

1.7 Разработка конструкции стержневых ящиков
Для изготовления требуемого стержня используем разъемный стержневой ящик. Диаметр отверстия 31 мм, размер знаковых частей стержня определяется по рекомендациям, в нашем случае высота нижних знаков составит 44 мм, формовочные уклоны 17-19 градусов. Ящик выполнен из пиломатериалов хвойных пород.
Изготовление стержня осуществляется следующим образом. Собранный ящик очищают от пыли, протирают вручную рабочую часть керосином и располагают на столе верхней частью вниз. Заполняют всю полость ящика стержневой смесью с промежуточной трамбовкой. Набитый ящик накрывают сушильной плитой и переворачивают. Вторую половину изготавливают аналогично. Готовые составляющие направляют в сушильную печь, после сушки склеивают и покрывают противопригарной краской.
Размеры стержневого ящика, соответствующие размерам полостей отливки с учетом литейной усадки, определены в таблице 1. Толщина стенок ящиков назначается конструктивно. Стержневой ящик изображен на рисунке 1.3.
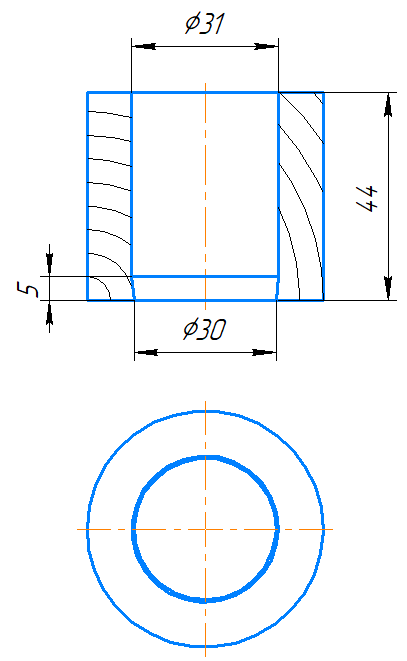
Рисунок 1.3 – Стержневой ящик
1.8 Выбор способа подвода металла. Расчет литниковой системы
Литейная форма имеет одну плоскость разъема, в которой нужно расположить питатели. Дополнительный подвод металла в верхней плоскости разъема не потребуется, так как высота отливки небольшая (270<600~800 мм). Элементы литниковой системы указаны на чертеже детали (приложение 2).
Теперь необходимо произвести расчёт литниковой системы, а также прибыли:
 г/см3
г/см3
 мм3=806,62
см3
мм3=806,62
см3
Мотл=5,8 кг
Млитников=0.1 5,8=0,58
кг=0,6 кг
5,8=0,58
кг=0,6 кг
Масса сплава 5,8+0,6=6,4 кг
Время заливки
tзл= 8 с
8 с

Fст=
 69,93
мм2
69,93
мм2
Fщл=
 64,12 мм2
64,12 мм2
bп=6,4, hп=4, aп=8
bшл=6,8, hшл= 8,5, aшл=8,5 dстояка=9,5
До анализа в программе ProCAST был получен чертеж ТКМиМ 023.004.002.
1.9 Симуляция изготовления технологичной отливки в программе ProCast
На данном этапе выполнения начинается анализ отливки с помощью ProCAST но производится лишь для половины модели, т.к. она симметрична.
Добавляем холодильников для устранения образовавшихся пористостей при первой заливке в ProCAST.
Рисунок 1.2. – Холодильники в модели.
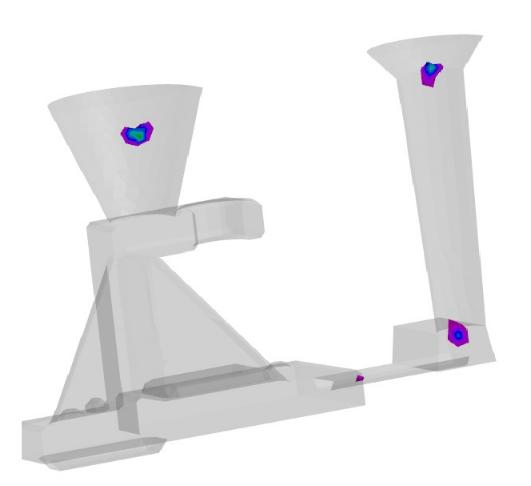
Рисунок 1.3. – Проверка на пористость.
