ввод сырья в колонну выполнен тангенциальным в виде двух распо-
ложенных одна над другой улит и обеспечивает сбор и отвод флегмы в приемные карманы расположенной ниже тарелки.
Большое число люков в вакуумных колоннах нежелательно, так как это снижает герметичность аппарата. Однако для обеспечения ремонта та-
релок большого диаметра необходимы люки у каждой тарелки. Люки и штуцера, устанавливаемые в вакуумных колоннах, применяют обычно на условное давление 1,6 МПа.
115

Рис. 12.1. Вакуумная колонна:
1- корпус;2,6, 11 - тарелки клапанныепрямоточныесоответственнотрех, двух- и четырехпоточные;3- монтажный штуцер;4- тарелкадлясбора и выводафлегмы;5,8- тарелкиситчатыесотбойными элементамисоответственнодвухиоднопоточные;7- тарелкадлясборафлегмыссетчатыми отбойниками; 9- отбойник сетчатый;10 - улиты ввода сырья;
12 -коллектор распределенияводяногопара.
116
12.2 Экстракционные колонны
Экстракционные колонны представляют собой вертикальные цилин-
дрические аппараты, конструктивно различающиеся внутренним устройст-
вом, которое обеспечивает контакт между двумя жидкими фазами. Внут-
ренние устройства выполняют из тарелок (жалюзийных, колпачкового типа, перфорированных и каскадных), а также различного типа насадки.
В качестве примера рассмотрим экстракционную колонну для деас-
фальтизации пропаном, работающую под давлением 4,7 МПа (рис. 12.2).
Сравнительно высокое давление обуславливается необходимостью под-
держивания пропана при температуре 70 - 90ºС в жидкой фазе. Внутрен-
ний диаметр колонны 3000 мм толщина стенки 70 мм. В колонне в зоне экстракции установлены девять жалюзийных тарелок 1. Между тарелками имеются коллекторы из перфорированных труб для ввода и распределения сырья 2 и растворителя 3.
Образующаяся при экстракции тяжелая фаза (раствор асфальтовых веществ в пропане) опускается, а легкая фаза (рафинатный раствор, со-
стоящий в основном из жидкого пропана и масляной части) поднимается.
Для лучшего отделения рафинатного раствора на верху колонны в отстойной зоне встроены трубчатые пучки, в которые подается водяной пар, и две жалюзийные тарелки. Это позволяет интенсифицировать про-
цесс отстоя.
Жалюзийная тарелка (рис. 12.3) состоит из секций, которые опира-
ются на каркас из пластин-балок 3 и распорных стержней 4. Секция состо-
ит из наклонно поставленных пластин (жалюзей) 1 и дистанционных ребер
2.
117

Рис. 12.2. Экстракционная колонна |
Рис. 12.3. Жалюзийная тарелка. |
12.3 Пуск и остановка колонн
Ректификационные колонны пускаются в эксплуатацию одновре-
менно с так называемой холодной циркуляцией всей системы. Согласно рабочей технологической карте-схеме, сырье прокачивают в течение 10-30
118
мин по всему оборудованию, проверяя на герметичность систему, работу контрорльно-измерительных приборов,запорныхустройстви т.д.
Затем температуру в системе медленно повышают за счет тепла трубчатых печей - так называемая горячая циркуляция. При температуре верха колонны 95-100 С горячая циркуляция продолжается в течение по крайней мере двух часов для выпаривания всей содержащейся в колонне воды. После этого температуру в колонне повышают со скоростью 20-30 С
в час.
С началом испарения легких фракций в колонну постепенно подка-
чивают сырья. По достижении необходимой температуры постепенно по-
дают орошение (начиная с самого верхнего), тем самым устанавливая нор-
мальные рабочие параметры, предусмотренные технологической картой. В
этих условиях всю установку переводят на питание свежим сырьем, к ко-
лонну подают пар и выводят на режим нормальной работы. Необходимо особенно следить за тем, чтобы пар не содержал конденсата, поэтому па-
ропровод непосредственно перед штуцером колонны должен быть тща-
тельно продут.
Нормальная остановка колонны осуществляется в последовательно-
сти обратной пуску. Аварийная же остановка, предпринимаемая при вне-
запном прекращении сырья, пара, электроэнергии, воды, а также при вы-
ходе из строя других аппаратов установки, требует более формированных действий.
Особенно опасно внезапное прекращение подачи воды на вакуумную установку. В этом случае необходимо немедленно закрыть задвижку на водяной линии, ведущей к барометрическому конденсатору и эжекторам,
чтобы предотвратить засасывание воздуха из трубопроводов воды.
119

13 КОНСТРУКЦИЯ ВНУТРЕННИХ УСТРОЙСТВ КОЛОНН
13.1 Узлы ввода сырья
Конструкция узла ввода сырья зависит от фазового состояния сырь-
евой смеси. Жидкое сырье, а также орошающая жидкость вводится непо-
средственно в сливные карманы тарелок. При значительной длине пере-
ливного устройства жидкость целесообразно подавать в несколько точек через внутренний распределительный коллектор.
При подаче сырья в парожидкостном состоянии необходимы соот-
ветствующая конструкция и достаточное пространство для сепарации па-
ровой фазы сырья от жидкости. Некоторые варианты узла ввода сырья в колонну показаны на рис. 13.1. Для защиты корпуса колонны от воздейст-
вия сырьевого потока и придания направления сырьевой струе устанавли-
вают отбойные листы или короба. Конструкция должна обеспечить про-
пуск жидкости на вышерасположенную на нижерасположенную тарелку.
На рис. 13.2 приведена конструкция ввода со сборником жидкой фазы сы-
рья, обеспечивающая ее подачу непосредственно в карманы расположен-
ной ниже тарелки.
Рис. 13.1. Варианты узла ввода сырья:
а- тангенциальный; б - под тарелкой с боковыми сливами;
в- под тарелкой с центральным сливом; г - радиальный одним протоком; 1 - отбойный лист; 2 - сливное устройство.
120