

3 сем / ТКМ. Лаб. практикум_2022 - копия
.pdfПри назначении последовательности ковочных операций вначале определяют, к какому типу поковок относится конкретное изделие. Для поковок одного типа последовательность операций будет идентичной.
Кованые поковки разделяют на следующие основные типы: диски, кольца, цилиндры, валы пустотелые, эксцентриковые, коленчатые, ступенчатые и т. п. [4]. Применяемые операции и их последовательность для типовых поковок представлены на рис. 5.9. Например, диски, шестерни получают осадкой из отрезка проката или отрубленной части слитка после биллетировки. Для всех пустотелых поковок необходима прошивка отверстия после осадки заготовки. При ковке эксцентриковых и коленчатых валов применяется передача.
Содержание работы
Работа включает изучение основных и вспомогательных операций ковки, умение выполнять технологические расчеты, выбор последовательности кузнечных операций для конкретной заготовки, формирование навыков выполнения операций и приемов ковки, подготовку отчёта.
Последовательность выполнения работы
1. Самостоятельно до начала занятий по учебной литературе [1, 2] и пособию изучите сущность ковки, назначение основного (гидравлические прессы, паровоздушные молоты) и вспомогательного (манипуляторы, нагревательные печи, кантователи и др.) оборудования.
Необходимо иметь представление о деформирующем (плоские и вырезные бойки, пережимки, прошивни, оправки, раскатки, топоры), вспомогательном и измерительном инструменте (кронциркули, линейки и шаблоны). Ознакомьтесь с сортаментом слитков и проката [4], используемых в качестве исходных заготовок. Изучите схемы и особенности основных (осадка, протяжка, раскатка на оправке, прошивка, отрубка и др.), вспомогательных (пережим, передача и др.) и отделочных операций ковки (правка, шлихтовка, клеймение). Необходимо знать последовательность операций при ковке типовых поковок (см. рис. 5.9).
53

Рис. 5.9. Последовательность ковки типовых поковок:
а – кольца, цилиндры (1 – слиток; 2 – биллетировка, намётка, отрубка; 3 – осадка, прошивка; 4 – протяжка на оправке; 5 – раскатка на оправке); б – пустотелые валы (1 – слиток; 2 – биллетировка, наметка, отрубка; 3 – осадка, прошивка; 4 – протяжка на оправке; 5 – намётка, пережим и протяжка на оправке); в – эксцентриковые валы (1 – протяжка; 2 – намётка и пережим; 3 – передача; 4 – протяжка конце-
вых уступов); г – коленчатые валы (1 – протяжка; 2 – пережим; 3 – передача и протяжка шеек; 4 – скручивание
54
До начала занятий необходимо выполнить технологические расчёты (см. п. 2 последовательности выполнения работы) и подготовить исходные данные (см. п. 1, 2 и 3 содержания отчёта).
2.Выполните технологические расчёты для заданной поковки (см. табл. 5.1 и 5.2), определите размеры изделия по операциям и переходам, используя условие постоянства объёма. Для расчётов допустимо все элементы поковки считать телами правильной геометрической формы в виде цилиндра или параллелепипеда. Изучите и оформите технологическую карту ковки, дополните их результатами технологических расчётов.
3.Произведите ковку поковки в соответствии с технологической картой (см. табл. 5.1 или 5.2), соблюдая последовательность операций, безопасные приемы работы. После выполнения каждой операции необходимо измерить размеры и указать их на операционных эскизах поковки.
Примечание.
Для моделирования процесса ковки стальных поковок используют свинцовые образцы. Свойства свинца при комнатной температуре (низкая прочность, высокая пластичность, нет деформационного упрочнения) соответствуют свойствам стали при температуре 1000...1300 ºС.
4.Рассчитайте предельные отклонения фактических размеров полученной поковки от номинальных значений.
5.Провести анализ причин отличия отклонения размеров и формы поковки от номинальных (расчетных) значений.
6.Рассчитайте величину укова по операциям и суммарный уков для оценки качества металла поковки.
7.Получите и выполните индивидуальное задание (см. табл. 5.3) по выбору исходной заготовки и последовательности кузнечных операций.
