

Сварочная ванна. Основные типы, составные части и характеристики сварочных ванн.
СЛАЙД 14 Сварочной ванной называют слой расплавленного металла на поверхности свариваемых изделий, образующихся в процессе сварки. Сварочная ванна образуется в результате плавления свариваемых изделий и присадочных материалов (электродов).
В процессе сварки сварочная дуга перемещается вдоль соединяемых деталей, постоянно образовывая сварочную ванну. От формы и размеров сварочной ванны зависят формы и размеры сварных швов и, следовательно, эксплуатационные характеристики получаемых сварных соединений.
СЛАЙД 15 Ванну характеризуют следующими геометрическими параметрами:
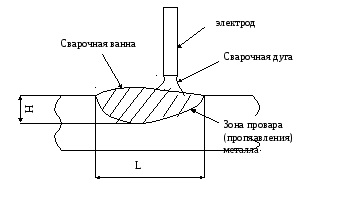
L - длина сварочной ванны, В-ширина расплавленного в свариваемом металле кратера, Н - глубина проплавления (провара) (зона расплавления свариваемого металла).
Зона проплавления является составной частью сварочной ванны. От неё зависит прочность сварного соединения. Это зона после кристаллизации металла в которой образуется сварной шов и устанавливается прочная металлическая связь.
СЛАЙД 16 Очертание
зоны проплавления определяют относительной
глубиной проплавления Н/В, или коэффициентом
формы проплавления
![]() ,(4)
,(4)
коэффициентом полноты проплавления
![]() ,
(5)
,
(5)
где
![]()
![]() -
площадь проплавления.
-
площадь проплавления.
Теоретически форма сварочной ванны расплавленного металла соответствует изотермической поверхности объёмного теплового поля, температура которого равна температуре плавления основного металла. Однако известные расчётные схемы не учитывают распределение источника нагрева, скрытую теплоту плавления, зависимость изменения теплофизических характеристик от температуры. Поэтому расчёт позволяет лишь приближённо оценить размеры ванны.
СЛАЙД 17 Длина сварочной ванны на пластине толщиной δ прямо пропорциональна квадрату интенсивности линейного источника и обратно пропорциональна скорости движения, теплофизическим свойствам металла изделия и квадрату температуры плавления металла изделия и определяются по формулам:
L
=
 (6)
(6)
где: V-скорость движения дуги,
или по эмпирической формуле L = K∙V J
где: K=2,8…3,6 мм/ква для сварки под флюсом.
К=1,2…2,3 мм/ква для сварки открытой дуги.
V – скорость сварки, J – сварочный ток.
В плане сварочная ванна имеет форму эллипса, вытянутого вдоль направления сварки. В поперечном сечении в зависимости от режима и условий сварки форма сварочной ванны изменяется в широких пределах.
Наиболее характерной для дуговой сварки является форма провара, приближающаяся к полуокружности.
СЛАЙД 18,19 По глубине сварочные ванны подразделяются на глубокие и мелкие. Глубокие ванны образуются при сварке, когда электрод погружён в ванну. Мелкие ванны образуются на поверхности изделия, когда электрод не погружен в ванну.
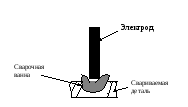
Рис. 3
По способу образования сварочные ванны подразделяются на подвижные и неподвижные.
Подвижные перемещающиеся в процессе сварки. Образуются в процессе протяжённых сварных швов.
Неподвижные сварочные ванны образуются при сварке в локальной области, когда электрод практически находится на одном месте или движется по кругу, при контактной сварке.
По длине сварочные ванны бывают протяжёнными и локальными. Протяжённые в процессе сварки образуют линию. Локальные в процессе сварки образуют скученность.
Сварочные ванны бывают низкотемпературными (получаемые при относительно низких температурах) и высокотемпературными, когда расплавленный металл перегревается в два и более раза относительно температуры плавления наплавляемого металла.
Открытые (незащищённые), закрытые (защищённые). Открытые сварочные ванны существуют при газовой сварке. Когда не применяется ни газовая, ни флюсовая защита сварочной ванны от атмосферного воздуха. Закрытые сварочные ванны существуют при сварке под слоем флюса или при других способах защиты.
СЛАЙД 20,21 Сварочные ванны, полученные в нижнем, вертикальном и потолочном положениях свариваемых деталей. Особенностями формирования данных сварочных ванн является то, что они сформировываются под действием различных сил, действующих на металл сварочной ванны. Сварочные ванны, полученные при нижнем расположении свариваемых деталей, формируются в основном за счёт силы тяжести. Сварочные ванны в потолочном положении формируются в основном за счёт сил давления сварочной дуги и сил поверхностного натяжения расплавленного металла.