

Технологический маршрут изготовления детали
Для обработки детали «Корпус колонки верхний» был разработан следующий технологический маршрут:
005 – Заготовительная;
010 – Слесарная;
015 – Фрезерная с ЧПУ;
020 – Фрезерная с ЧПУ;
025 – Отрезная электроэрозионная;
030 – Слесарная;
035 – Плоскошлифовальная;
040 – Внутришлифовальная с ЧПУ ;
045 – Контроль;
050 – Химико-термическая;
055 – Промывка.
Выбор технологических баз
По ранее принятому технологическому процессу заготовка обрабатывается в следующие основные этапы:
15 Фрезерная с ЧПУ, подготовка баз, базирование по главной базирующей поверхности – установочная база; по боковой поверхности с двумя точками – направляющая база; по боковая поверхность с одной точкой – упорная база;
20 Фрезерная с ЧПУ, базирование по оси отверстия – двойная направляющая база, по торцу – опорная база;
25 Отрезная электроэрозионная, базирование аналогично операции 15;
35 Плоскошлифовальная, базирование аналогично операции 15;
40 Внутришлифовальная с ЧПУ, базирование по оси детали и торцу.
Проектирование маршрута изготовления детали
Разработанный маршрут изготовления детали представлен в таблице 1.4.
Таблица 1.4
Маршрут изготовления детали
№ |
Наименование и краткое содержание операции |
Операционный эскиз |
05 |
Заготовительная. Получение литой заготовки |
- |
10 |
Слесарная. Зачистить заусенцы, притупить острые кромки |
- |
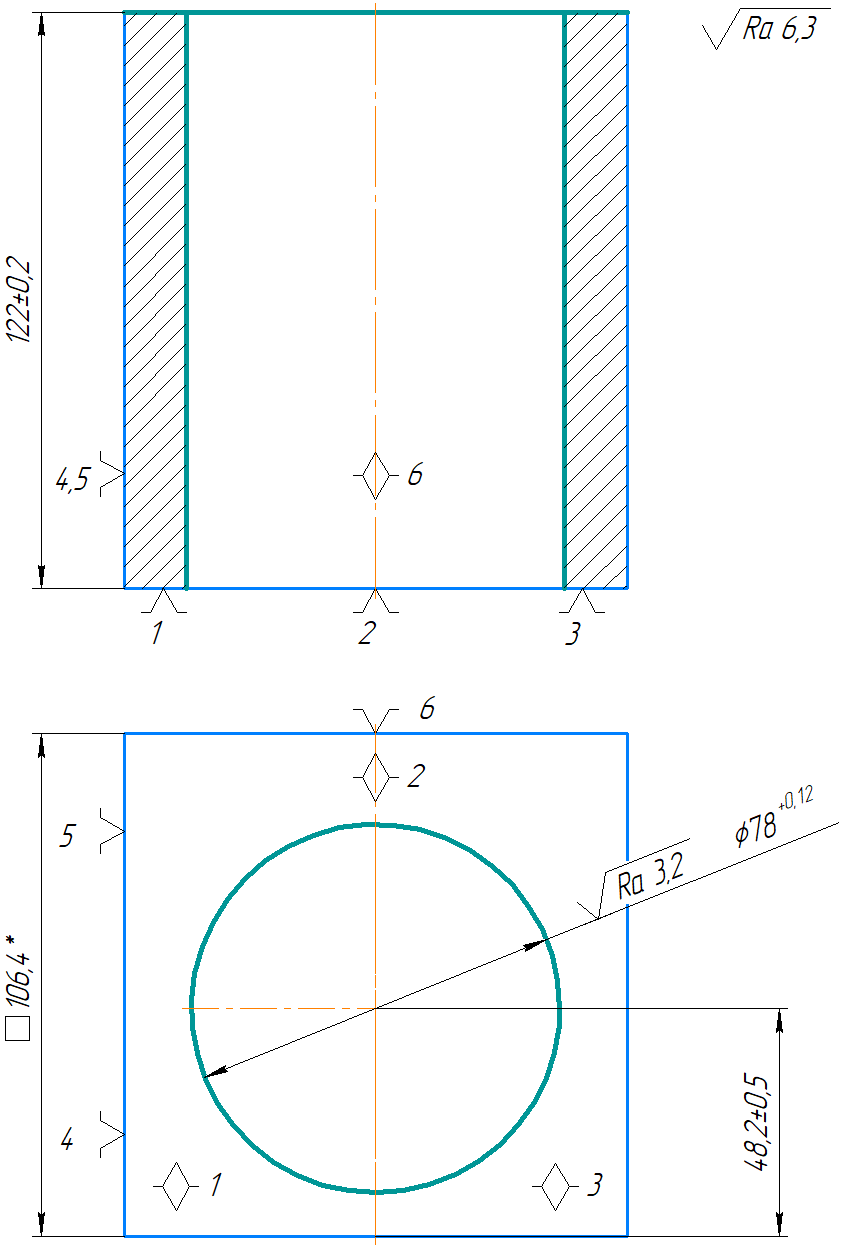
15 |
