

Определение класса детали и выбор в качестве аналога действующего типового технологического процесса
Согласно классификатору ЕСКД подобную деталь можно определить следующим кодом — 731178, который расшифровывается следующим образом:
73 — класс деталей — детали - не тела вращения корпусные, опорные, емкостные;
1 — подкласс — корпусные без поверхности разъема (корпуса, цилиндры, блоки, моноблоки, головки цилиндров, коробки передач и др.);
1 — группа — С плоской осн. базой с нар. поверхностью призматической;
7 — подгруппа — С плоскими вспомогат. базами, с двумя и более базовыми отв. парал. и непарал. осн. базе;
8 — вид — комбинир.
Для данного вида детали в качестве основы для технологического процесса подходит типовой маршрут обработки вала (таблица П 1.16 [2])
Однако в данном маршруте присутствуют операции точения выточек, фасок, канавок и отсутствует операция фрезерования паза и цилиндрической поверхности. В остальном маршрут совпадает, необходимо лишь скорректировать некоторые операции и используемое для них оборудование. Потребуется несколько установов, чтобы обточить Корпус со всех сторон.
Выбор исходной заготовки и методов её изготовления
Выбор заготовки по результатам расчёта КИМ
Заготовки для детали предлагается получать нарезкой готового квадратного горячекатаного проката или литьем в кокиль.
Для проката назначим по 2 мм припуска с каждой стороны, тогда согласно ГОСТ 2591-2006 выбираем прокат размером 105 мм обычного класса точности В1. На торцы назначим по 2 мм припуска. Допуск на размер заготовки назначен согласно стандарту на прокат, а допуск на длину будет определяться методом отрезки, примем, что в нашем случае прокат будет нарезаться на пресс-ножницах с прямым ножом, тогда [с. 171, 7] точность резки будет в пределах от ±1 мм до ±6 мм, примем ±1 мм.
Эскиз полученной заготовки показан на рисунке 3.1.1
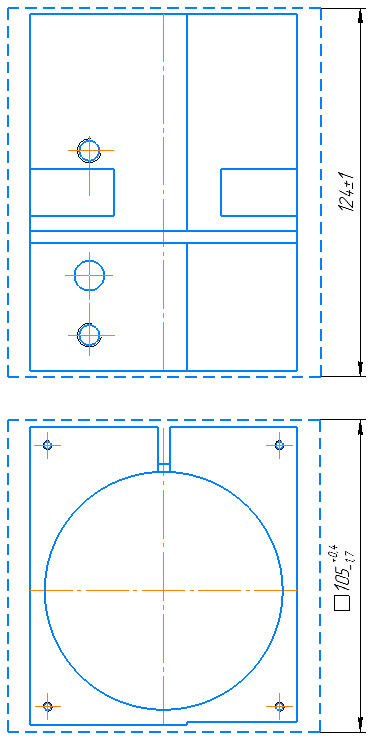
Рисунок 3.1.1 — Эскиз заготовки из горячекатаного квадратного проката
Рассчитаем массу заготовки из проката (плотность 40Х р=7820 кг/м 3):
M
= =
=
 = 10,69 кг
= 10,69 кг
Точность литья 10-5-15-10 ГОСТ Р 53464-2009 для детали из стали 40Л и серийного производства, ряд припусков 8. Для литой заготовки припуск на мех обработку и усадку выполнен согласно ГОСТ Р 53464-2009. Масса заготовки:
M
= =
=
 0,1256
∙ 7820 = 11,12-4,65=6,47 кг
0,1256
∙ 7820 = 11,12-4,65=6,47 кг
Эскиз полученной заготовки показан на рисунке 3.1.2.
