

Гричачина АА Нормирование 4 курс ВСЕ ИСправлено
.pdf.
Отклонения отверстиz: = +0.025 мм = 25 мкм (верхнее), = 0 мм
(нижнее), 7 = 25 мкм = 0.025 мм – допуск;
Отклонения вала: = +0.008 мм = +8 мкм (верхнее), = = −0.008 мм = −8 мкм (нижнее), 6 = 16 мкм = 0.016 мм – допуск;
max = + = 32 мм + 0.008мм = 32.008 мм; dm = + = 32 мм + (−0.0065) мм = 31.992 мм;= + = 32 мм + 0.025 мм = 32.025 мм;= + = 32 мм + 0 мм = 32 мм;
= − = − = 0.025 мм − 0 мм = 0.025 мм = 25 мкм;= − = − = 0.008 мм + 0.008 мм = 0.016 мм = 16 мкм;= − = 0.008 мм − 0 мм = 0.008 мм = 8 мкм;
= − = −0.008 мм − 0.025 мм = −0.033 мм = −33мкм,
− = ,
= − = 0.008 мм − (−0.033) мм = 0.041 мм = 41 мкм,
Схема расположения полей допусков:
.
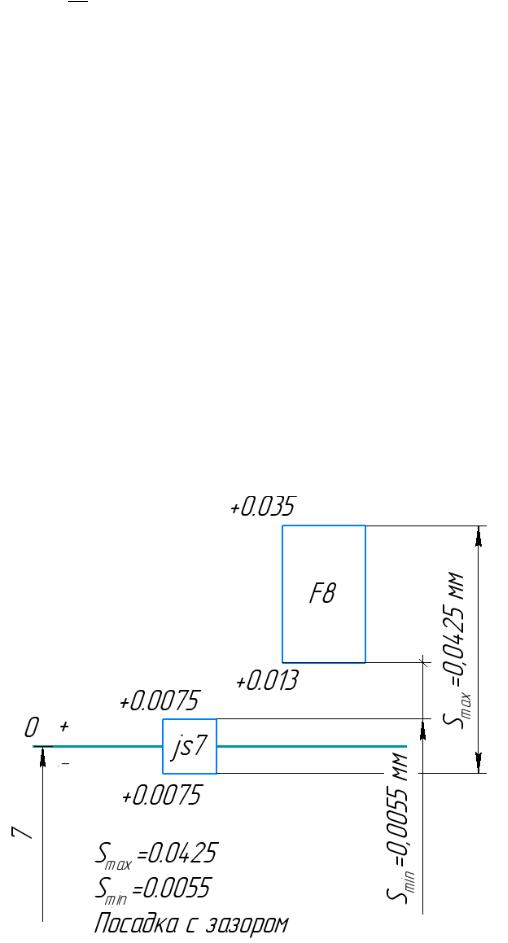
Отклонения отверстия под шлиц: = +0.035 мм = 35 мкм (верхнее),
= +0.013 мм = 13 мкм (нижнее), 8 = 22 мкм = 0.022 мм – допуск;
Отклонения шлица: = +0.0075 мм = +7.5 мкм (верхнее), = = −0.0075 мм = −7.5 мкм (нижнее), 7 = 15 мкм = 0.015 мм – допуск;
max = + = 7 мм + 0.0075 мм = 7.0075 мм; bm = + = 7 мм + (−0.0075) мм = 7.9925 мм;= + = 7 мм + 0.035 мм = 7.035 мм;= + = 7 мм + 0.013 мм = 7.013 мм;
= − = − = 0.035 мм − 0.013 мм = 0.022 мм = 22 мкм;= − = − = 0.0075 мм + 0.0075 мм = 0.015 мм = 15мкм;= − = 0.035 мм − (−0.0075)мм = 0.0425 мм = 42.5 мкм;= − = 0.013 мм − 0.075 мм = −0.0055 мм;
= − = 0.0425 мм + 0.0055 мм = 0.048 мм = 48 мкм
Схема расположения полей допусков:

. :
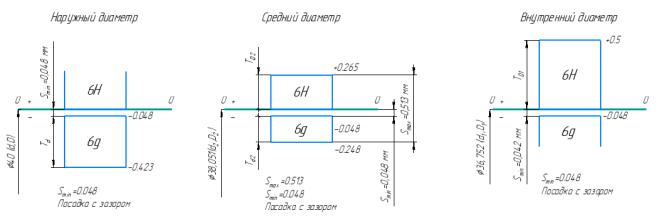
= 3 мм − шаг резьбы (основной),
= = 40 мм − номинальный диаметр (наружный),
2 = 2 = 38.051 мм − средний диаметр,
1 = 1 = 36.752 мм − внутренний диаметр;
= 375 мкм;1 = 500 мкм;2 = 200 мкм;2 = 265 мкм.