Фрезерная с ЧПУ |
|
Продолжение таблицы 1.4
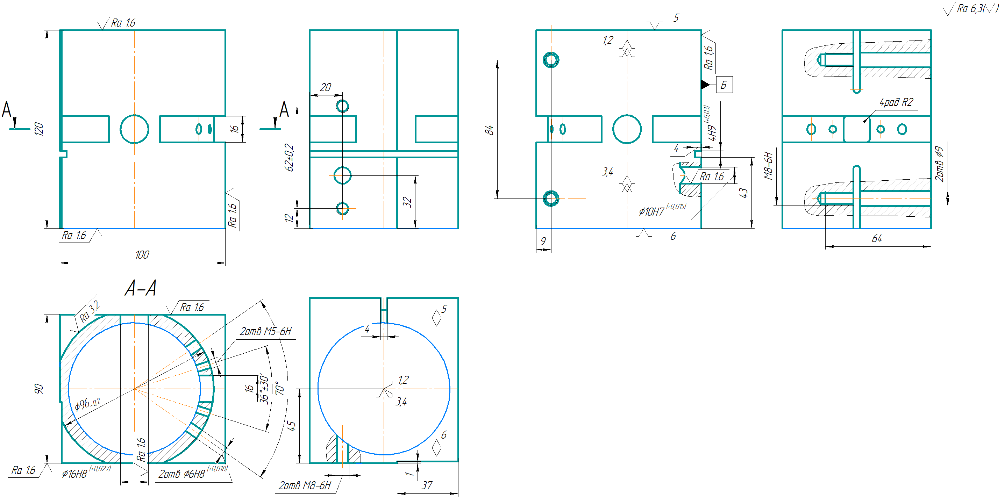
20 |
Фрезерная с ЧПУ |
|
25 |
Отрезная электроэрозион-ная |
|
30 |
Слесарная. Зачистить заусенцы, притупить острые кромки |
- |
Продолжение таблицы 1.4
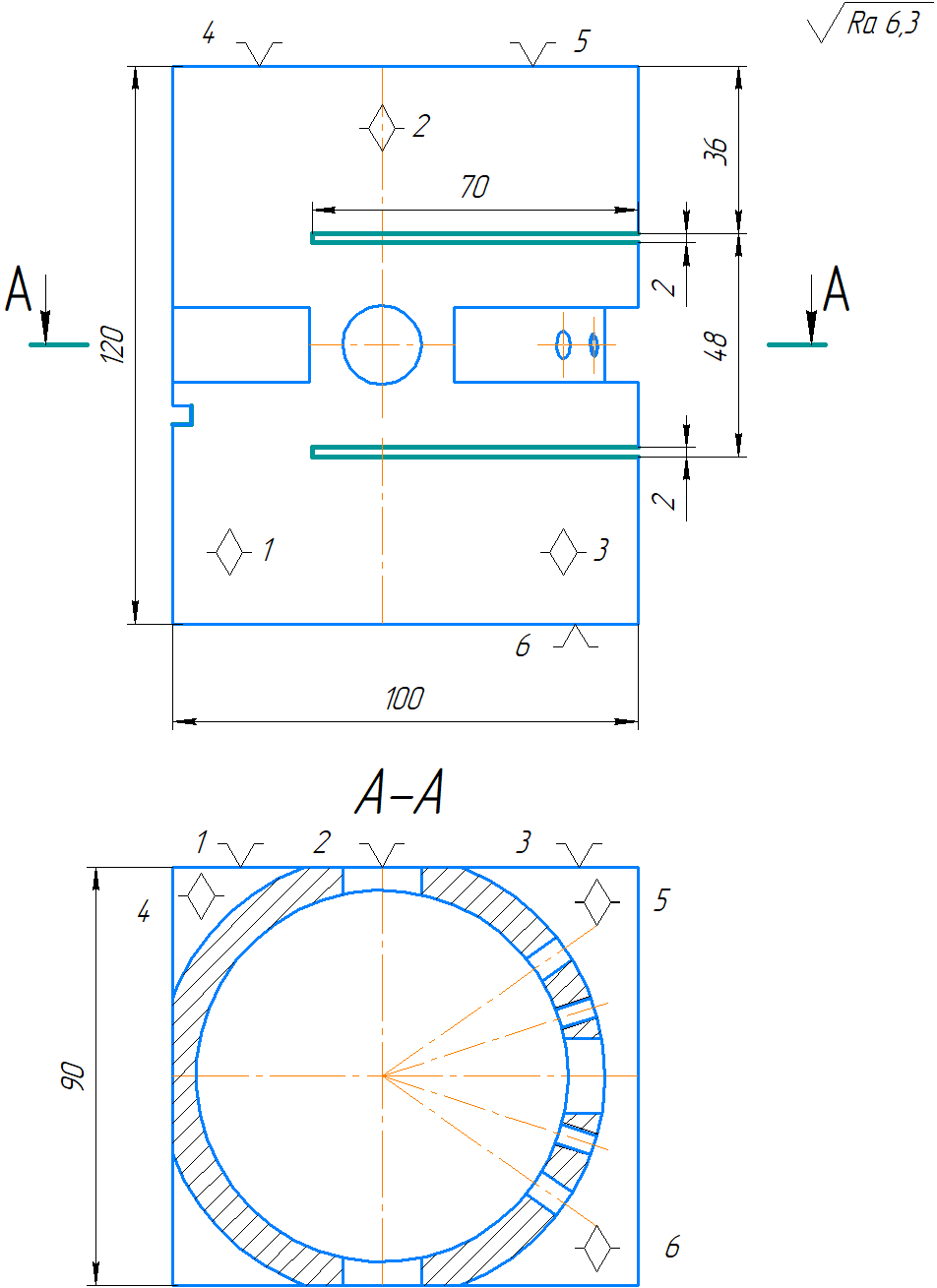
35 |
Плоскошлифоваль-ная |
|
Окончание таблицы 1.4
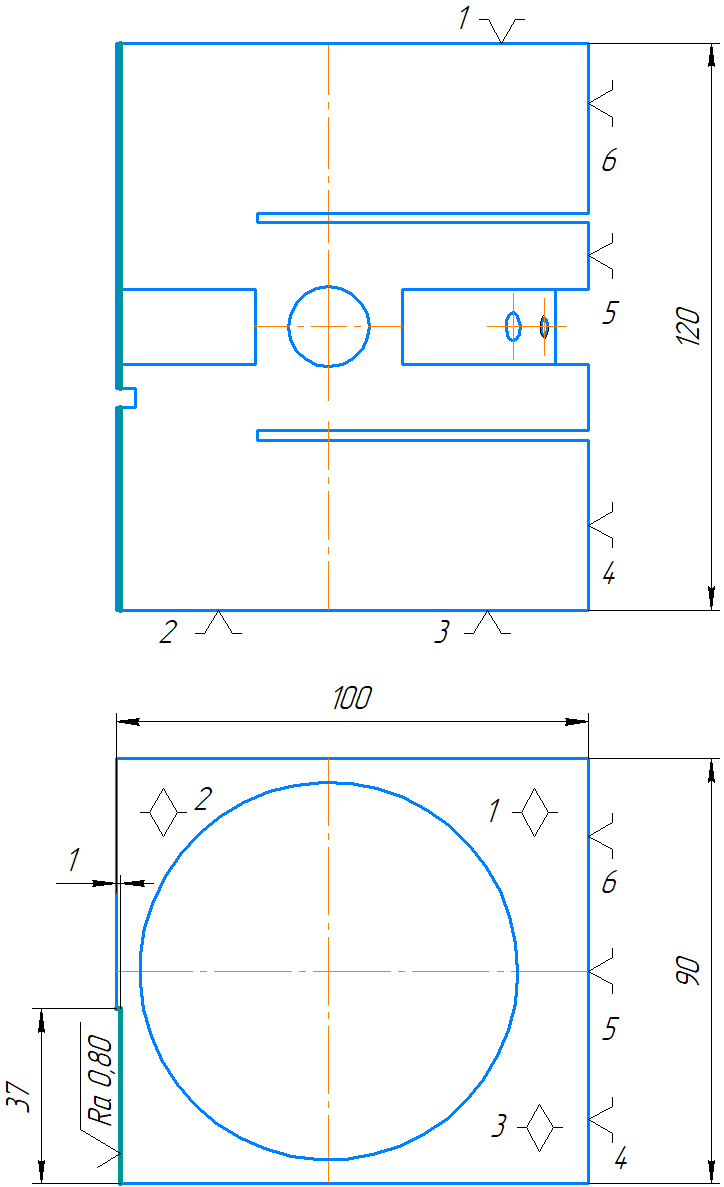
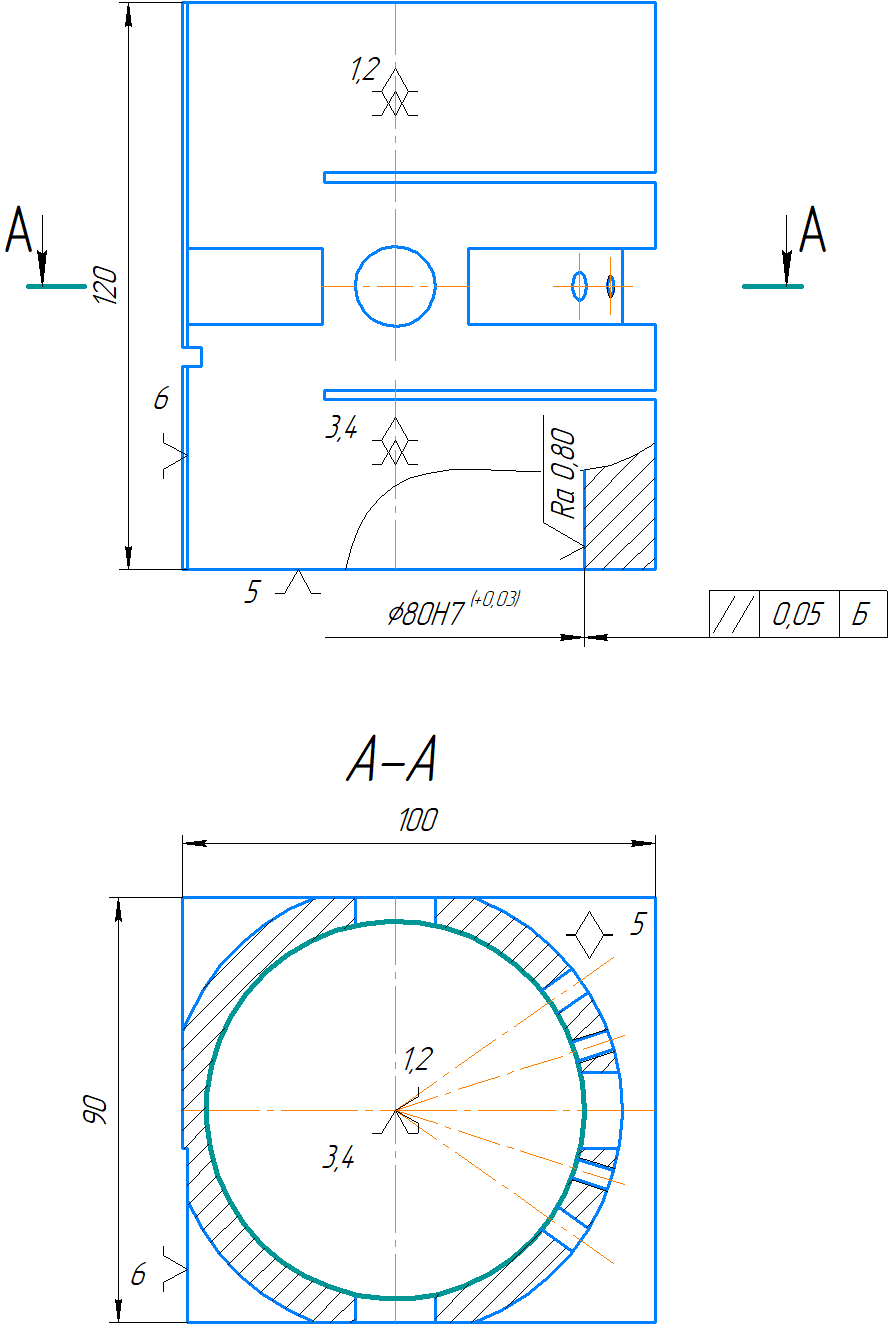
40 |
Внутришлифоваль-ная с ЧПУ |
|
45 |
Контрольная. Контролировать размеры |
- |
50 |
Химико-термическая. Оксидирование |
- |
55 |
Промывка. Промыть деталь |
- |
Проектирование технологических операций
Оборудование, приспособления, измерительный и режущий инструмент
