•Система автоматической сварки "СRС Еvans AW" предназначена для двусторонней сварки неповоротных стыков труб диаметром 630–1420 мм. В ней реализован процесс сварки тонкой электродной проволокой сплошного сечения в среде защитных газов.
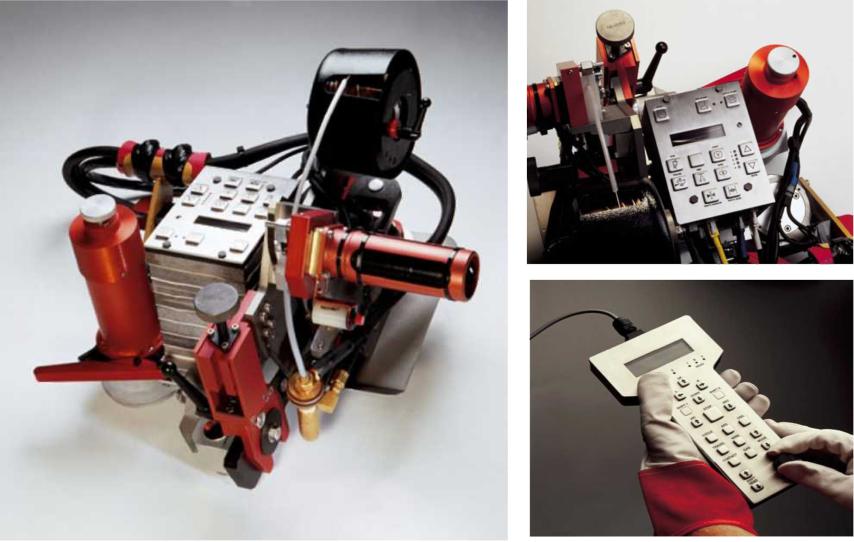
Наружный сварочный
аппарат CRC-Ewans (внешний вид)
•Конструкция и состав оборудования обеспечивают комплексное решение автоматизации сварки неповоротных стыков линейной части магистральных нефтепроводов, основанное на следующих технологических подходах :
•повышение производительности сварки за счет уменьшения объема наплавленного металла при использовании специальной
•узкой разделки и сборки без зазора кромок в сочетании с повышенным коэффициентом наплавки при сварке тонкой электродной проволокой;
•использование быстродействующего
пневматического центратора и сокращение времени сборки стыка, так как нет необходимости устанавливать зазор;
•сокращение времени сварки корня шва за счет применения многоголовочного сварочного автомата;
•обеспечение высокого темпа производства работ на трассе магистрального трубопровода за счет высокой скорости сварки и совмещения сварки корневого шва и "горячего" прохода;
•компенсация неточностей сборки, обеспечение гарантируемого качества корневого слоя и всего шва в целом за счет применения процесса двусторонней сварки.

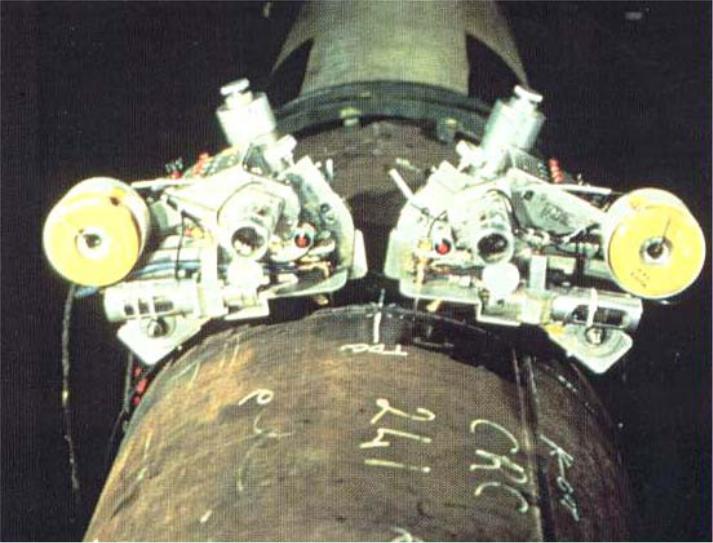
Колонна автоматической сварки CRC-Ewans
•В 1968 г. фирмой CRC Evans была впервые разработана система для автоматической сварки трубопроводов, которая имеет ряд значительных преимуществ по сравнению с ручной дуговой сваркой:
•высокий коэффициент наплавки;
•снижение объема наплавляемого металла;
•качественные и стабильные показатели по механическим свойствам и неразрушающему контролю;
•уменьшение зависимости качества сварки от ошибок оператора;
•снижение физической нагрузки на сварщика (оператора);
•возможность быстрого обучения операторов;
•снижение объемов используемого оборудования и рабочей силы для сварки труб большого диаметра с большой толщиной стенки.
•В настоящее время разработаны три
типа наружных сварочных автоматов: П200, П600 и М300.
•Сварочные автоматы П200, П600 предназначены для сварки по специальной разделке кромки труб, в общем потоке сварочных работ.
•Автомат М300 является универсальным. Он применяется для сварки всех слоёв шва независимо от вида разделки кромок и может использоваться отдельно, вне комплекта оборудования фирмы “CRC Evans”.