3.7 Контроль качества сварочных работ.
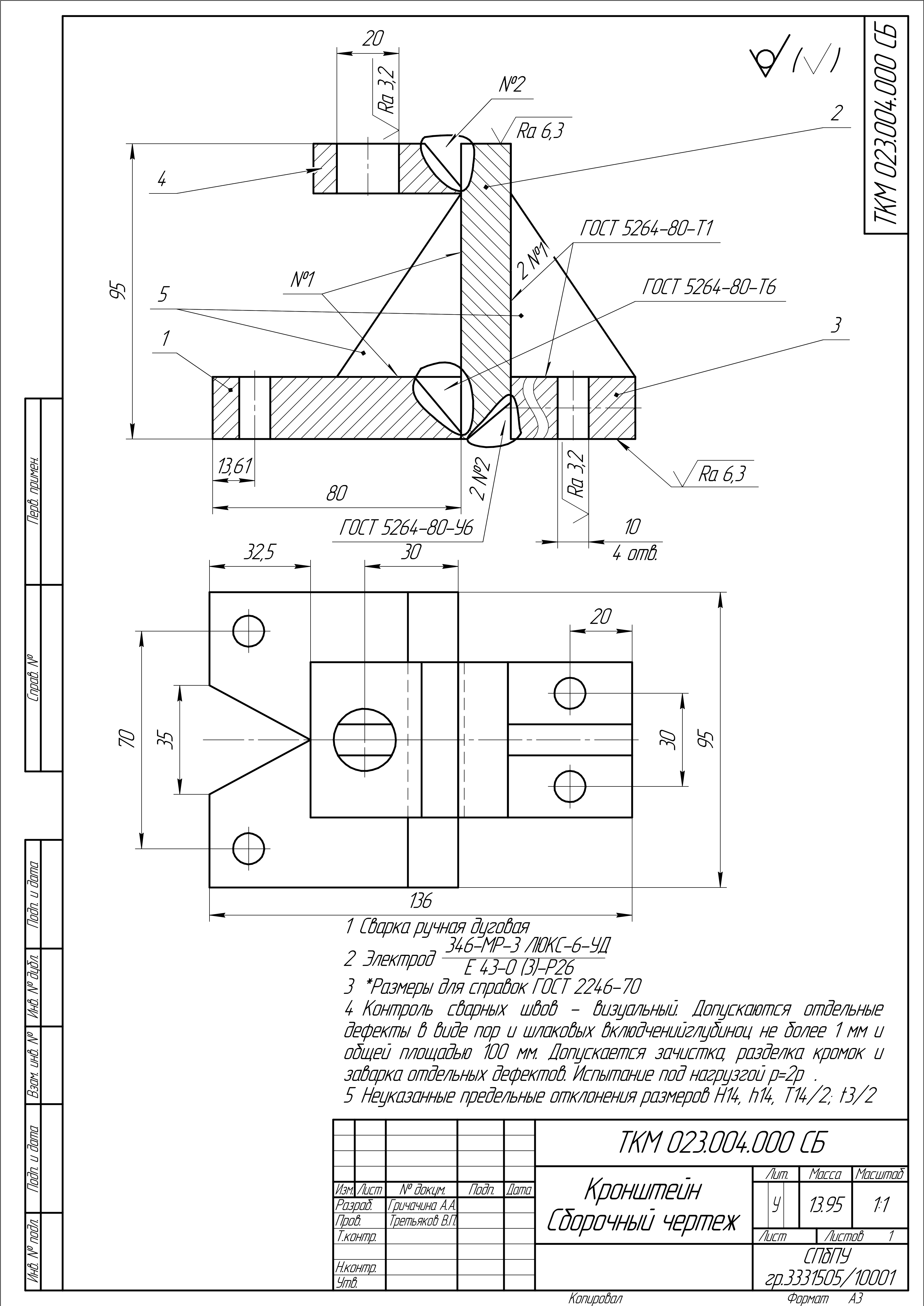
После завершения сварки изделие подвергают приемочному контролю в соответствии с техническими требованиями чертежа. При визуальном осмотре проверяют отсутствие подрезов, наплывов, не проваров, поверхностных трещин и крупных пор. Обнаруженные дефекты могут быть устранены зачисткой, разделкой кромок и заваркой. При отсутствии внешних дефектов сварки производят обмер размеров изделия, а затем — контроль качества сварных соединений.
Герметичность сварных изделий можно проверить и керосиновой пробой. Такой пробой можно выявить сквозные трещины и поры диаметром в несколько микрометров.
Ультразвуковой или рентгеновский контроль применяют, как правило, для изделий ответственного назначения.
После устранения выявленных дефектов изделие подвергают повторному контролю и испытанию. Изделие, прошедшее технический контроль, отправляют в механический цех для окончательной обработки по чертежу — токарной обработке фланца и сверлению отверстий в нем.