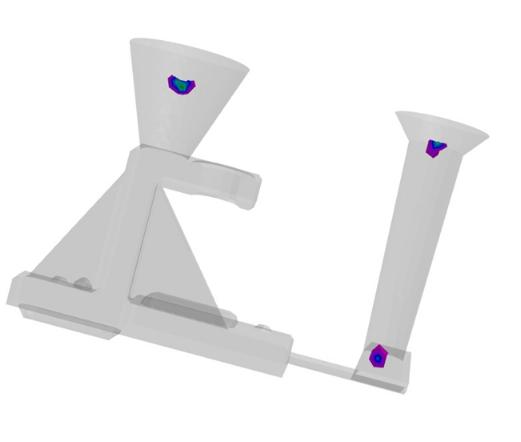
Рисунок 1.4. – Тепловые узлы в отливке.
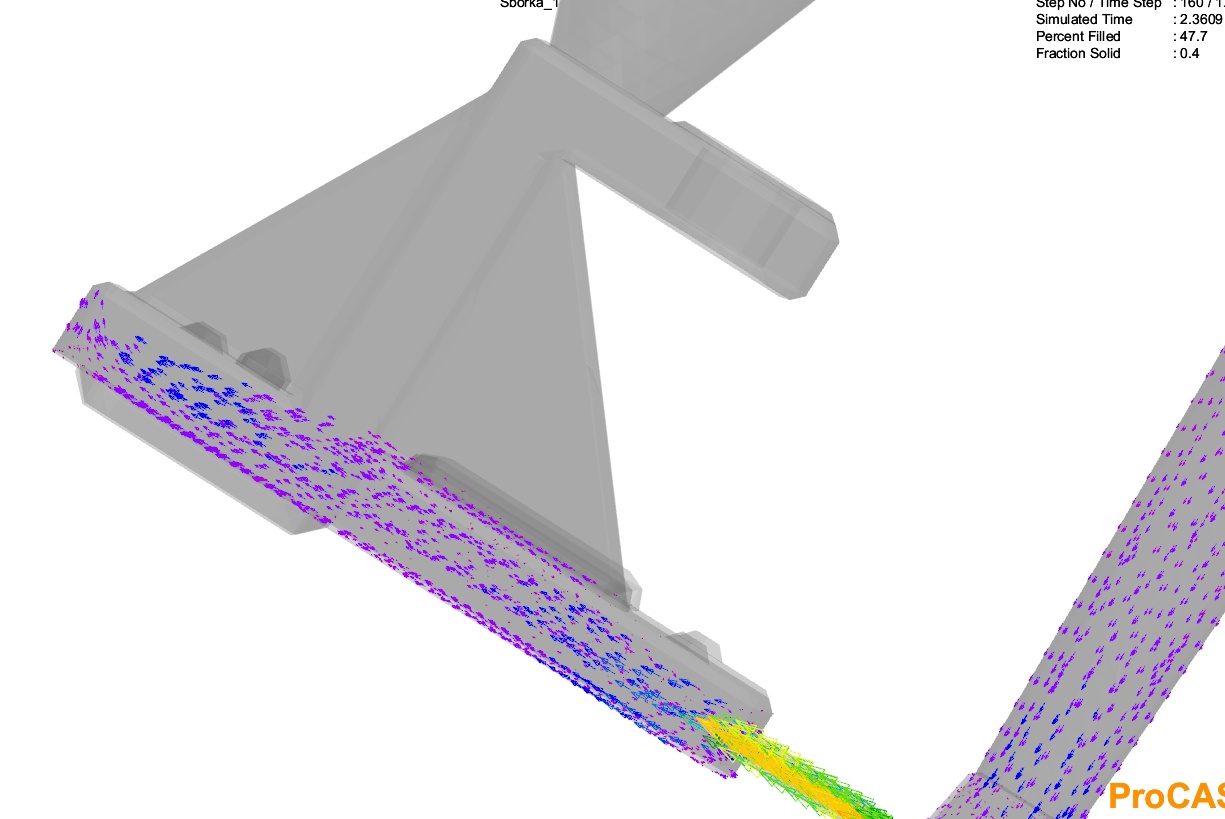
Рисунок 1.5. - Вектора скорости.
После результатов проведённого анализа, я считаю, что отливка выполнена верно. В результате работы были добавлены холодильники.
1.10 Устройство и последовательность изготовления литейной формы
При ручной формовке в условиях мелкосерийного производства необходимы модель, стержни, модели для элементов литниковой системы, формовочная песчано-глинистая смесь и опоки.
