

План обработки отдельных поверхностей
Конфигурация корпуса определяется рядом плоских поверхностей в сочетании с отверстиями и пазами. Рассмотрим корпус и пронумеруем на нём обрабатываемые поверхности (рисунок 6).
Каждая поверхность обладает требованиями точности и качества поверхностного слоя, определим необходимые операции для их достижения и сведём их в таблицу 4.
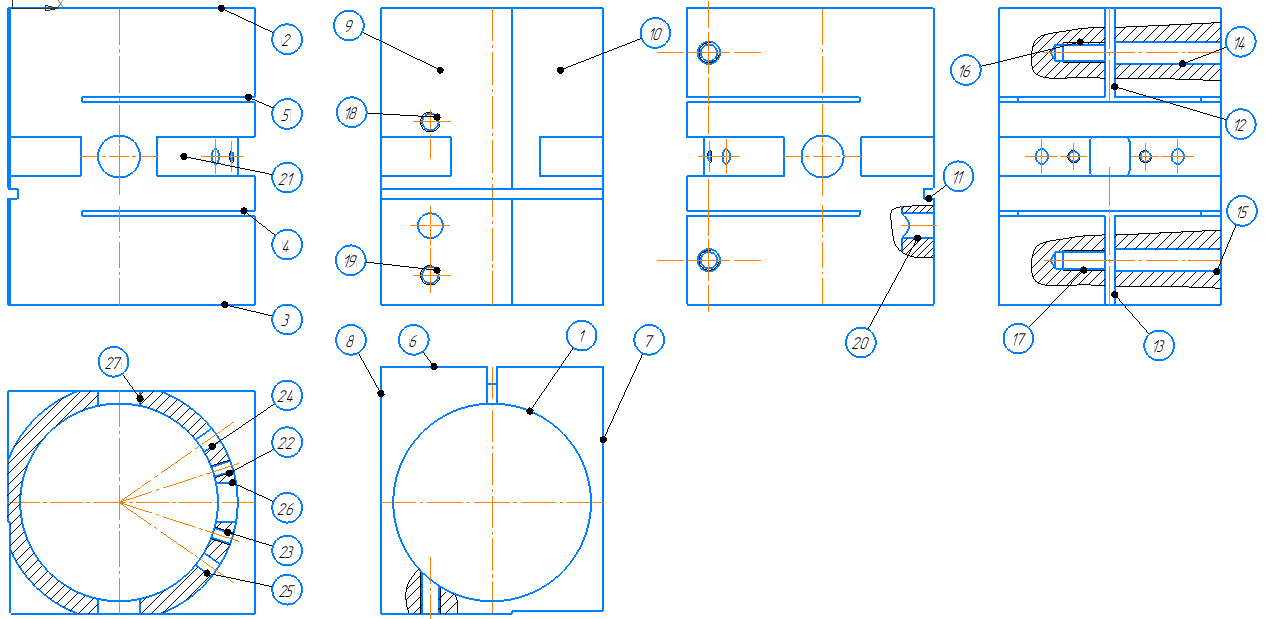
Рисунок 6 – Обрабатываемые поверхности
Таблица 4 – План обработки поверхностей детали
Поверхность |
Операции |
Квалитет |
Шероховатость Ra, мкм |
1 – внутренняя цилиндрическая поверхность |
Черновое фрезерование Получистовое фрезерование Чистовое фрезерование |
12 10 7 |
6,3 1,6 0,8 |
2,3 – торцы |
Черновое фрезерование торцов |
12 |
6,3 |
4,5 – пазы |
Фрезеровать дисковой фрезой |
12 |
6,3 |
6,7,8,9,10 – плоские поверхности |
Черновое фрезерование Чистовое фрезерование |
12 10 |
6,3 1,6 |
11,12,13 – пазы |
Черновое фрезерование Чистовое фрезирование |
12 9 |
6,3 1,6 |
14, 15 – отверстия |
Сверление |
12 |
6,3 |
16, 17, 18, 19 – отверстия |
Сверление Нарезание резьбы |
12 6 |
6,3 |
20 – отверстие |
Сверление Зенкерование Развертывание |
12 9 7 |
6,3 3,6 1,8 |
21 – паз |
Фрезеровать |
12 |
6,3 |
22, 23 – резьбовые отверстия |
Сверление Нарезание резьбы |
12 6 |
6,3 |
24, 25 – отверстия |
Сверление Зенкерование Развертывание |
12 10 8 |
6,3 3,6 1,8 |
26 – карман |
Фрезеровать с круговой интерполяцией |
12 |
6,3 |
27 – отверстие |
Сверление Зенкерование Развертывание |
12 10 8 |
6,3 3,6 1,8 |
Технологический маршрут изготовления детали
В составе рассматриваемого технологического процесса можно выделить следующие этапы обработки детали «Корпус»:
-Заготовительный этап:
Операция 05 – получение литой детали
-Этап черновой/чистовой механообработки:
Операция 10 - слесарная
Операция 15 - фрезерная с ЧПУ
Операция 20 - слесарная
Операция 25 - фрезерная с ЧПУ
Операция 30 - слесарная
Операция 35 - контрольная
-Этаптермический:
Операция 40 - химико-термическая
-Этап промывки:
Операция 45- промывка
-Этап контрольный:
Операция 50 – контрольная
Выбор технологических баз
При выборе технологических баз следует руководствоваться следующими принципами:
1) Конструкторские базы по возможности должны совпадать с технологическими;
2) Для более точных операций должны использовать точные базы;
3) Базу и обрабатываемую поверхность должны связывать как можно меньше размеров.
По ранее принятому технологическому процессу заготовка обрабатывается в два основных этапа фрезерования. Первая обработка нужна для обработки технологических баз, которые одновременно являются и конструкторскими – внутренняя цилиндрическая поверхность и торец. Для их обработки в качестве баз выбраны поверхность противоположного торца, являющаяся установочной базой, и зажатые в тиски плоские боковые грани, являющиеся двумя опорными базами. Вторая обработка ведется базируясь на ранее описанные базы. Ось цилиндрической поверхности является двойной направляющей базой и торец – опорной базой. Закрепление производится в трехкулачковый патрон.