8.Оформите отчёт и сделайте выводы.
Содержание отчёта
1.Сущность и назначение ковки.
2.Расчёт размеров заготовки и поковки по операциям и переходам (по форме Приложения к работе 5).
Примечание.
Все расчёты проводить с указанием формул и конкретных значений.
55

|
|
|
|
|
|
Таблица 5.1 |
|
Технологический процесс ковки эксцентрикового валика |
|||||
|
|
|
|
|
|
|
|
Поковка |
|
Заготовка |
|
||
|
|
|
|
|
|
|
№ |
Наименова- |
Операционный |
Обору- |
Инструмент |
|
Схема дефор- |
п/п |
ние операции |
эскиз |
дование |
|
мирования |
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
Кольцо |
|
|
1. |
Осадка |
|
|
подкладное. |
|
|
|
|
Боек пло- |
|
|
||
|
|
|
|
|
|
|
|
|
|
|
ский |
|
|
|
|
|
|
|
|
|
|
Протяжка на |
|
|
Бойки вы- |
|
|
2. |
квадрат и |
|
|
|
|
|
|
|
резные |
|
|
||
|
круг |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
гидравлический |
|
|
|
3. |
Наметка и |
|
Пережимка |
|
|
|
|
|
|
|
|||
пережим |
|
|
треугольная |
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
Бойки пло- |
|
|
4. |
Передача |
|
|
ские. Под- |
|
|
|
|
|
Пресс |
кладка |
|
|
|
|
|
|
|
|
|
|
Протяжка |
|
|
|
|
|
|
|
|
|
|
|
|
5. |
концевого |
|
|
|
|
|
|
уступа |
|
|
Бойки вы- |
|
|
|
|
|
|
|
|
|
|
Протяжка |
|
|
резные |
|
|
6.2-го концевого уступа
Отрубка при-
7. |
быльной и |
Топор |
|
донной час- |
|||
|
|
||
|
тей |
|
56
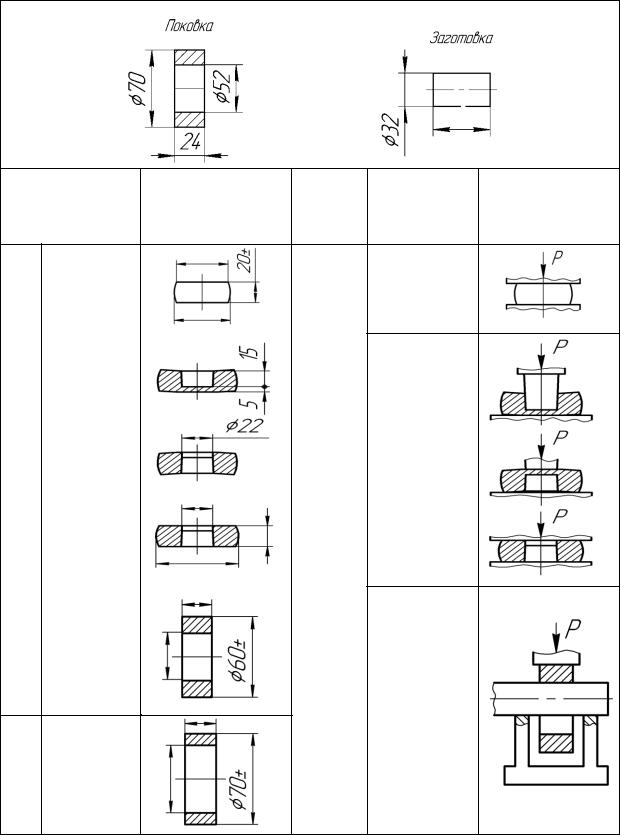
Таблица 5.2
Технологический процесс ковки кольцевой поковки
№ |
|
Наимено- |
Операционный |
Обору- |
|
вание опе- |
|||
п/п |
|
эскиз |
дование |
|
|
рации |
|||
|
|
|
|
|
1. |
|
Осадка |
|
|
|
|
|
||
|
|
|
|
|
|
|
Прошивка |
|
|
2. |
|
отверстия, |
|
гидравлическийПресс |
|
|
правка |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Раскатка |
|
|
3. |
|
на оправке |
|
|
|
|
20 |
|
|
Раскатка
4.на оправке
30
Инструмент
Схема деформирования
Бойки плоские
Прошивень. Бойки плоские
Оправки. Опора подкладная
57

Указать полученные размеры на эскизе заготовки и на всех операционных эскизах поковки.