Допуски диаметров 1 и не устанавливаются. А допуски среднего диаметра резьбы являются суммарными.
Основные отклонения наружного диаметра резьбового соединения:
= 0 мкм = 0 мм;
− не регламентируется;
e = −48 мкм = −0.048 мм;
= − = −0.048 мм − 0.375 мм = −0.423 мм = −423 мкм;
Основные отклонения среднего диаметра резьбового соединения:
2 = −48 мкм = −0.048 мм;2 = 2 − 2 = −0.048 мм − 0.2 мм = −0.248 мм = −248 мкм
2 = 0 мкм = 0 мм ;2 = 2 + 2 = 0 мм + 0.265 мм = 0.265 мм = 265 мкм;
Основные отклонения внутреннего диаметра резьбового соединения:
1 = −48 мкм = −0.048 мм;
1 − не регламентируется;
1 = 0 мкм = 0 мм;1 = 1 + 1 = 0 мм + 0.5 мм = 0.5 мм = 500 мкм;
Предельные размеры диаметров:
Для наружной резьбы:
= + = 40 мм + (−0.048) мм = 39.952 мм,2 = 2 + 2 = 38,051 мм + (−0.048) мм = 38,003 мм,1 = 1 + 1 = 36.752 мм + (−0.048) мм = 36.704 мм,= + = 40 мм + (−0.423) мм = 39.577 мм,2 = 2 + 2 = 38.051 мм + (−0.248) мм = 37.803 мм,
1 − не нормируется;
Для внутренней резьбы:
− не нормируется,
2 = 2 + 2 = 38.051 мм + 0.265 мм = 38.316 мм,1 = 1 + 1 = 36.752 мм + 0.5 мм = 41.252 мм,= + = 40 мм + 0 мм = 40 мм,
2 = 2 + 2 = 38.051 мм + 0 мм = 38.051 мм,1 = 1 + 1 = 36.752 мм + 0 мм = 36.752 мм;
Предельные зазоры резьбовой посадки для наружного диаметра:
= − = 40 мм − 39.952 мм = 0.048 мм = 48 мкм;
Предельные зазоры резьбовой посадки для среднего диаметра:
= 2 − 2 = 38.051 мм − 38,003 мм = 0.048 мм = 48 мкм,= 2 − 2 = 38.051 мм − 37.803 мм = 0.513 мм = 513 мкм;
Предельные зазоры резьбовой посадки для внутреннего диаметра:
= 1 − 1 = 36.752 мм − 36.704 мм = 0.048 мм = 48 мкм
Схемы расположения полей допусков:

. :
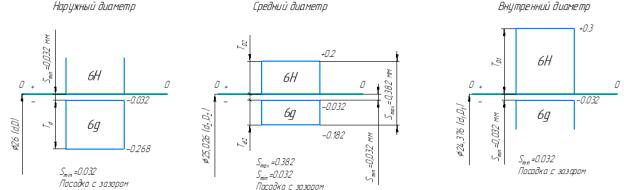
= 1,5 мм − шаг резьбы (основной),
= = 26 мм − номинальный диаметр (наружный),
2 = 2 = 25.026 мм − средний диаметр,
1 = 1 = 24.376 мм − внутренний диаметр;
= 236 мкм;1 = 300 мкм;2 = 150 мкм;2 = 200 мкм.
Допуски диаметров 1 и не устанавливаются. А допуски среднего диаметра резьбы являются суммарными.