Размеры опок определяют по размерам моделей и наименьшей толщине слоя смеси между опокой и моделью (70 мм), между шлакоуловителем и моделью (60 мм), между моделью и верхом формы (100 мм), между моделью и низом формы (120 мм). Ширина опоки B=230 мм. Длина опоки L=440 мм. Высота нижней опоки - 117 и верхней -113 мм. Позицией 1 обозначена нижняя опока, 2 – верхняя опока, 3 – стержень. Чертеж литейной формы представлен в приложении 2.
Изготавливают формы в следующем порядке. На модельную плиту устанавливают нижнюю опоку, нижнюю половину модели плоскостью разъема вниз и модели питателей. Затем опоку заполняют формовочной смесью, уплотняют и удаляют излишки формовочной смеси при помощи линейки. В завершение накалывают вентиляционные каналы при помощи специальной иглы.
Изготовление верхней опоки начинают с поворота нижней на 180о и установки на нее верхней при помощи направляющих штырей. По центрирующим шипам и отверстиям устанавливают верхнюю половину модели отливки, модели шлакоуловителя, стояка и прибылей. Заполняют формовочной смесью и утрамбовывают.
При извлечении моделей из формы начинают со стояка и прибылей. Снимают верхнюю опоку вместе с верхней половиной модели и переворачивают на 180о . Осторожно извлекают модели отливки из обеих полуформ. После этого извлекают модели шлакоуловителя и питателей. Перед сборкой форму отчищают и покрывают противопригарным составом.
Перед установкой и фиксацией верхней опоки в нижнюю опоку по знакам устанавливают заранее изготовленный стержень. Затем обе опоки скрепляют при помощи болтов или скоб. Форма готова для заливки металла.
После заливки и остывания металла до определенной температуры производят выбивку форм. При ручной выбивке форму разрушают ударами молотка. Затем следует выбивка песчаных стержней. После выбивки делают обрубку (прибылей, литников) и очистку отливок. Обрубку осуществляют с помощью пневматических зубил, ленточных и дисковых пил, газовой резки. Очистку отливок от пригоревшей смеси и окалины производят во вращающих галтовочных барабанах, на пескоструйных и дробеметных аппаратах. Очистка внутренних поверхностей осуществляется химической или электрохимической обработкой. Заусенцев и другие неровности, оставшиеся после обрубки, устраняют ручным инструментам или на шлифовальных станках.
Разработка технологического процесса получения поковки
Вариант 4
Исходные данные:
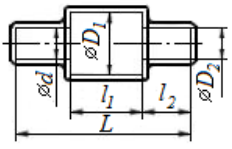 Рисунок
2.1. – Итоговая деталь.
Рисунок
2.1. – Итоговая деталь.
Размеры детали |
||||||
№ |
D1 |
D2 |
d |
|
|
L |
4 |
400 |
300 |
250 |
300 |
1200 |
2500 |


2.1 Выбор сплава и его характеристика
Выберем сталь пригодную для ковки и достаточно дешевую – Ст3.
2.2 Анализ технологичности детали
При анализе детали было принято решение использовать метод ковки, так как деталь состоит из нескольких цилиндрических форм, которые легко можно получить протяжкой.
2.3 Определение массы и размеров исходной заготовки
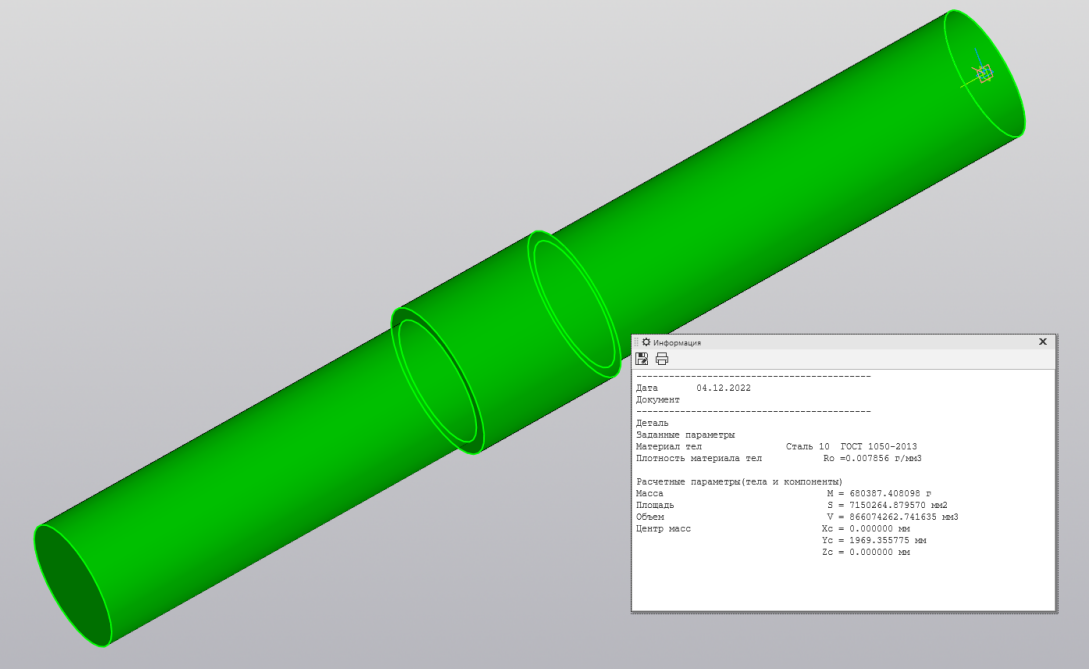
Рисунок 2.2. – 3D-модель детали.