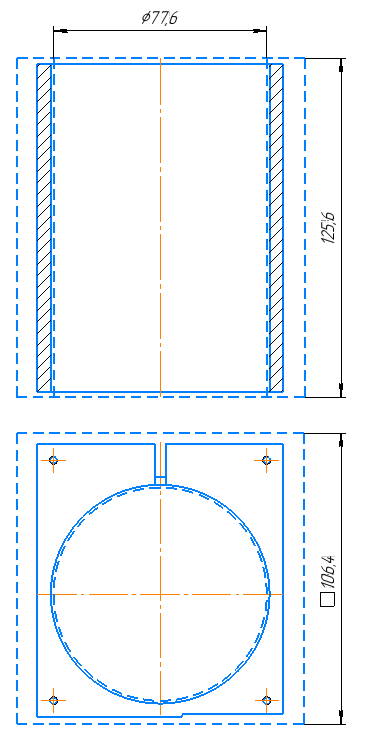
Рисунок 3.1.2 — Эскиз литой заготовки
Рассчитаем для каждой из заготовок коэффициент использования материала по формуле (2):
К
=
 ,
,
 —
масса
детали, кг;
—
масса
детали, кг;
 —
масса заготовки, кг.
—
масса заготовки, кг.
Для заготовки из проката:
К
=
 =0,3
=0,3
Для литой заготовки:
К
=
 =0,5
=0,5
Окончательный выбор заготовки по результатам расчёта её стоимости с учётом черновой обработки
Для оценки затрат на заготовку воспользуемся формулой (З):
См=gH
∙ Цм – g0 ∙
Ц0 + CЗЧ ∙ T
∙ (1+ ), (3)
), (3)
где:
gH —
масса заготовки; Цм — оптовая
цена на материал в зависимости от метода
получения заготовки; g0
— масса отходов материала, кг; Ц0
— цена 1 кг отходов материала, руб; Т -
время черновой обработки заготовки, ч;
CЗЧ - средняя часовая
заработная плата основных рабочих по
тарифу, у.е./чел.ч;
 цеховые
накладные расходы (для механического
цеха 60..80%).
цеховые
накладные расходы (для механического
цеха 60..80%).
При оценке времени черновой обработки режимы резания будем принимать из следующих соображений: будем считать, что жёсткость системы СПИД и мощность оборудования позволяет снимать припуск на обработку с наибольшей допустимой глубиной резания, поэтому примем, что первоначальную глубина резания будет равна припуску на обработку за вычетом припуска на чистовую обработку, который примем равным 1 мм. Т.к. заготовка необходимо сверлить отверстия и фрезеровать внешнюю цилиндрическую поверхность, торцы, то для обеих заготовок время обработки будет одинаково, его вклад в стоимость обеих заготовок будет одинаков, при оценочных расчётах этот вклад в стоимость можно отбросить.
Заготовка из проката:
Цм= 180 у. е. / т (сталь 40 конструкционная углеродистая качественная, т.к. количество легирующих элементов мало стоимость принимаем ближе к нижней границе) [Таблица 1.16, 2]; Цо = 29,8 у. е/т (лом) [Таблица 1.15, 2]; Сзч = 0,55 у. е. /чел. ч (холодные работы, сдельная оплата труда, IV разряд) [Таблица 1.14, 2]; Сн =80%
Масса
отходов. g0 = gH
(1 - К) = (1 - 0,3) = 7,48 кг;
(1 - 0,3) = 7,48 кг;
Время черновой обработки:
Схема
черновой обработки заготовки из проката
с указанием длины обрабатываемых
поверхностей и глубины резания показана
на рисунке 3.2.1![]()
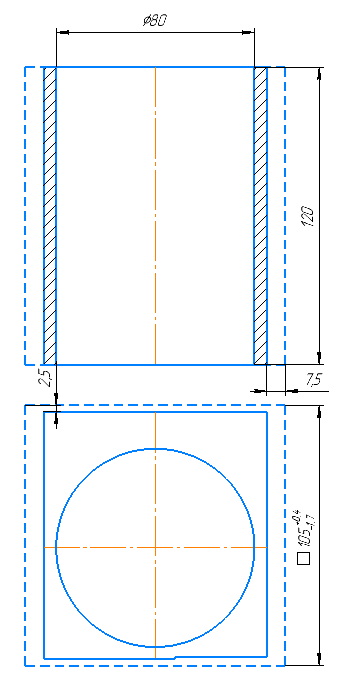
Рисунок 3.2.1 — Схема черновой обработки заготовки из проката
Определим
для каждого из режимов: длину обработки,
подачу и скорость резания [с.284, 8].
