

Перенос электродного металла
В сварочную ванну.
Силы, действующие на капли металла в дуговом
Промежутке.
Вид переноса электродного металла (размер капель, частота их перехода) определяется соотношением сил, действующих на расплавленный электродный металл во время расплавления его на конце электрода и перехода через дуговой промежуток в сварочную ванну.
СЛАЙД 22, 23 На расплавленный металл в дуге действуют следующее основные силы: сила тяжести, сила поверхностного натяжения, электродинамические силы, реактивные силы, силы давления пузырьков газа.
Сила тяжести способствует перехода металла при сварке в нижнем положении и препятствует при сварке в потолочном. Она оказывает наибольшее влияние на перенос электродного металла при сварке на малых токах. Силы поверхностного натяжения придают каплям металла сфероидальную форму, удерживают капли на конце электрода, втягивают металл в жидкую сварочную ванну.
При увеличении температуры силы поверхностного натяжения уменьшаются.
Электродинамические силы являются результатом действия магнитного поля, возникающего при происхождении по электроду сварочного тока, оказывающего сжимающее действие на электрод (рис.8).

Рис. 8.Механизм действия электродинамических сил на расплавленную часть электрода
С увеличением сварочного тока величина сил увеличивается.
В связи с небольшим объемом приэлектродной области и большим градиентом напряженности электрического поля в активных пятнах дуги выделяется значительная тепловая мощность. Это приводит к истечению струи паров металла в направление сварочной дуги, что вызывает реактивную силу, которая визуально воспринимается как давление на каплю и удерживает её на электроде.
Пузырьки газа образуются внутри капель расплавленного металла в результате взаимодействия углерода и кислорода. Под действием давления окиси углерода размер газового пузыря увеличивается, что приводит к взрыву электродной капли или к замыканию каплей дугового промежутка (Рис.9).

Рис.9. Действие пузырьков газа, образовавшихся внутри расплавленного металла.
СЛАЙД 24 Сварочная ванна образуется в результате двух процессов: процесса расплавления материала свариваемых изделий и переноса присадочного металла электродов.
Электродный металл при дуговой сварке плавится за счет тепла, выделяемого на конце электрода в приэлектродной области дуги, тепла, попадающего из столба дуги, нагрева вылета электрода при прохождении сварочного тока от токопровода и до дуги. Чем больше вылет электрода, тем больше его сопротивление, и тем больше выделяется тепла.
СЛАЙД 25 Конец электрода нагревается до температур 2300 – 2500 °С, что и обеспечивает его плавление. На конце электрода образуются капли расплавленного металла, которые переносятся через дуговое пространство в сварочную ванну.
Капли формируются на конце электрода и переносятся под воздействием сил поверхностного натяжения, сил тяжести, давления газов, образующихся внутри расплавленного металла, давления газового потока, электростатических и электродинамических сил, реактивного давления паров металла.
Главными силами, формирующими и удерживающими каплю на конце электрода, являются силы поверхностного натяжения, возникающие на поверхности капли и направленные внутрь ее.
Отрыв капли и ее перенос обеспечивается электродинамическими силами и давлением газовых потоков. Эти силы увеличиваются с ростом сварочного тока, увеличение тока приводит к измельчению капель. Сила тяжести капли имеет существенное значение при малых плотностях тока и способствует отрыву и переносу капель металла только при сварке в нижнем положении.
СЛАЙД 26 Различают следующие основные виды переноса электродного металла в сварочную ванну: капельным, струйным и парами металла.
Капельный перенос существует в двух видах:
-перенос металла с короткими замыканиями дугового промежутка;
-перенос металла без коротких замыканий дугового промежутка.
СЛАЙД 27 Перенос металла с короткими замыканиями происходит при сварке короткой дугой, когда длина дуги меньше размеров капли, и время существования капли больше времени горения дуги.
СЛАЙД 28 Механизм переноса сварочной капли следующий (рис.4).
После загорания сварочной дуги происходит расплавление электрода и металла свариваемых изделий. На поверхности электрода образуется капля расплавленного металла, на поверхности изделия – слой расплавленного металла. По мере роста образовавшаяся на электроде капля падает в сварочную ванну, замыкая дуговой промежуток.
Способ сварки с короткими замыканиями применяется при сварке тонкостенных изделий, при сварке вертикальных и потолочных швов.
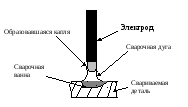


Рис.4. Механизм переноса капли расплавленного электрода с коротким замыканием межэлектродного промежутка.
Для стабилизации процесса переноса металла используют тонкие электродные проволоки диаметром менее 2 мм, что повышает частоту коротких замыканий, а, следовательно, и частоту перехода капель.
Сварку производят на обратной полярности (плюс на электроде), что снижает действие реактивных сил на каплю.
Применяют принудительную вибрацию электрода.
Амплитуда колебаний такова, что короткие замыкания происходят в каждом цикле вибрации.
Данный вид переноса
металла происходит при ручной дуговой
сварке (ручной, механизированной) при
плотности тока менее 10![]() А/мм
А/мм![]() .
.