

Проектирование маршрута изготовления детали в целом
№ |
Наименование и краткое содержание операции |
Операционный эскиз |
05 |
Заготовительная. Получение литой заготовки |
- |
10 |
Слесарная. Зачистить заусенцы, притупить острые кромки |
- |
15 |
Фрезерная с ЧПУ |
|
20 |
Слесарная. Зачистить заусенцы, притупить острые кромки |
- |
25 |
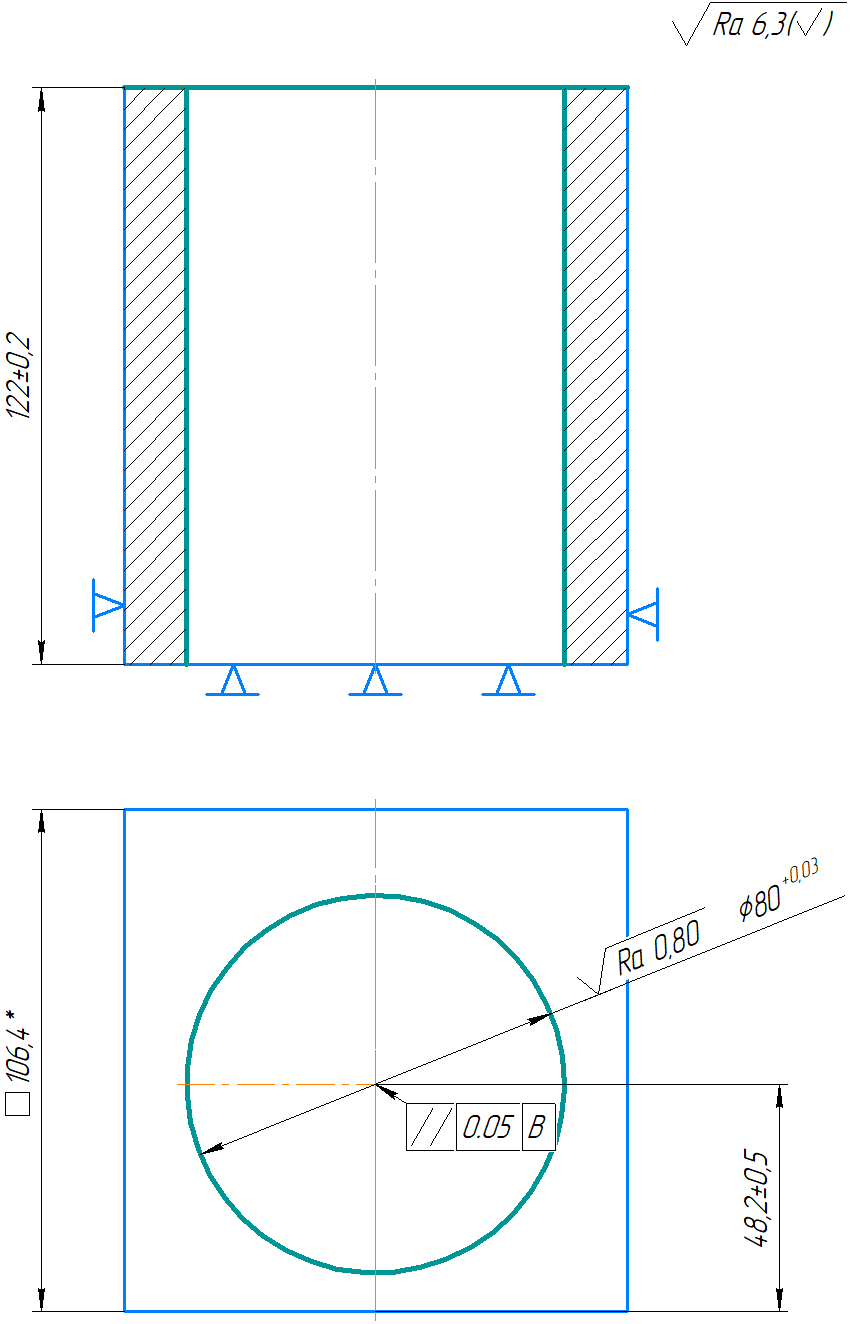
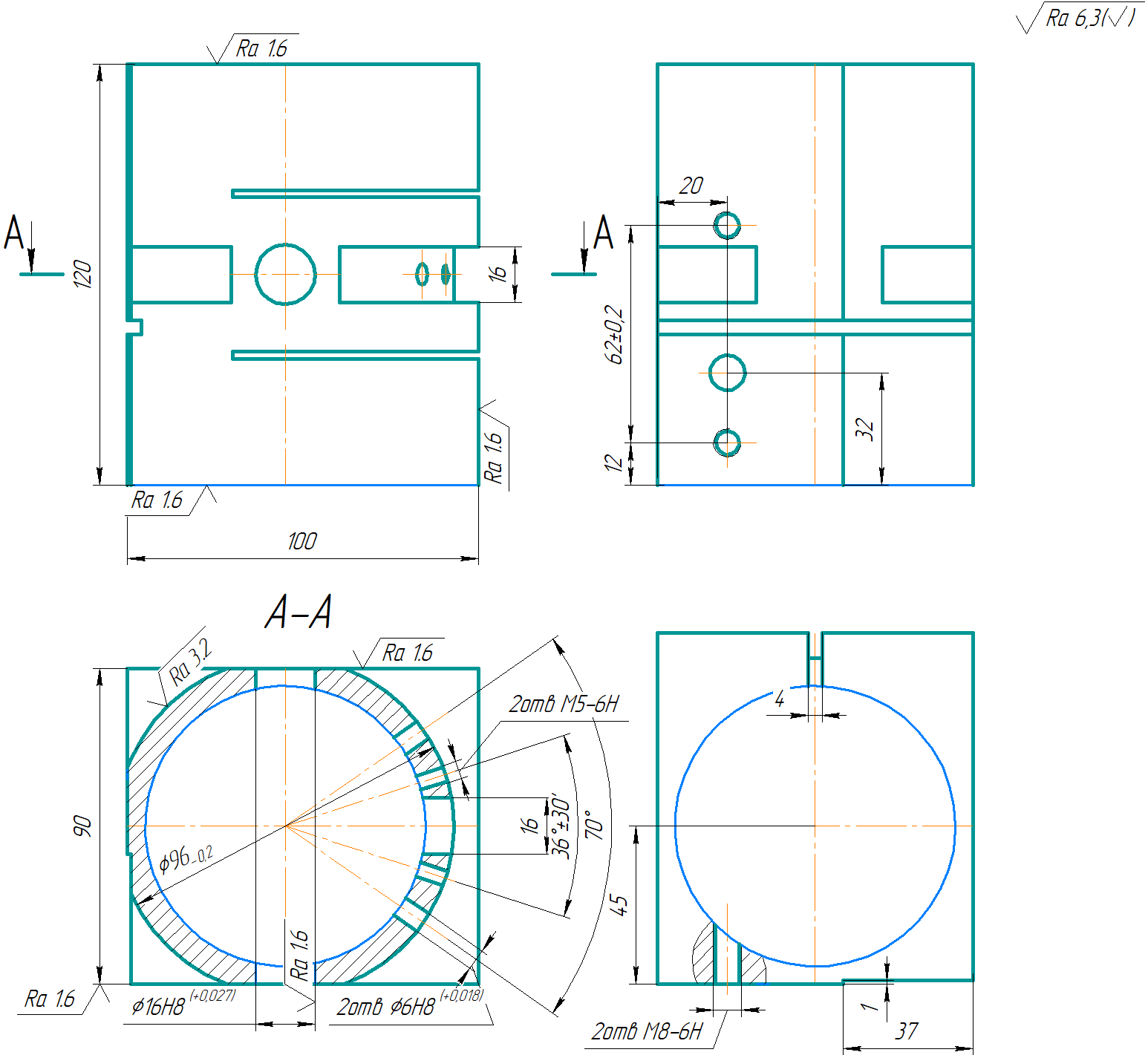
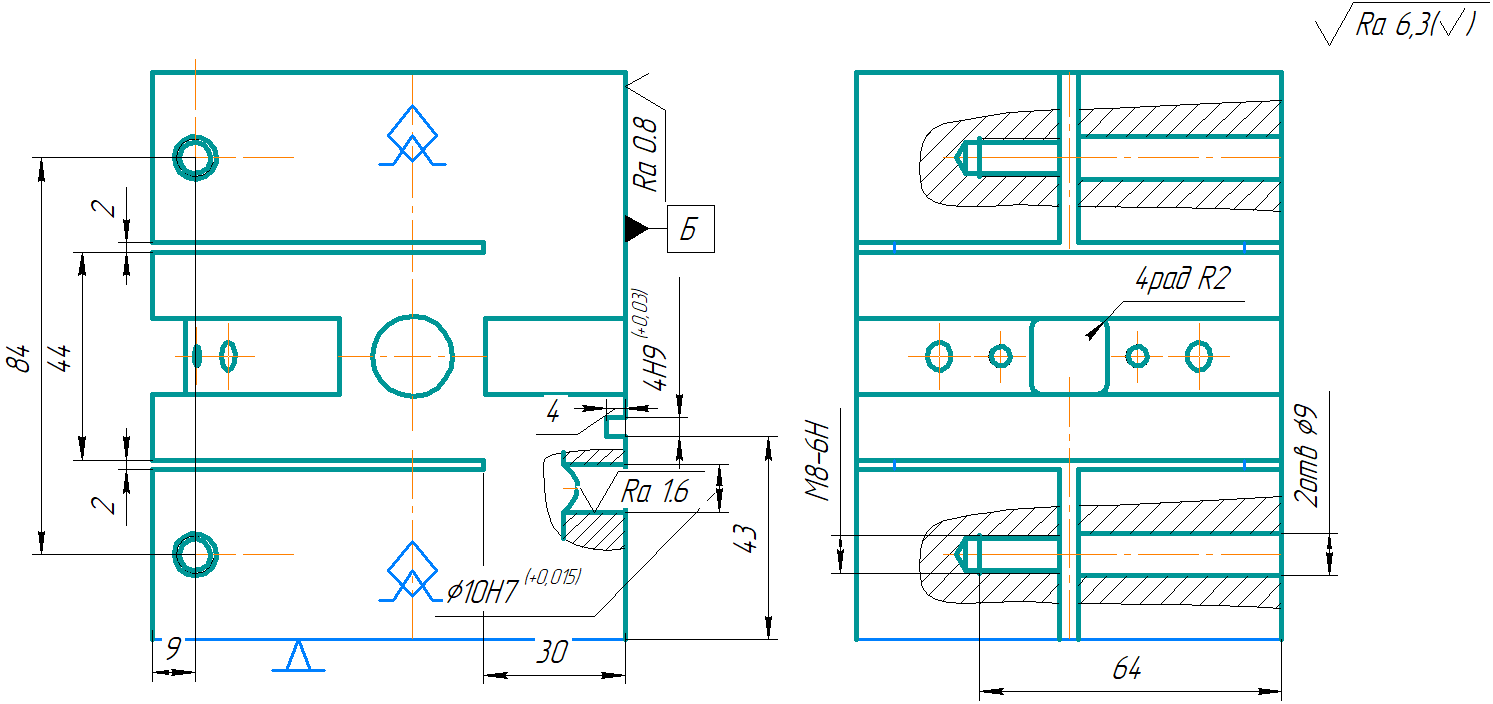
Фрезерная с ЧПУ |
Эскиз1
Эскиз 2
|
30 |
Слесарная. Зачистить заусенцы, притупить острые кромки |
- |
35 |