3.Технологическая карта ковки (табл. 5.1 или 5.2) с эскизами и размерами заготовки и поковки (номинальными и фактическими).
4.Расчёт предельных отклонений фактических размеров полученной поковки от номинальных значений в процентах.
5.Анализ причин, влияющих на отклонения размеров и формы поковки
(см. табл. 5.4).
6.Расчёт укова по операциям и суммарной величины.
7.Выводы о рациональности выбранной последовательности операций, геометрической точности размеров и качестве полученной поковки.
8.Номер, формулировка и исходные данные индивидуального задания (см. табл. 5.3) «Выбор исходной заготовки и последовательности кузнечных операций».
1.8.Чертеж детали по индивидуальному заданию.
2.8. Расчёт массы детали и выбор исходной заготовки.
3.8. Последовательность кузнечных операций (см. табл. 5.5).
Таблица 5.3
Индивидуальные задания
№ |
Эскиз поковки |
|
|
Размеры детали |
|
|
|||
п/п |
|
|
|
|
|
|
|
||
D1 |
D2 |
d |
l1 |
l2 |
L |
H |
|||
|
|||||||||
1 |
2 |
3 |
4 |
6 |
7 |
8 |
9 |
10 |
|
|
|
|
|
|
|
|
|
|
|
1. |
|
800 |
650 |
600 |
800 |
2200 |
5000 |
- |
|
|
|
|
|
|
|
|
|
|
|
2. |
|
600 |
520 |
500 |
600 |
1800 |
4000 |
- |
|
|
|
|
|
|
|
|
|
|
|
3. |
|
500 |
430 |
400 |
400 |
1400 |
3000 |
- |
|
|
|
|
|
|
|
|
|
|
|
4. |
|
400 |
300 |
250 |
300 |
1200 |
2500 |
- |
|
|
|
|
|
|
|
|
|
|
|
5. |
|
220 |
150 |
120 |
200 |
500 |
1000 |
- |
|
|
|
|
|
|
|
|
|
|
|
6. |
|
600 |
500 |
400 |
300 |
600 |
2500 |
- |
|
|
|
|
|
|
|
|
|
|
|
7. |
|
500 |
400 |
300 |
200 |
500 |
2000 |
- |
|
|
|
|
|
|
|
|
|
|
|
8. |
|
400 |
300 |
250 |
150 |
400 |
1500 |
- |
|
|
|
|
|
|
|
|
|
|
|
9. |
|
300 |
200 |
150 |
100 |
300 |
1000 |
- |
|
|
|
|
|
|
|
|
|
|
|
10. |
|
220 |
150 |
120 |
80 |
220 |
700 |
- |
|
|
|
|
|
|
|
|
|
|
|
58

Продолжение табл. 5.3
№ |
Эскиз поковки |
|
|
Размеры детали |
|
|
|||
п/п |
|
|
|
|
|
|
|
||
D1 |
D2 |
d |
l1 |
l2 |
L |
H |
|||
|
|||||||||
1 |
2 |
3 |
4 |
6 |
7 |
8 |
9 |
10 |
|
|
|
|
|
|
|
|
|
|
|
11. |
|
600 |
300 |
- |
200 |
- |
2800 |
- |
|
|
|
|
|
|
|
|
|
|
|
12. |
|
500 |
250 |
- |
400 |
- |
2500 |
- |
|
|
|
|
|
|
|
|
|
|
|
13. |
|
400 |
200 |
- |
200 |
- |
2000 |
- |
|
|
|
|
|
|
|
|
|
|
|
14. |
|
300 |
200 |
- |
150 |
- |
1100 |
- |
|
|
|
|
|
|
|
|
|
|
|
15. |
|
250 |
150 |
- |
100 |
- |
700 |
- |
|
|
|
|
|
|
|
|
|
|
|
16. |
|
600 |
500 |
400 |
300 |
600 |
2500 |
- |
|
|
|
|
|
|
|
|
|
|
|
17. |
|
500 |
400 |
300 |
200 |
500 |
2000 |
- |
|
|
|
|
|
|
|
|
|
|
|
18. |
|
400 |
300 |
250 |
150 |
400 |
1500 |
- |
|
|
|
|
|
|
|
|
|
|
|
19. |
|
300 |
200 |
150 |
