

2. Определение потребности в технологическом оборудовании
2.1. Определение уровня автоматизации тп
Рассчитаем уровень автоматизации технологической подсистемы до модернизации и после модернизации. (рис.6)
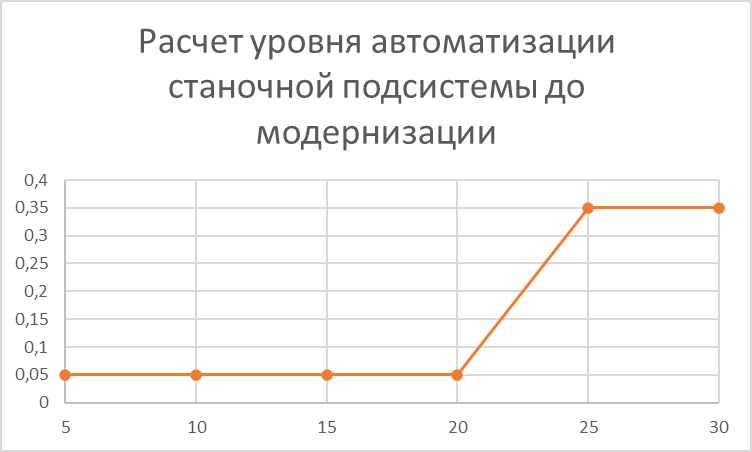
Рис. 6
 ,
,
где
 - количество подразделения ГАУ;
- количество подразделения ГАУ;
 -
сумма уровней автоматизации технологического
оборудования и всех подразделений ГАУ.
(рис.7)
-
сумма уровней автоматизации технологического
оборудования и всех подразделений ГАУ.
(рис.7)
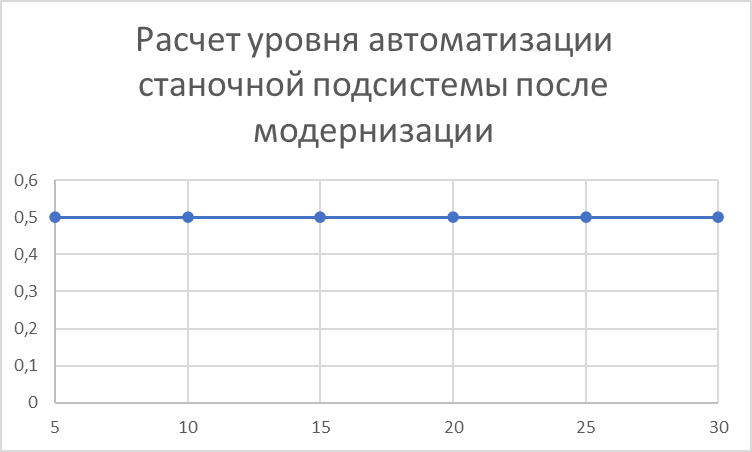
Рис. 7
Принимаем общий уровень автоматизации 0,5.
2.2. Определение количества основного технологического оборудования
При разработке структуры автоматического производственного комплекса необходимо знать потребное количество основного и вспомогательного оборудования для обеспечения заданной программы выпуска деталей.
Определить количество основного оборудования, включаемого в автоматический комплекс, можно, исходя из среднего такта выпуска деталей на комплексе.
Средний такт выпуска деталей

где Фо - номинальный фонд времени работы оборудования , ч. [5]
при односменной работе оборудования Фо=2070 ч.;
при двухсменной работе Фо=4140 ч.;
при трехсменной работе Фо=6210 ч.
Примем двухсменный режим работы

К - коэффициент использования оборудования принимаем равным общему уровню автоматизации;
Nг - годовая программа выпуска деталей.
Согласно заданию время выполнения
№ операции |
005 |
010 |
015 |
020 |
025 |
030 |
|
Время выполнения То, мин |
5 |
4 |
5 |
5 |
6 |
6 |
31 |
Определим степень загрузки оборудования