Основные отклонения наружного диаметра резьбового соединения:
= 0 мкм = 0 мм;
− не регламентируется;
e = −32 мкм = −0.032 мм;
= − = −0.032 мм − 0.236 мм = −0.268 мм = −268 мкм;
Основные отклонения среднего диаметра резьбового соединения:
2 = −32 мкм = −0.032 мм;2 = 2 − 2 = −0.032 мм − 0.15 мм = −0.182 мм = −182 мкм
2 = 0 мкм = 0 мм ;2 = 2 + 2 = 0 мм + 0.2 мм = 0.2 мм = 200 мкм;
Основные отклонения внутреннего диаметра резьбового соединения:
1 = −32 мкм = −0.032 мм;
1 − не регламентируется;
1 = 0 мкм = 0 мм;1 = 1 + 1 = 0 мм + 0.3 мм = 0.3 мм = 300 мкм;
Предельные размеры диаметров:
Для наружной резьбы:
= + = 26 мм + (−0.032) мм = 25.968 мм,2 = 2 + 2 = 25,026 мм + (−0.032) мм = 24,994 мм,1 = 1 + 1 = 24.376 мм + (−0.032) мм = 24,344 мм,= + = 26 мм + (−0.268) мм = 25,732 мм,2 = 2 + 2 = 25,026 мм + (−0.182) мм = 24,844 мм,
1 − не нормируется;
Для внутренней резьбы:
− не нормируется,
2 = 2 + 2 = 25,026 мм + 0.2 мм = 25.226 мм,1 = 1 + 1 = 24.376 мм + 0.3 мм = 24.676 мм,= + = 26 мм + 0 мм = 26 мм,
2 = 2 + 2 = 25,026 мм + 0 мм = 25,026 мм,1 = 1 + 1 = 24.376 мм + 0 мм = 24.376 мм;
Предельные зазоры резьбовой посадки для наружного диаметра:
= − = 26 мм − 25.968 мм = 0.032 мм = 32 мкм;
Предельные зазоры резьбовой посадки для среднего диаметра:
= 2 − 2 = 25,026 мм − 24,994 мм = 0.032 мм = 32 мкм,= 2 − 2 = 25.226 мм − 24,844 мм = 0.382 мм = 382 мкм;
Предельные зазоры резьбовой посадки для внутреннего диаметра:
= 1 − 1 = 24.376 мм − м мм = 0.032 мм = 32 мкм
Схемы расположения полей допусков:

. :
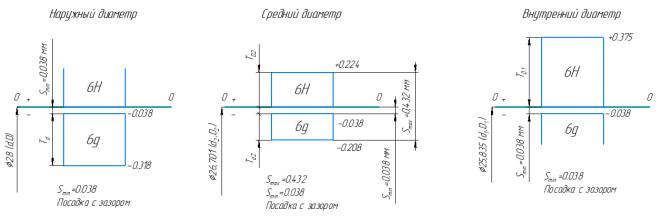
= 2 мм − шаг резьбы (основной),
= = 28 мм − номинальный диаметр (наружный),
2 = 2 = 26.701 мм − средний диаметр,
1 = 1 = 25.835 мм − внутренний диаметр;
= 280 мкм;1 = 375 мкм;2 = 170 мкм;2 = 224 мкм.
Допуски диаметров 1 и не устанавливаются. А допуски среднего диаметра резьбы являются суммарными.
