

1.3. Оценка технологичности с точки зрения механической обработки
Технологичность — это комплекс требований и показателей, которые характеризуют рациональность конструктивных решений с точки зрения эффективности производства. В зависимости от вида изделия и типа его производства технологичность оценивается по-разному. Рассмотрим исходный эскиз корпуса (показан на рисунке 1) и оценим его конструкцию с технологической точки зрения.
Материал корпуса — сталь 40. Она удовлетворительно обрабатывается резанием (коэффициент обрабатываемости 0,7 для быстрорежущих сталей и 0,8 для твёрдых сплавов [с.262, 8]) и подходит для оксидирование.
В детали нет сложных поверхностей, присутствуют требования высокого квалитета и низких шероховатостей посадочных поверхностей, необходимость которых обоснована определением по ним присоединяемых изделий.
В целом, деталь можно считать технологичной, так как она использует доступный материал и не содержит сложных конструктивных элементов.
Окончательный чертёж детали представлен в приложении А в конце работы.
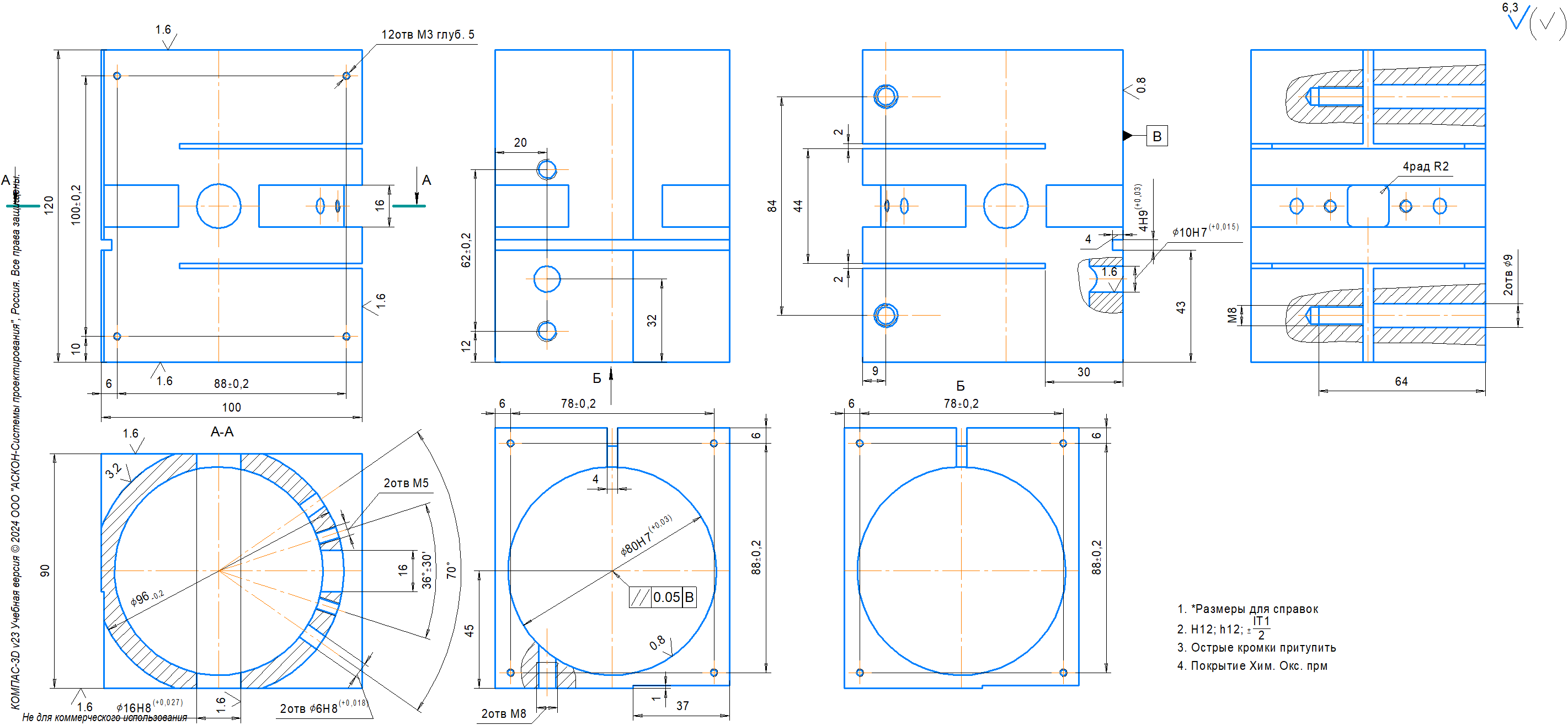
Рисунок 1 — Исходный эскиз вала
1.4. Формулирование технологических задач
В ходе изготовления детали необходимо обеспечить:
1) Точность размеров:
— высоты стенок прямоугольного паза 4 точить с полем допуска H9;
— внутреннюю поверхность корпуса диаметром 80 точить с полем допуска H7;
— диаметры отверстия 10 сверлить с полем допуска H7, отверстия диаметром 16 с допуском H8, двух отверстий диаметра 6 с допуском H8;
— Остальные размеры выполнить с общими допусками по ГОСТ 30893.1: Н12, h12, ±IT12/2.
2) Точность формы поверхностей не даны.
З) Точность расположения поверхностей:
— Допуск параллельности внутреннего диаметра 50 мкм.
— Остальные поверхности и их взаимное расположение выполнить с общими допусками по ГОСТ 30893.2 — Н.
4) Шероховатость поверхностей:
— Плоскую поверхность с пазами с шероховатостью не более 0,8 мкм;
— Остальные плоские поверхности детали с шероховатостью не более Ra 1,6 мкм;
— Внутреннюю цилиндрическую поверхность с шероховатостью не более 0,8 мкм;
— Внешнюю цилиндрическую поверхность с шероховатостью не более 3,2 мкм;
— Сквозное отверстие диаметром 16 с шероховатостью не более 1,6 мкм;
— Остальные поверхности выполнить с шероховатостью не более Ra 6,3 мкм.
2. Определение класса детали и выбор в качестве аналога действующего типового технологического процесса
Согласно классификатору ЕСКД подобную деталь можно определить следующим кодом — 731178, который расшифровывается следующим образом:
73 — класс деталей — детали - не тела вращения корпусные, опорные, емкостные;
1 — подкласс — корпусные без поверхности разъема (корпуса, цилиндры, блоки, моноблоки, головки цилиндров, коробки передач и др.);
1 — группа — С плоской осн. базой с нар. поверхностью призматической;
7 — подгруппа — С плоскими вспомогат. базами, с двумя и более базовыми отв. парал. и непарал. осн. базе;
8 — вид — комбинир.
Для данного вида детали в качестве основы для технологического процесса подходит типовой маршрут обработки вала (таблица П 1.16 [2])
Однако в данном маршруте присутствуют операции точения выточек, фасок, канавок и отсутствует операция фрезерования паза и цилиндрической поверхности. В остальном маршрут совпадает, необходимо лишь скорректировать некоторые операции и используемое для них оборудование. Потребуется несколько установов, чтобы обточить Корпус со всех сторон.