

•Иногда трещины возникают при охлаждении сваренных заготовок на воздухе.
•Они могут располагаться вдоль и поперек сварного соединения, а также в основном металле, в месте сосредоточения швов и приводить к разрушению сварной конструкции.
•Сварные соединения с трещинами подлежат исправлению.
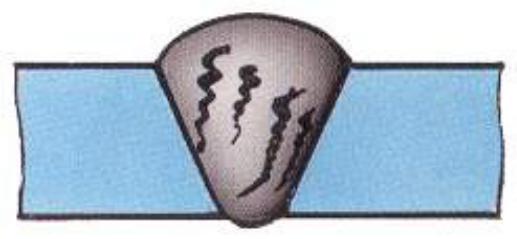
Трещины
•резкое
охлаждение
конструкции;
•высокое напряжение в жестко закрепленных конструкциях;
•повышенное содержание серы или фосфора.
•Несплавления кромок основного металла с наплавленным или слоев шва между собой при многослойной сварке называют непроваром, представляющим собой несплошность между основным и наплавленным металлом.
•Непровары чаще всего образуются при небольшом зазоре между кромками и малом угле их скоса, завышенном притуплении и загрязнении кромок, неточном направлении электродной проволоки относительно места сварки, недостаточном сварочном токе или чрезмерно большой скорости сварки.
•Они снижают работоспособность сварного соединения за счет ослабления рабочего сечения, создают концентрацию напряжений в шве.

Непровар
•малый угол скоса вертикальных кромок;
•малый зазор между ними;
•загрязнение
кромок;
•недостаточный сварочный ток;
•завышенная скорость сварки.

Несплавления
•плохая зачистка кромок;
•большая длина дуги;
•недостаточный сварочный ток;
•большая
скорость
сварки.

Наплыв
•большой сварочный ток;
•неправильный
наклон
электрода;
•излишне длинная дуга.

Перегрев (пережог) металла
• чрезмерный нагрев околошовной зоны;
• неправильный выбор тепловой мощности;
• завышенные значения мощности пламени или сварочного тока.
•Упомянутые выше дефекты встречаются при сварке плавлением.
•Они уменьшают рабочее сечение
шва, создают концентрацию напряжений и способствуют ускоренному разрушению конструкции.
• Если в сварном соединении сосудов и трубопроводов имеются сквозные дефекты, то через них происходит утечка жидкостей и газов.