

Рекомендуемые режимы ручной дуговой сварки электродами с основным видом покрытия
Направление |
Сварочный слой |
Диаметр |
сварки |
|
элект |
|
|
рода, |
|
|
мм |
|
Корневой |
3,0-3,2 |
|
Подварочный |
3,0-3,2 |
На подъем |
Заполняющие |
3,0-3,2 |
|
|
4,0 |
|
Облицовочный |
3,0-3,2 |
|
|
4,0 |
|
1-й заполняющий |
3,2 |
На спуск |
Заполняющие |
4,0 |
|
|
4,5 |
|
облицовочный |
4,0 |
Полярность
прямая/обратная
обратная
обратная
обратная
обратная
обратная
обратная
Сварочный ток, А
80-120
90-110
90-120
130-170
90-120
130-160
110-160
180-210
200-240
170-200
Сварка электродами с целлюлозным
видом
покрытия.
•Исходное положение сварки электродом с целлюлозным видом покрытия зависит от пространственного положения сварки и последовательности наложения слоев.
•Сварка корневого слоя шва осуществляется на постоянном токе обратной или прямой полярности в направлении сверху вниз без колебательных движений.
•При "слепом" зазоре или при завышенном притуплении более целесообразна сварка на прямой полярности.

Рекомендуемые режимы сварки
электродами с целлюлозным видом покрытия
Свароч- ный слой
Корневой
Горячий
проход
Диаметр |
Направ- |
|
элект- |
||
рода, |
ление |
|
сварки |
||
мм |
||
|
||
3,2 |
«на |
|
|
подъем» |
|
4,0 |
на спуск |
4,0 |
на спуск |
Поляр- Свароч- ность ный
ток, А
Прямая 100-120
прямая/обрат- 130-160 ная
обратная 140-170

Ручная электродуговая сварка стыков труб

Ручная электродуговая
сварка в направлении сверху вниз

а – корневой слой (ø 4 мм); б – горячий проход (ø 4,5); в – заполняющие слои (ø 4,5; 5,5 м); г – облицовочный слой (ø 4,5 мм)
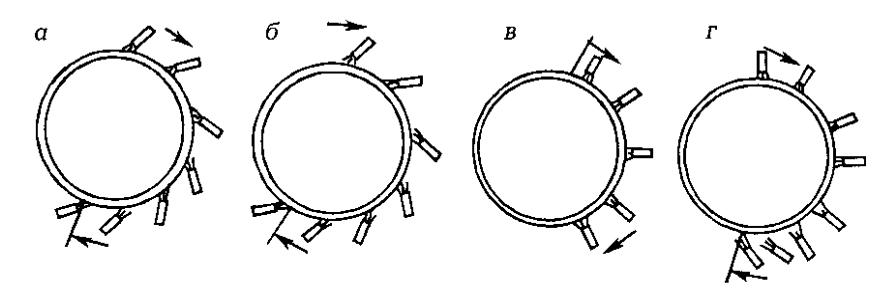
Непрерывное регулирование угла наклона электрода:
а– корневой слой; б – горячий проход; в – заполняющие слои; г – облицовочный слой
•Для обеспечения требуемого качества сварку корневого слоя шва следует выполнять методом «замочной скважины»: в процессе сварки сварщик постоянно должен вести «окно» за торцом электрода.
•Наличие окна (замочной скважины) позволяет сварщику осуществлять непрерывное наблюдение за процессом оплавления кромок.
•Скорость сварки должна быть в пределах от 16 до 22 м/ч.
•При скорости сварки менее 10 м/ч, как правило, нарушается нормальное формирование сварного шва и возможно порообразование.
•При скорости сварки выше указанных пределов возрастает опасность несплавления.
•После завершения сварки и зачистки корневого слоя шва приступают к выполнению горячего прохода свеху-вниз, при этом температура не должна опускаться ниже 70 °С. При необходимости применяют сопутствующий подогрев до 70-100 °С.
•Наиболее сложной является техника сварки второго слоя шва - горячего прохода. При сварке этот слой рекомендуется выполнять так называемыми "хлыстообразными" движениями, то есть движение руки сварщика напоминает удар хлыста при перемещении его рукоятки в вертикальной плоскости.