

Выбор предельных отклонений диаметров резьбы гайки
Выбираем
предельные отклонения диаметров резьбы
гайки от номинального профиля. Согласно
ГОСТ 16093-81 для метрических резьб посадок
скольжения Н
 .
Верхние отклонения:
.
Верхние отклонения:

 .
Верхнее отклонение на наружный диаметр
гайки не регламентируется.
.
Верхнее отклонение на наружный диаметр
гайки не регламентируется.
Расчет предельных размеров резьбы в гайке
Произведем расчет предельных размеров резьбы в гайке по формулам:
D1max=D1+ESD1= 2,459 + 0.14=2.599 (3)
D2max=D2+ESD2= 2,675 + 0.1=2.775 (4)
D1min=D1+EID1= 2,459 +0=2.459 (5)
D2min=D2+EID2= 2,675 +0=2.675 (6)
Dmin=D+EID=3+0=3 (7)
Определение класса точности метчика
Класс точности метчика в зависимости от полей допусков нарезаемой резьбы выбираем согласно ГОСТ 16925-93. Для поля допуска 4Н рекомендуются метчики 1 класса точности.
Выбор предельных отклонений резьбы чистового метчика
Выбираем предельные отклонения диаметров и шага резьбы чистового метчика, допуска на половину угла профиля. Согласно ГОСТ 16925-93 принимаем значения:
eid2N= 0,024 мм; esd2N=0,008 мм;
eidN= 0,32 мм; esdN – не регламентируется
Допуск на половину угла профиля α/2: ±35 мин
Предельные отклонения шага резьбы ТР/2: ±8 мкм
Расчет предельных отклонений размеров наружного и среднего диаметров резьбы всех метчиков в комплекте
Произведем расчет предельных отклонений размеров наружного и среднего диаметров резьбы всех метчиков из комплекта, также находим длину режущей части lp. Расчеты сведем в таблицу 2.
Таблица 2
Комплект из трех метчиков |
|||
Чистовой
|
|
|
|
|
|
||
Черновой |
|
|
|
T’ |
T’
|
||
 =3
мм
=3
мм =
2,675 + 0,008 = 2,683мм
=
2,675 + 0,008 = 2,683мм =
1.0 мм
=
1.0 мм 3,32
мм
3,32
мм =
2,675 + 0,024 = 2,699 мм
=
2,675 + 0,024 = 2,699 мм =2
мм
=2
мм =
2,675–0,05= 2,625 мм
=
2,675–0,05= 2,625 мм =
3.0 мм
=
3.0 мм =T11=0,075
мм
=T11=0,075
мм =0,039
=0,039 +T6=
0,068 + 0,008 = 0,076 мм
+T6=
0,068 + 0,008 = 0,076 ммНаибольший внутренний диаметр для всех метчиков в комплекте принимают одинаковым:
d1Nmax = d1N – 0,055∙P=2,459 -0,055∙0,5 = 2,432 мм
Нижнее отклонение d1N и форма впадины метчика не регламентируется.
Расчет диаметра метчиков по переднему торцу
Согласно ГОСТ 16925-93 расчет диаметра метчиков по переднему торцу производим по формуле (8):
dT=D1 – (0,1…0,35) мм (8)
dT= 2,459 - 0,29= 2,430 мм
Определение углов ϕ режущей части всех метчиков в комплекте
Согласно ГОСТ 16925-93 определяем угол ϕ режущей части метчиков:
Чистовой:
tgϕ=
 0,285
0,285
ϕ =15°54'
Черновой:
tgϕ’=
 0,095
0,095
ϕ = 5°25'
Выбор переднего ɣ и заднего α углов
В соответствии с обрабатываемым материалом (чугун) и рекомендациями ГОСТ 3266-81 назначаем углы в пределах: передний ɣ=8-10°, задний угол α=4-6°.
Принимаем: ɣ=8°,α=5°.
Выбор числа зубьев метчика
Согласно
ГОСТ 3266-81 для резьб с
 z=3
z=3
Определение падения затылка К по вершинам витков режущей части
Для всех метчиков комплекта принимаем одно и то же значение К, рассчитанное по формуле (9):
К= (9)
(9)
К= =
0.275
мм
=
0.275
мм
Принимаем К=0,2 мм.
Затылование
 назначаем по ГОСТ 3449-84 в зависимости от
.
назначаем по ГОСТ 3449-84 в зависимости от
.
Принимаем К1= 0,01 мм.
Выбор габаритных размеров метчиков, формы и размеров стружечных канавок
Размеры метчика и его конструктивных элементов выполняется согласно ГОСТ 3266-81 Эскиз метчика представлен на рисунке 1.
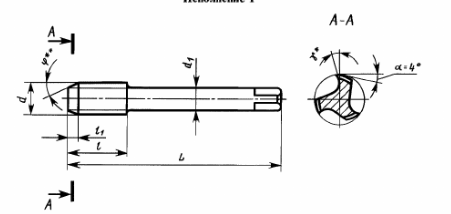
Рисунок 1 – Размеры метчика и его элементов
Размеры принимаем:
L = 48 мм;
l = 11 мм;
d1=2,24 мм;
Чистовой:
l1=1,0 мм
ϕ=22°
Черновой:
l1=1,5 мм
ϕ=14°
Размеры центровых отверстий согласно ГОСТ 14034-74 представлены на рисунке 2.

Рисунок 2 – Размеры центрового отверстия
Размеры центрового отверстия: D=3 мм, d=0,8мм, l=1,1мм, l1=0,78мм, d1=1,70 мм .
Размеры квадрата хвостовика согласно ГОСТ 9523-84 представлено на рисунке 3.
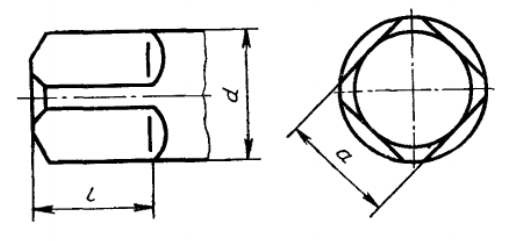
Рисунок 3 – Размеры хвостовика
Размеры хвостовика: d=2,24мм, l=4мм, a=1,8мм.
Согласно ГОСТ 3266-81 выбираем размеры стружечной канавки dc=1,4; z=3; r=0,3.
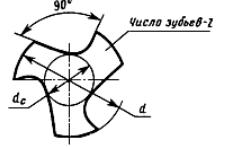
Рисунок 2 - Стружечные канавки метчиков d<5,5мм