Результаты сведём в таблицу 3.2.1![]()
Таблица 3.2.1. Режимы резания при черновой обработке заготовки из проката.
Глубина резания t, мм |
Общая длина обрабатываемой поверхности l, мм |
Подача S, мм/зуб |
Требуемая скорость резания V, Мм/МИН |
Обороты шпинделя, об/мин |
2,5 |
124 |
0,1 |
50 |
795 |
8,5 |
124 |
0,1 |
50 |
795 |
80 |
124 |
0,1 |
50 |
795 |
Расчет оборотов шпинделя
n= =
=
 =
795 об/мин
=
795 об/мин
Примем, что количество зубьев у фрезы равно 4, тогда s=0,4 мм/об
Основное время найдём по формуле (3.2.1):
 (3.2.1)
(3.2.1)
где: l — длинна обрабатываемой поверхности, мм, i — количество проходов, n - обороты шпинделя, об/мин, S - подача, мм/об.
Получаем: T1= 0,39 мин; Т2 = 0,78 мин; Т3 = 1,56 мин;
Суммарное время черновой обработки: Т= 2,73 мин = 0,0455
Литая заготовка:
Цм = 210 у. е. / т (отливка простой группы сложности с массой 7,48 кг) [Таблица 1.17, 2]; Цо = 14.4 у. е/т [Таблица 1.15, 2]; Сзч = 0,55 у. е. /чел. ч (холодные работы, сдельная оплата труда, IV разряд) [Таблица 1.14, 2]; Сн =80%
Масса
отходов. g0 = gH
(1 - К) = (1 - 0,5) = 3,24 кг;
(1 - 0,5) = 3,24 кг;
Время черновой обработки:
Схема черновой обработки заготовки из проката с указанием длины обрабатываемых поверхностей и глубины резания показана на рисунке 3.2.2
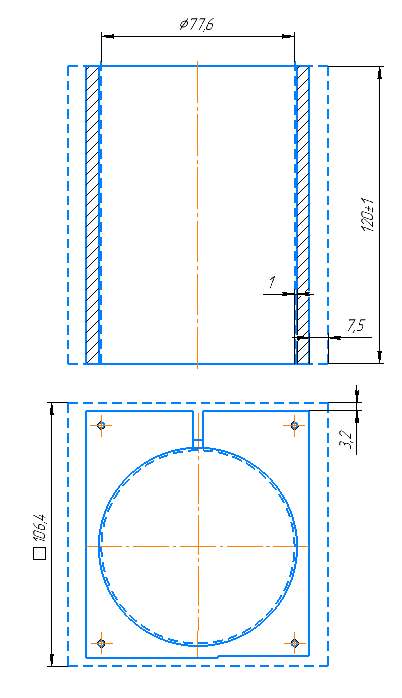
Рисунок 3.2.2 — Схема черновой обработки литой заготовки
Определим для каждого из режимов: длину обработки, подачу и скорость резания [с.284, 8]. Результаты сведём в таблицу 3.2.2
Таблица 3.2.2. Режимы резания при черновой обработке литой заготовки.
Глубина резания t, мм |
Общая длина обрабатываемой поверхности l, мм |
Подача S, мм/зуб |
Требуемая скорость резания мм/мин |
Обороты шпинделя, об/мин |
1 |
122 |
0,1 |
V |
795 |
4 |
122 |
0,1 |
V |
795 |
8 |
122 |
0,1 |
V |
795 |
Основное время найдём по формуле (3.2.1).
Получаем: T1= 0,38 мин; Т2 = 0,38 мин; Т3 = 0,38 мин;
Суммарное время черновой обработки: Т= 1,14 мин = 0,019 ч
Затраты на заготовку из проката: 10,69∙0.180-7,48∙0.0298+0.479∙0.0455∙(1+0.8)= 1,74 у.е.
Затраты на литую заготовку: 6,47∙0.210-3.24∙0.0144+0.55∙0.019∙(1+0.8)=1,33 у.е.
Благодаря высокому КИМ литой детали и меньшие затраты на ее изготовление, чем у заготовки из проката, выбираем данный способ получения заготовки.