В приведенной таблице 1.5 указано технологическое оборудование, режущий и контрольно-измерительный инструмент, подобранные для выполнения всех операций при изготовлении детали «Корпус колонки верхний».
Таблица 1.5
Перечень станков, режущего и измерительного инструмента по операциям
Оп. |
Станок |
Приспособления |
Режущий инструмент |
Измерительный инструмент |
015 |
Фрезерный станок с ЧПУ DMG DMF180 linear |
Тиски 7201-0003 ГОСТ 16518-96, стол |
Торцевая фреза, корпусная фреза |
Цифровой штангенциркуль ШЦЦ-I-300-0,01 ГОСТ 166-89 |
020 |
Фрезерный станок с ЧПУ DMG DMF180 linear |
Трехкулачковый патрон SAUTER CTX gamma 1250, упор 7011-0051 ГОСТ 12937-67 |
Торцевая фреза, концевые фрезы, сверла, развертки, метчики |
Цифровой штангенциркуль ШЦЦ-I-300-0,01ГОСТ 166-89, Калибр-пробки резьбовая ГОСТ 17758-72, Калибр-пробки гладкие ГОСТ 14810-69. |
025 |
Электроэрози-онный проволочно-вырезной однопроходной станок DK7732 |
Тиски 7201-0003 ГОСТ 16518-96; стол |
Проволока |
Цифровой штангенциркуль ШЦЦ-I-300-0,01 ГОСТ 166-89 |
Окончание таблицы 1.5
035 |
Плоскошлифовальный станок Spitzen SSG-1535 |
Тиски 7201-0003 ГОСТ |
Шлифовальный круг |
Цифровой штангенциркуль ШЦЦ-I-300-0,01 ГОСТ 166-89, Профилометр |
040 |
Внутришлифовальный станок Spitzen SIG-150 NC |
Патрон четырехкулачковый с независимым перемещением кулачков ГОСТ 3890-82, упор 7011-0051 ГОСТ 12937-67 |
Шлифовальный круг |
Цифровой штангенциркуль ШЦЦ-I-300-0,01 ГОСТ 166-89, Профилометр |