

Включения шлака
• грязь на кромках;
• малый сварочный ток;
• большая скорость сварки.
•На поверхности сварных швов образуются подрезы, представляющие собой углубления в основном металле, появляющиеся в процессе сварки вдоль края шва.
•Подрезы уменьшают сечения изделия, вызывают концентрацию напряжений и могут стать причиной разрушения швов.
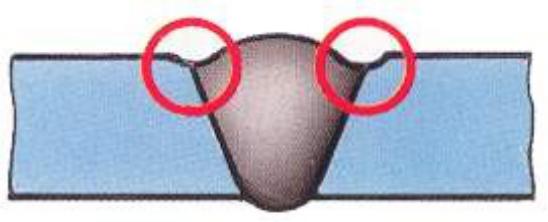
Подрезы
•большой сварочный ток;
•длинная дуга;
•при сварке угловых швов – смещение электрода в сторону вертикальной стенки.
•При обрыве дуги образуются кратеры в виде углублений, которые уменьшают рабочее сечение шва, снижают его прочность и коррозионную стойкость.
•Часто кратер служит очагом появления трещин.

Кратеры
•обрыв дуги;
•неправильное
выполнение
конечного участка шва.
•В результате большого сварочного тока, чрезмерно высокой погонной энергии образуются прожоги.
•Место прожога должно быть повторно заварено.
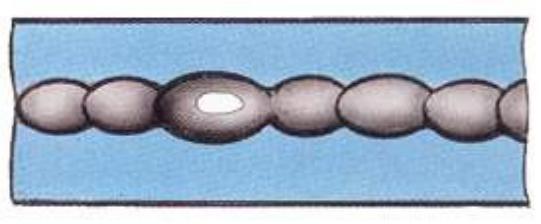
•Наиболее часто встречающиеся дефекты – это поры.
•Часть из них выходит на поверхность.
•Из канальных пор обычно развиваются свищи, т. е. сквозные дефекты.
•Поверхностные дефекты можно обнаружить визуально и исправить.
•Если допускаются небольшие дефекты формирования, то это должно быть оговорено в инструкциях и технических условиях на изготовление данного изделия.
•Значительное количество поверхностных дефектов обычно указывает на наличие и внутренних дефектов.
Прожог
•большой ток при малой скорости сварки;
•большой зазор между кромками;
•под свариваемый шов плохо поджата флюсовая подушка или медная подкладка.

Свищи
•низкая
пластичность металла шва;
•образование
закалочных
структур;
•напряжение от неравномерног о нагрева.
• К внутренним дефектам, нарушающим сплошность сварного соединения, можно отнести поры, трещины, непровары, несплавления и др.
•Трещины являются весьма опасными дефектами, так как создают резкую концентрацию напряжений.
•Трещины появляются при сварке высокоуглеродистых и легированных сталей в результате слишком быстрого охлаждения.