Контрольная. Контролировать размеры после оп.15, 25 |
|
40 |
Химико-термическая. Оксидирование |
- |
45 |
Промывка. Промыть деталь |
- |
50 |
Контрольная. Контролировать качество поверхности покрытия |
- |
Проектирование технологических операций
Выбор оборудования, приспособлений, мерительного и режущего инструмента
Операция 15
Станок: Фрезерный станок DMGDMF180 linear
Базирование: Поверхность торца, две боковые плоские поверхности
Приспособления: Тиски 7201-0003 ГОСТ 16518-96; прихваты 7011-0051 ГОСТ 12937-67
Режущий инструмент: торцевая фреза, концевая фреза
Измерительный инструмент: Цифровой штангенциркуль ШЦЦ-I-300-0,01 ГОСТ 166-89
Операция 25
Станок: Фрезерный станок DMGDMF180 linear
Базирование: Ось внутренней цилиндрической поверхности, торец.
Приспособления: Трехкулачковый патрон SAUTER CTX gamma 1250
Режущий инструмент: торцевая фреза, дисковая фреза, концевая фреза, сверла, зенкеры, развертки, метчики
Измерительный инструмент: Цифровой штангенциркуль ШЦЦ-I-300-0,01ГОСТ 166-89, Калибр-пробки резьбовая ГОСТ 17758-72
8.2. Расчёт режимов резания тех. переходов
Рассчитаем режим резания для тех. операции 015 поверхности 2.
