

Выбор исходной заготовки и методов ее изготовления
Выбор заготовки по результатам расчёта ким
Для изготовления детали рассматриваются два технологических варианта: нарезка из горячекатаного квадратного проката и литье в кокиль.
При использовании проката назначены припуски по 2 мм на боковые и торцевые поверхности. Согласно ГОСТ 2591-2006 выбран прокат размером 105 мм обычного класса точности В1.
Допуски устанавливаются следующим образом: на размер сечения - по стандарту на прокат, на данную длину принят ±1 мм при резке на пресс-ножницах с прямым ножом. Принятые припуски обеспечивают последующую механическую обработку, а выбранный класс точности проката соответствует требованиям детали. Указанный допуск на длину соответствует возможностям современного отрезного оборудования.
Рассчитана масса заготовки для проката (1.2):
 (1.2)
(1.2)
где a — длина стороны квадрата, l — длина заготовки, p — плотность, для стали 40Х р=7820 кг/м3;

Точность литья 10-5-15-10 ГОСТ Р 53464-2009 для детали из стали 40Х и серийного производства, ряд припусков 8. Для литой заготовки припуск на мех обработку и усадку выполнен согласно ГОСТ Р 53464-2009.
Масса заготовки из проката вычисляется по формуле (1.3):
 (1.3)
(1.3)
где a — длина стороны квадрата, l — длина заготовки, р=7820 кг/м3 для стали 40Х, p — плотность; d – диаметр литейного стержня.
Масса заготовки из литья:

Для оценки экономической эффективности различных методов получения заготовок выполним расчет коэффициента использования материала (КИМ) по формуле (1.4):
 (1.4)
(1.4)
где
 —
масса детали, кг;
—
масса детали, кг;
 —
масса заготовки, кг.
—
масса заготовки, кг.
Для заготовки из проката:

Для литой заготовки:

Окончательный выбор заготовки по результатам расчёта её стоимости с учётом черновой обработки
Стоимость заготовки определяется по следующей формуле (1.5):
 (1.5)
(1.5)
где: gH — масса заготовки; Цм — оптовая цена на материал; g0 — масса отходов материала, кг; Ц0 — цена 1 кг отходов материала, руб; Т — время черновой обработки заготовки, ч; СЗЧ — средняя часовая заработная плата основных рабочих по тарифу, у.е./чел.ч; СH — цеховые накладные расходы.
При черновой обработке параметры резания определяются возможностями системы СПИД. Учитывая достаточную мощность оборудования и характеристики режущего инструмента, целесообразно использовать максимально допустимую глубину резания. При оценочных расчетах учитываются только различающиеся операции – сверление и фрезерование отверстия и фрезерование, а так же черновая обработка торцев.
Заготовка из проката:
Цм= 180 у. е. / т; Цо = 29,8 у. е/т (лом); Сзч = 0,55 у. е. /чел. ч (холодные работы, сдельная оплата труда, IV разряд); Сн =80%
Масса отходов рассчитывается по формуле 1.6:
 (1.6)
(1.6)

Время черновой обработки:
Схема
черновой обработки заготовки из проката
с указанием длины обрабатываемых
поверхностей и глубины резания показана
на рисунке 1.2![]()
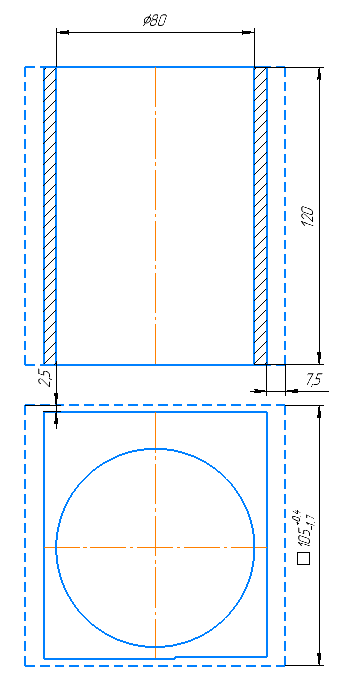
Рисунок 1.2 — Эскиз черновой обработки заготовки из проката
Определим для каждого
из режимов: длину обработки, подачу и
скорость резания. Результаты сведём в
таблицу 1.1![]()
Таблица 1.1
Режимы резания при черновой обработке заготовки из проката
Глубина резания t, мм |
Общая длина обрабатываемой поверхности l, мм |
Подача S, мм/зуб |
Требуемая скорость резания V, Мм/МИН |
Обороты шпинделя, об/мин |
2,5 |
124 |
0,1 |
50 |
795 |
8,5 |
124 |
0,1 |
50 |
795 |
80 |
124 |
0,1 |
50 |
795 |
Основное время рассчитывается по формуле (1.7):
 (1.7)
(1.7)
где: l — длинна обрабатываемой поверхности, мм, i — количество проходов, n - обороты шпинделя, об/мин, S - подача, мм/об.
Получаем: Т1= 0,39 мин; Т2 = 0,78 мин; Т3 = 1,56 мин;
Суммарное время черновой обработки: Т = 2,73 мин = 0,0455 ч
Затраты на заготовку из проката рассчитываются по формуле 1.5:

Литая заготовка:
Цм = 210 у. е. / т; Цо = 14.4 у. е; Сзч = 0,55 у. е. /чел. ч (холодные работы, сдельная оплата труда, IV разряд); Сн =80%
Масса отходов по формуле 1.6:

Время черновой обработки:
Схема черновой обработки заготовки из проката с указанием длины обрабатываемых поверхностей и глубины резания показана на рисунке 1.3.
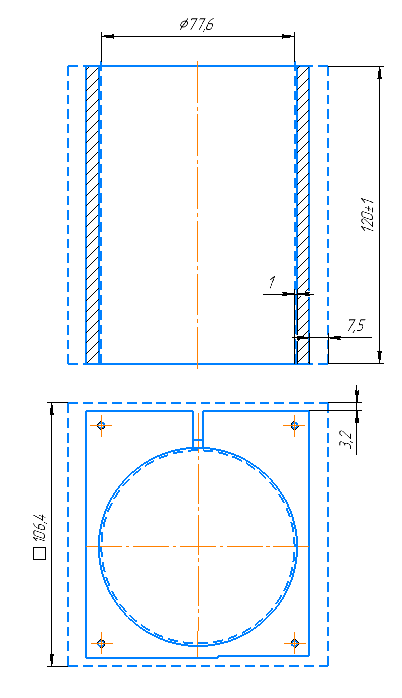
Рисунок 1.3 — Эскиз черновой обработки литой заготовки
Определим для каждого из режимов: длину обработки, подачу и скорость резания. Результаты сведём в таблицу 1.2.
Таблица 1.2