


Механизм переноса капли расплавленного электрода при
струйном переносе металла
Электрод
Образовавшаяся капля
Сварочная дуга
Сварочная
ванна
Свариваемая
деталь
Формирование сварочной ванны
•Формирование сварочной ванны происходит под действием силы тяжести расплавленного металла Рм, давления источника теплоты (например, давления дуги) Рд и сил поверхностного натяжения Рп, действующих на поверхности металла. Характер действия этих сил зависит от положения сварки.
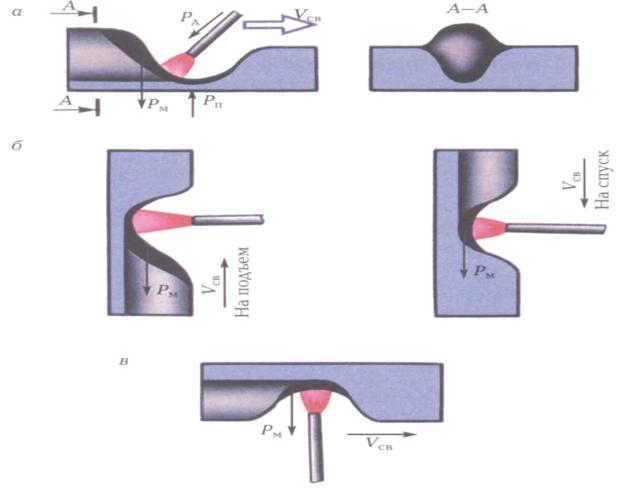
Схема сил, действующих в сварочной ванне, и
формирование шва в разных пространственных положениях:
а – нижнее положение; б – вертикальное; в – потолочное
• При сварке в нижнем положении при сквозном проплавлении жидкая ванна
удерживается на весу силами поверхностного
натяжения Рп, которые уравновешивают
давление, оказываемое на ванну источником
теплоты Рд, и силу тяжести (вес) жидкого
металла Рм:
Рд + Рм = Рп
• Выполнение швов в потолочном положении осложняется не только опасностью стекания ванны. Возникает необходимость переноса присадочного металла в ванну в направлении,
противоположном действию силы тяжести.
При сварке в потолочном положении ванна
удерживается силами поверхностного натяжения и давлением дуги.
• Очень неблагоприятные условия формирования шва при выполнении горизонтальных швов на вертикальной
плоскости. Расплавленный металл ванны
натекает на нижнюю свариваемую кромку,
что приводит к формированию
несимметричного усиления шва, а также
подрезов.