Основные отклонения наружного диаметра резьбового соединения:
= 0 мкм = 0 мм;
− не регламентируется;
e = −38 мкм = −0.038 мм;
= − = −0.038 мм − 0.280 мм = −0.318 мм = −318 мкм;
Основные отклонения среднего диаметра резьбового соединения:
2 = −38 мкм = −0.038 мм;2 = 2 − 2 = −0.038 мм − 0.17 мм = −0.208 мм = −208 мкм
2 = 0 мкм = 0 мм ;2 = 2 + 2 = 0 мм + 0.224 мм = 0.224 мм = 224 мкм;
Основные отклонения внутреннего диаметра резьбового соединения:
1 = −38 мкм = −0.038 мм;
1 − не регламентируется;
1 = 0 мкм = 0 мм;1 = 1 + 1 = 0 мм + 0.375 мм = 0.375 мм = 375 мкм;
Предельные размеры диаметров:
Для наружной резьбы:
= + = 28 мм + (−0.038) мм = 27,962 мм,2 = 2 + 2 = 26.701 мм + (−0.038) мм = 26,663 мм,1 = 1 + 1 = 25.835 мм + (−0.038) мм = 25,797 мм,= + = 28 мм + (−0.318) мм = 27,682 мм,2 = 2 + 2 = 26.701 мм + (−0.208) мм = 26,493 мм,
1 − не нормируется;
Для внутренней резьбы:
− не нормируется,
2 = 2 + 2 = 26.701 мм + 0.224 мм = 26,925 мм,1 = 1 + 1 = 25.835 мм + 0.375 мм = 26,21 мм,= + = 28 мм + 0 мм = 28 мм,
2 = 2 + 2 = 26.701 мм + 0 мм = 26.701 мм,1 = 1 + 1 = 25.835 мм + 0 мм = 25.835 мм;
Предельные зазоры резьбовой посадки для наружного диаметра:
= − = 28 мм − 27,962 мм = 0.038 мм = 38 мкм;
Предельные зазоры резьбовой посадки для среднего диаметра:
= 2 − 2 = 26.701 мм − 26,663 мм = 0.038 мм = 38 мкм,= 2 − 2 = 26,925 мм − 26,493 мм = 0.432 мм = 432 мкм;
Предельные зазоры резьбовой посадки для внутреннего диаметра:
= 1 − 1 = 25.835 мм − 25,797 мм = 0.038 мм = 38 мкм
Схемы расположения полей допусков:

|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ГОСТ 3.1502-85 |
Форма 2 |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Взам. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
1 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Разраб. |
|
Гричачина А.А. |
|
|
|
|
|
бПУ Гр. 3331505/101 |
|
|
|
|
|
|
|
|
|
|
|
|
|
3331505/10101 |
||||||||||||||||
Проверил |
|
Макарова Т.А. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
Утвердил |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Крышка (единичное производство) |
|
|
|
|
|
|
КП |
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||
Н. контр. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
Наименование операции |
|
|
|
|
|
|
Наименование, марка материала |
|
|
|
|
|
|
|
МД |
||||||||||||||||||
|
|
|
|
|
|
Контрольная |
|
|
|
|
|
|
|
|
|
|
|
Сталь 40Х ГОСТ 4543-2016 |
|
|
|
|
|
|
0,83 |
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
Наименование оборудования |
|
|
|
То |
|
Тв |
|
|
|
|
|
|
|
|
|
|
|
|
|
Обозначение |
|
ИОТ |
||||||||||||
|
|
|
|
|
Стол БТК |
|
- |
|
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Р |
Контролируемые параметры |
|
Код средств ТО |
|
|
|
|
|
Наименование средств ТО |
Объем и ПК |
То/Тв |
|||||||||||||||||||||||||||
01 |
|
|
|
|
Ø85h8 |
2703555 |
|
|
|
|
|
|
Микрометр МКЦ 100-1 ГОСТ 6507-90 |
100% |
|
- |
||||||||||||||||||||||
02 |
25, Ø90, Ø70, Ø75, Ø45, 5, 6, 9, 20 |
|
|
2703941 |
|
|
|
|
|
|
ШЦ-I-125-0,05 ГОСТ 166-89 |
100% |
|
- |
||||||||||||||||||||||||
03 |
|
|
Ø58 |
|
|
|
|
2703671 |
|
|
|
|
|
|
Нутромер 50-100 ГОСТ 9244–75 |
100% |
|
- |
||||||||||||||||||||
04 |
|
|
|
|
R8 |
2703891 |
|
|
|
|
|
|
|
Шаблон |
100% |
|
- |
|||||||||||||||||||||
05 |
|
|
|
|
R6 |
2703891 |
|
|
|
|
|
|
|
Шаблон |
100% |