№ операции |
005 |
010 |
015 |
020 |
025 |
030 |
Кзср |
Коэффициент загрузки, Кз |
0,72 |
0,58 |
0,72 |
0,72 |
0,87 |
0,87 |
0,75 |
Рис.8
Исходя из коэффициентов загрузки принимаем следующее количество оборудования.
№ операции |
005 |
010 |
015 |
020 |
025 |
030 |
Ед. оборудования |
1 |
1 |
1 |
1 |
1 |
1 |
3. Разработка компоновок гпм
3.1. Определение структуры гпм для операций 005, 010, 015 и 020. На базе фрезерного станка модели 6р13ф3
Для функционирования полностью в автоматическом режиме станок надо дооснастить обеспечивающими системами:
подачи заготовок,
контроля инструмента,
В связи с малым объемом стружки система автоматизированного удаления стружки для данного ГПМ не предусмотрена.
Рабочая зона ограждена механически сдвигающейся шторкой
3
2
2
1

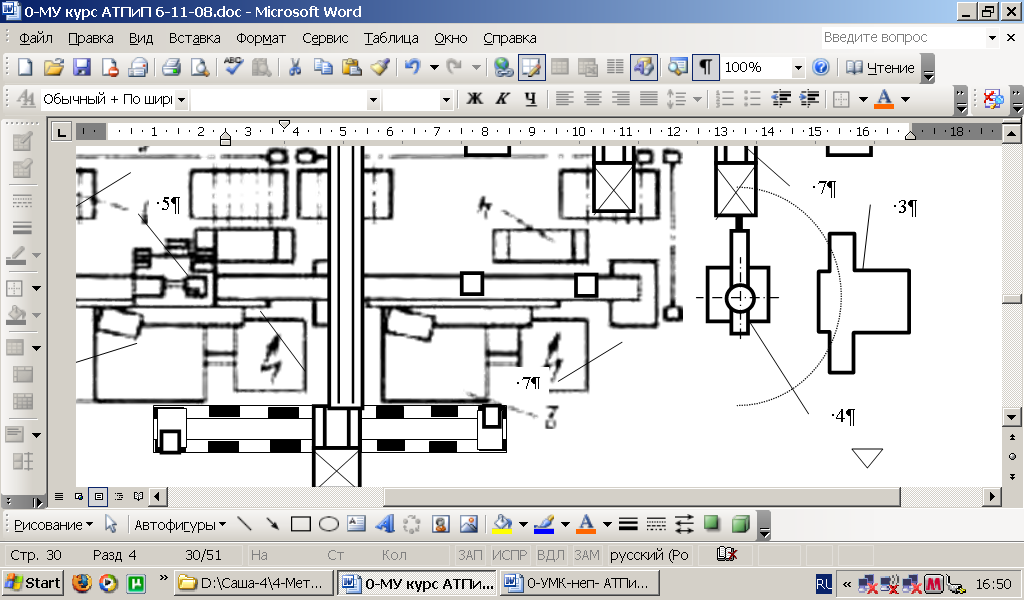
Рис. 9 Компоновка ГПМ на базе фрезерного станка 6Р13РФ2 и ПР МП20:
1 - ПР МП20, 2 - 6Р13РФ2, 3 - шторка
3.2. Определение структуры гпм для операций 025 и 030, на базе шлифовальных станков модели 3л722вф1
Для функционирования полностью в автоматическом режиме станок надо дооснастить обеспечивающими системами:
подачи и снятия заготовок,
контроля инструмента,
В связи с малым объемом стружки система автоматизированного удаления стружки для данного ГПМ не предусмотрена.
Рабочая зона ограждена механически сдвигающейся шторкой
Произведем перерасчет степени автоматизации для 3Л722ВФ1
№ п/п |
Наименование функции |
Уровень автоматизации |
Значение |
|
|
Включение оборудования |
ручное |
0 |
|
|
Установка заготовки на станке |
автоматическое |
1 |
|
|
Закрепление заготовки на станке |
автоматическое |
1 |
|
|
Обработка заготовки |
автоматическое |
1 |
|
|
Контроль обрабатываемой поверхности |
автоматизированное |
0,5 |
|
|
Контроль режущего инструмента |
автоматизированный |
0,5 |
|
|
Правка режущего инструмента |
автоматическая |
1 |
|
|
Снятие готовой детали |
автоматическое |
1 |
|
|
Удаление отходов |
автоматизированный |
0,5 |
|
|
Выключение оборудования |
автоматическое |
1 |
Итого |
7,5 |
||