100 |
300 |
1000 |
- |
|
|
|
|
|
|
|
|
|
|
|
20. |
|
220 |
150 |
120 |
80 |
220 |
700 |
- |
|
|
|
|
|
|
|
|
|
|
|
21. |
|
400 |
- |
150 |
- |
- |
- |
200 |
|
|
|
|
|
|
|
|
|
|
|
22. |
|
300 |
- |
100 |
- |
- |
- |
150 |
|
|
|
|
|
|
|
|
|
|
|
23. |
|
200 |
- |
80 |
- |
- |
- |
100 |
|
|
|
|
|
|
|
|
|
|
|
24. |
|
150 |
- |
50 |
- |
- |
- |
80 |
|
|
|
|
|
|
|
|
|
|
|
25. |
|
100 |
- |
30 |
- |
- |
- |
50 |
|
|
|
|
|
|
|
|
|
|
|
26. |
|
1500 |
- |
1200 |
- |
- |
- |
800 |
|
|
|
|
|
|
|
|
|
|
|
27. |
|
1000 |
- |
900 |
- |
- |
- |
500 |
|
|
|
|
|
|
|
|
|
|
|
28. |
|
600 |
- |
500 |
- |
- |
- |
300 |
|
|
|
|
|
|
|
|
|
|
|
29. |
|
500 |
- |
300 |
- |
- |
- |
400 |
|
|
|
|
|
|
|
|
|
|
|
30. |
|
200 |
- |
150 |
- |
- |
- |
200 |
|
|
|
|
|
|
|
|
|
|
|
31. |
|
600 |
- |
500 |
- |
- |
1600 |
- |
|
|
|
|
|
|
|
|
|
|
|
32. |
|
500 |
- |
300 |
- |
- |
1500 |
- |
|
|
|
|
|
|
|
|
|
|
|
33. |
|
400 |
- |
250 |
- |
- |
1100 |
- |
|
|
|
|
|
|
|
|
|
|
|
34. |
|
300 |
- |
150 |
- |
- |
1000 |
- |
|
|
|
|
|
|
|
|
|
|
|
35. |
|
200 |
- |
100 |
- |
- |
600 |
- |
|
|
|
|
|
|
|
|
|
|
|
36. |
|
500 |
400 |
200 |
200 |
- |
- |
200 |
|
|
|
|
|
|
|
|
|
|
|
37. |
|
300 |
200 |
100 |
120 |
- |
- |
100 |
|
|
|
|
|
|
|
|
|
|
|
38. |
|
200 |
120 |
50 |
80 |
- |
- |
50 |
|
|
|
|
|
|
|
|
|
|
|
39. |
|
150 |
110 |
40 |
60 |
- |
- |
40 |
|
|
|
|
|
|
|
|
|
|
|
40. |
|
100 |
60 |
30 |
40 |
- |
- |
30 |
|
|
|
|
|
|
|
|
|
|
|
59

Окончание табл. 5.3
№ |
Эскиз поковки |
|
|
Размеры детали |
|
|
|||
п/п |
|
|
|
|
|
|
|
||
D1 |
D2 |
d |
l1 |
l2 |
L |
H |
|||
|
|||||||||
1 |
2 |
3 |
4 |
6 |
7 |
8 |
9 |
10 |
|
|
|
|
|
|
|
|
|
|
|
41. |
|
800 |
700 |
500 |
800 |
- |
5000 |
- |
|
|
|
|
|
|
|
|
|
|
|
42. |
|
600 |
500 |
300 |
300 |
- |
4000 |
- |
|
|
|
|
|
|
|
|
|
|
|
43. |
|
500 |
300 |
200 |
200 |
- |
3000 |
- |
|
|
|
|
|
|
|
|
|
|
|
44. |
|
400 |
350 |
150 |
200 |
- |
2500 |
- |
|
|
|
|
|
|
|
|
|
|
|
45. |
|
250 |
200 |
100 |
100 |
- |
200 |
- |
|
|
|
|
|
|
|
|
|
|
|
Приложение к работе 5
Пример оформления фрагмента отчёта “Технология ковки кольцевой поковки”
2. Расчет размеров заготовки и изделия по операциям и переходам. 2.1. Объем поковки:
2.2. Объем выдры: V |
dв2 |
h ....................... |
............... |
см3 |
выд |
4 |
в |
|
|
|
|
|
|
2.3.Объем исходной заготовки:
2.4.Длина исходной заготовки:
l 4 Vисх ......................... ........... мм
заг |
dзаг2 |
|
2.5. Наружный диаметр поковки после осадки на высоту 20 мм:
_____________________________________________________________
2.6.Наружный диаметр поковки после прошивки отверстия:
_____________________________________________________________
2.7.Внутренний диаметр поковки при наружном диаметре 60 мм:
_____________________________________________________________
3. Технологическая карта ковки кольцевой поковки с операционными
эскизами (табл. 5.2), фактическими и расчетными размерами.
4. Предельные отклонения фактических размеров поковки от расчетных (номинальных) размеров:
60
отклонение наружного диаметра D Dпок Dрас 100 % =
Dрас
отклонение внутреннего диаметра d dпок dрас 100 % =
dрас
отклонение высоты h hпок hрас 100 % =
hрас
5. Анализ причин отклонения размеров и формы поковки от номинальных размеров.
|
|
Таблица 5.4 |
|
Причины отклонения размеров и формы поковки |
|
|
|
|
№ п/п |
Отклонение формы поковки |
Причины отклонения |
|
|
|
1 |
Овальность |
|
|
|
|
2 |
Разновысотность |
|
|
|
|
3 |
Неконцентричность окружностей |
|
|
|
|
4 |
Конусность |
|
|
|
|
6. Величина укова по операциям: |
|
|
|
осадка – У1 = ......... |
; прошивка – У2 = ....... |
; раскатка на оправке – У3 = |
........; |
суммарный уков УƩ = ....... |
|
|
|
7.Выводы о рациональности выбранной последовательности ковочных операций, геометрической точности размеров и качестве полученной поковки: ________________________________________________________
8.Выбор заготовки и последовательности кузнечных операций
1.8. Чертеж детали Исходные данные: деталь “Втулка” изображена на рис. 5.10.
2.8. Расчет массы детали и поковки.
Объем детали “Втулка” определим по 3D-модели (см. рис. 5.11), созданной в компьютерной CAD-системе КОМПАС-3D.
Объем детали Vдет = 1180051,31 мм3 =1180,05 см3.
Масса детали: Gдет Vдет ρ 1180,05 7,826 9238 г 9,24 кг ,
где ρ – плотность стали 35.
61

Рис. 5.10. Деталь «Втулка» |
Рис. 5.11. 3D-модель детали |
Так как масса детали невелика (9,24 кг), поковку можно изготовить из сортового проката на молоте. Припуски на механическую обработку и допуски назначают по ГОСТ 7829-70. Чертеж и 3D-модель поковки представлены на рис. 5.12 и 5.13.
Объем поковки Vпок = 3494195,59 мм3 =3494,2 см3.
Масса поковки Gпок Vпок ρ 3494,2 7,826 27345 г 27,35 кг
Рис.5.12. Эскиз поковки |
Рис. 5.13. 3D-модель поковки |
3.8. Последовательность кузнечных операций.
При мелкосерийном производстве ковку предпочтительнее производить из круглого проката. Длина штанги будет определена из условия получения 4...5 поковок. Для получения рассматриваемой поковки операции целесообразно проводить в следующем порядке (см. табл. 5.5).
62