Для определения режимов резания необходимо знать глубину обработки. Для данной поверхности, принимаем глубину резания 2 мм. Согласно глубине резания выбираем подачу. При точении 2 мм материала выбираем подачу 0,24 мм/зуб=2,4/об мм [табл. 34, стр. 283, 8]. Определение скорости резания используется формула (8.2.1):
v= ,
(8.2.1)
,
(8.2.1)
где: Сv и m, х, у - коэффициент и показатели степени при соответствующих параметрах резания, зависящие от вида обработки, материала режущей части резка и характеристики подачи; T -— период стойкости инструмента, мин; t — глубина резания, мм; s — подача, мм/об, К, — поправочный коэффициент, являющийся произведением коэффициентов Кмv, Кпv, Киv, учитывающих качество обрабатываемого материала, состояние поверхности заготовки и качество материала инструмента соответственно.
Период стойкости инструмента принимаем 55 минут, коэффициент Сv =332 и показателей степеней m= 0,2, х=0,1, у=0,4 определим по [табл. 39, стр. 283, 8]. Данные значения были получены Согласно значениям подачи и глубины резания для резца с пластиной Т15К6.
Значения коэффициентов Кмv рассчитать по формуле (8.2.2):
Кмv=
 ,
(8.2.2)
,
(8.2.2)
где:
 — коэффициент, характеризующий группу
стали по обрабатываемости и
— коэффициент, характеризующий группу
стали по обрабатываемости и
 — показатель степени, зависящий от
группы стали,
— показатель степени, зависящий от
группы стали,
 — предел прочности обрабатываемой
стали.
— предел прочности обрабатываемой
стали.
Предел
прочности стали 40
= 570 МПа, показатель степени
 = 1 [табл. 2, стр. 283, 8], так как материал
режущего инструмента — твёрдый сплав.
= 1 [табл. 2, стр. 283, 8], так как материал
режущего инструмента — твёрдый сплав.
Тогда
Кмv=
 =1.27
=1.27
Кпv = 0.8, так как стальная отливка c коркой [табл. 5, 8].
Киv= 1.15, так как при обработке конструкционной стали используется пластинки Т15К6 [табл. 6, стр. 283, 8].

Значение скорости:
v= =
116 м/мин
=
116 м/мин
Режимы резания для остальных технологических переходов указаны в таблице 8.2.1.
Таблица 8.2.1
Операция |
Поверхности |
Глубина резания t, мм |
Подача S, мм/об |
Скорость резания v, м/мин |
Частота вращения шпинделя, об/мин |
015-Фрезерная с ЧПУ |
1,2 |
1 |
0,2 мм/зуб |
105 |
1000 |
3,4 |
12 |
0,07 |
100 |
1400 |
|
020 — Токарная (черновая) |
5 |
0,5 |
1 |
179 |
700 |
025 — Токарная (получистовая) операция:
|
5 |
0,25 |
0,25 |
202 |
800 |
1,2 |
0,75 |
0,5 |
198 |
800 |
|
030 — Сверлильная операция:
|
6 |
8 |
0.17 |
20 |
400 |
035 — Сверлильная операция:
|
6 |
25 |
0.35 |
15 |
400 |
040 — Сверлильная операция:
|
6 |
9 |
0.2 |
26 |
500 |
045 — Расточная (черновая) операция:
|
7 |
0,5 |
0,1 |
211 |
1300 |
050 — Расточная (получистовая) операция:
|
7 |
0.25 |
0,08 |
225 |
1300 |
8 |
|||||
055 — Расточная (черновая) операция:
|
10 |
34 (5 проходов) |
0,2 |
145 |
1000 |
060 — Расточная (получистовая) операция:
|
10 |
0,5 |
0,1 |
233 |
1000 |
9 |
|||||
065— Резьбонарезание:
|
11 |
0,25 |
0,5 |
115 |
1250 |
070— Фрезерная операция:
|
12,13 |
14 |
0.08 мм/зуб |
83 |
1200 |
075— Фрезерная операция:
|
14 |
1 |
0.12 мм/зуб |
85 |
1300 |
15 |
5 |
0.18 мм/зуб |
85 |
1300 |
|
080— Фрезерная операция:
|
17,16 |
1 |
0.15 мм/зуб |
25 |
1400 |
085— Токарная (чистовая):
|
5 ,18 |
0,5 |
0,2 |
190 |
800 |
1,2 |
0,75 |
162 |
|||
090— Токарная (чистовая):
|
7 |
0,25 |
0,1 |
215 |
1300 |
19, 20 |
1,5 |
0,2 |
115 |
800 |
|
100— Полировально -шлифовальная операция:
|
2, 5 |
0,010 |
0,9 |
vкр= 35 vзаг= 40
|
1800 |
2, 5 |
0,005 |
0,8 |
vкр= 25 vзаг= 5
|
2000 |
|
105—шлифовальная операция |
15 |
0,05 |
0,9 |
vкр= 35
|
1800 |