|
- |
|||||||||||||||||||||
06 |
|
|
Допуск параллельности |
2703961 |
|
|
|
|
икатор часового типа ГОСТ 577-68, штатив, пли |
100% |
|
- |
||||||||||||||||||||||||||
07 |
|
|
|
Позиционный допуск |
2701641 |
|
|
|
|
|
|
Позиционный калибр ГОСТ 16085-80 |
100% |
|
- |
|||||||||||||||||||||||
08 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
- |
|||
09 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
- |
|||
10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
- |
|||
11 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
13 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ОК |
Технический контроль |
1 |
ГОСТ 3.1502-85 Форма 2
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Дубл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Взам. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
1 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Разраб. |
|
Гричачина А.А. |
|
|
|
|
|
бПУ Гр. 3331505/101 |
|
|
|
|
|
|
|
|
|
|
|
|
3331505/10101 |
||||||||||||||||
Проверил |
|
Макарова Т.А. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
Утвердил |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Крышка (серийное производство) |
|
|
|
|
|
КП |
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
Н. контр. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
Наименование операции |
|
|
|
|
|
|
Наименование, марка материала |
|
|
|
|
|
|
|
МД |
|||||||||||||||||
|
|
|
|
|
Контрольная |
|
|
|
|
|
|
|
|
|
|
|
Сталь 40Х ГОСТ 4543-2016 |
|
|
|
|
|
|
|
0,83 |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
Наименование оборудования |
|
|
|
То |
|
Тв |
|
|
|
|
|
|
|
|
|
|
|
|
|
Обозначение |
|
ИОТ |
||||||||||||
|
|
|
|
|
Стол БТК |
|
- |
|
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Р |
Контролируемые параметры |
|
Код средств ТО |
|
|
|
|
|
Наименование средств ТО |
|
Объем и ПК |
|
То/Тв |
||||||||||||||||||||||||
01 |
|
|
|
Ø85h8 |
2701621 |
|
|
|
|
|
|
Калибр-скоба 8113-0155 h8 ГОСТ 18360-93 |
100% |
|
|
- |
|||||||||||||||||||||
02 |
|
|
Ø125 |
|
|
|
|
2701621 |
|
|
|
|
|
|
Калибр-скоба 8113-0208 ГОСТ 18360-93 |
100% |
|
|
- |
||||||||||||||||||
03 |
|
|
Ø90 |
|
|
|
|
2701621 |
|
|
|
|
|
|
Калибр-скоба 8113-0157 ГОСТ 18360-93 |
100% |
|
|
- |
||||||||||||||||||
04 |
|
|
Ø70 |
|
|
|
|
2701621 |
|
|
|
|
|
|
Калибр-скоба 8113-0149 ГОСТ 18360-93 |
100% |
|
|
- |
||||||||||||||||||
05 |
|
|
Ø58 |
|
|
|
|
2703671 |
|
|
|
|
|
|
Нутромер 50-100 ГОСТ 9244–75 |
100% |
|
|
- |
||||||||||||||||||
06 |
|
|
Ø45 |
|
|
|
|
2701641 |
|
|
|
|
|
|
Калибр-пробка 8133-0958 ГОСТ 14810-69 |
100% |
|
|
- |
||||||||||||||||||
07 |
|
|
5 |
|
|
|
|
2703942 |
|
|
|
|
|
|
|
Шаблон |
100% |
|
|
- |
|||||||||||||||||
08 |
|
|
6 |
|
|
|
|
2701621 |
|
|
|
|
|
|
Калибр-скоба 8113-0064 ГОСТ 18360-93 |
100% |
|
|
- |
||||||||||||||||||
09 |
|
|
9 |
|
|
|
|
2703942 |
|
|
|
|
|
|
|
Шаблон |
100% |
|
|
- |
|||||||||||||||||
10 |
|
|
20 |
|
|
|
|
2703942 |
|
|
|
|
|
|
|
Шаблон |
100% |
|
|
- |
|||||||||||||||||
11 |
|
|
32 |
|
|
|
|
2701621 |
|
|
|
|
|
|
Калибр-скоба 8113-0124 ГОСТ 18360-93 |
100% |
|
|
- |
||||||||||||||||||
12 |
|
|
|
|
R6 |
2703891 |
|
|
|
|
|
|
|
Шаблон |
100% |
|
|
|
|
||||||||||||||||||
13 |
|
|
|
|
R8 |
2703891 |
|
|
|
|
|
|
|
Шаблон |
100% |
|
|
|
|
||||||||||||||||||
ОК |
Технический контроль |
1 |