Объем детали

Масса детали
 ,
где ρ=7850кг/м3 – плотность стали.
,
где ρ=7850кг/м3 – плотность стали.
Так как масса детали
невелика, поковку можно изготовить на
молоте Припуски на механическую обработку
и допуски назначаются по ГОСТ 7829–70.
Основные припуски z и допуски на диаметры
составляют: z = 29±11 мм на диаметр 400 мм, z
= 28±10 на диаметр 300 мм, z=27±10
на диаметр 250мм.
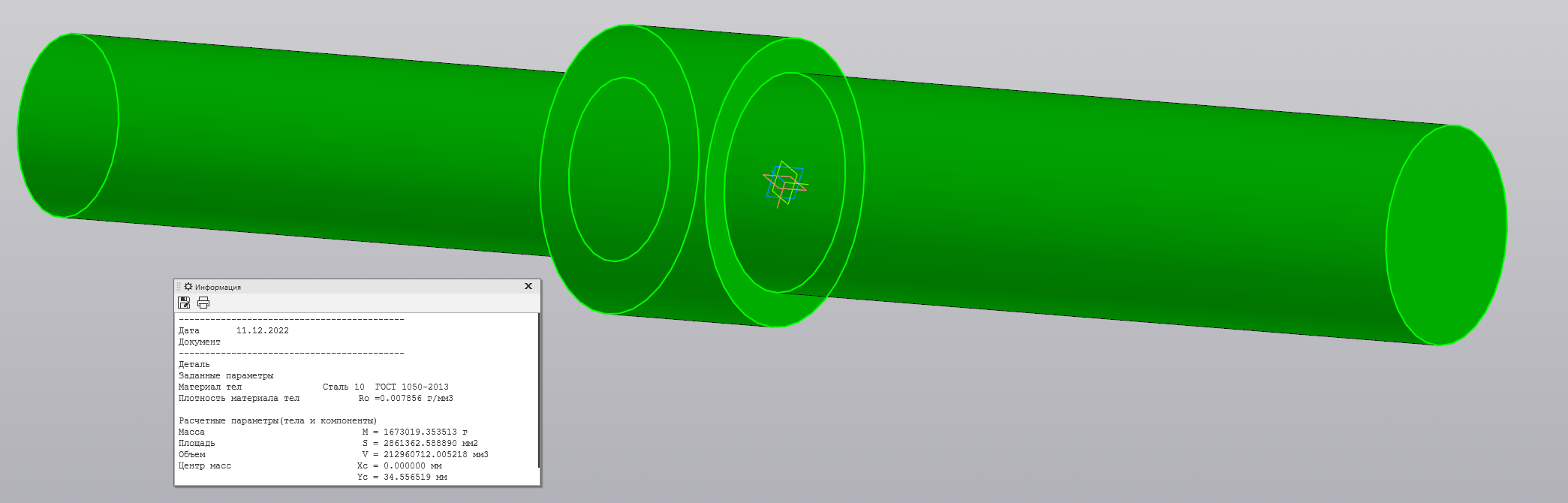
Рисунок 2.3. – Деталь после обработки прессом.
Определим объем и массу поковки, с помощью программы КОМПАС-3D:
Объем поковки:

Масса поковки:
 .
.
Поковку предлагается получить из проката, тогда масса исходной заготовки:

В качестве исходной заготовки выберем слиток по ТУ 0883-008-14377984-2022-2 Технические условия на поставку кузнечных слитков из углеродистой и легированной стали и сплавов:
