

1.5 Разработка чертежа технологичной детали с элементами литейной формы и отливки
Толщина стенок на исходном чертеже выбрана без учета особенностей литейного производства. Отливка относится к средней категории отливок, для наибольшего габаритного размера L=200 мм – минимальная толщина стенки равна 5 мм. Принимаем толщину стенки 10 мм.
Сопряжения стенок на деталях следует проектировать плавными во избежание их разрушения в процессе охлаждения. Размеры сопряжений можно рассчитать согласно опытным зависимостям:



При проектировании сопряжений следует избегать местных утолщений, т.е. скопления металла, приводящих к усадочным раковинам.
Для полученная более технологичная деталь представлена на рисунке 1.2.
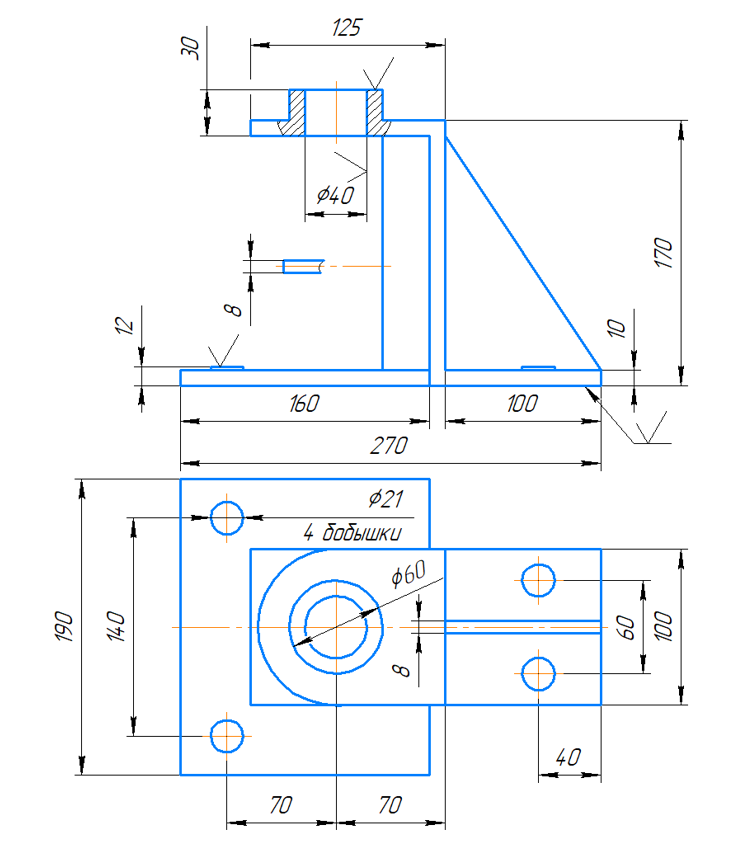
Рисунок 1.2 – Технологичная деталь
1.6 Расчет размеров отливки, модели, стержневых ящиков
На данном этапе составляем сводную таблицу по 11 классу точности для дальнейшей разработки (см. таблицу 1.1).
Таблица 1.2 – Размерные припуски
Размер детали |
Допуск
|
Суммарный
допуск
|
Припуск на обработку |
Размер отливки |
Припуск на усадку 1% |
Размер модели
|
Размер стержня
|
125 |
5 |
|
|
125±2,5 |
1,25 |
125 |
|
Ø 60 |
4 |
|
|
Ø 60±2 |
0,6 |
Ø 60 |
|
30 |
3,6 |
+5 |
+4,3 |
34,3±1,8 |
0,343 |
34.6 |
34.6 |
12 |
2,8 |
+3,6 |
+3,3 |
15,3±1,4 |
0,153 |
15 |
|
190 |
5,6 |
|
+5,3+5,3 |
200,9±2,8 |
2 |
200 |
|
10 |
2,4 |
|
|
10±1,4 |
0,01 |
10 |
|
160 |
5 |
|
|
160±2,5 |
1,6 |
160 |
|
100 |
4,4 |
|
|
100±2,2 |
1 |
100 |
|
270 |
6,4 |
|
|
270±3,2 |
2,7 |
275 |
|
Ø21 |
3,2 |
|
|
Ø21±1,6 |
0,21 |
20 |
|
170 |
5,6 |
|
|
170±2,8 |
1,7 |
170 |
|
140 |
5 |
|
|
140±2,5 |
1,4 |
140 |
|
70 |
4,4 |
|
|
70±2,2 |
0,7 |
70 |
|
8 |
2,4 |
|
|
8±1,2 |
0,08 |
8 |
|
60 |
4 |
|
|
60±2 |
0,6 |
60 |
|
Ø 40 |
3,6 |
+5 |
-4-4 |
Ø 32±1,8 |
0,32 |
Ø 33.5 |
Ø 32.3 |

