Приложение
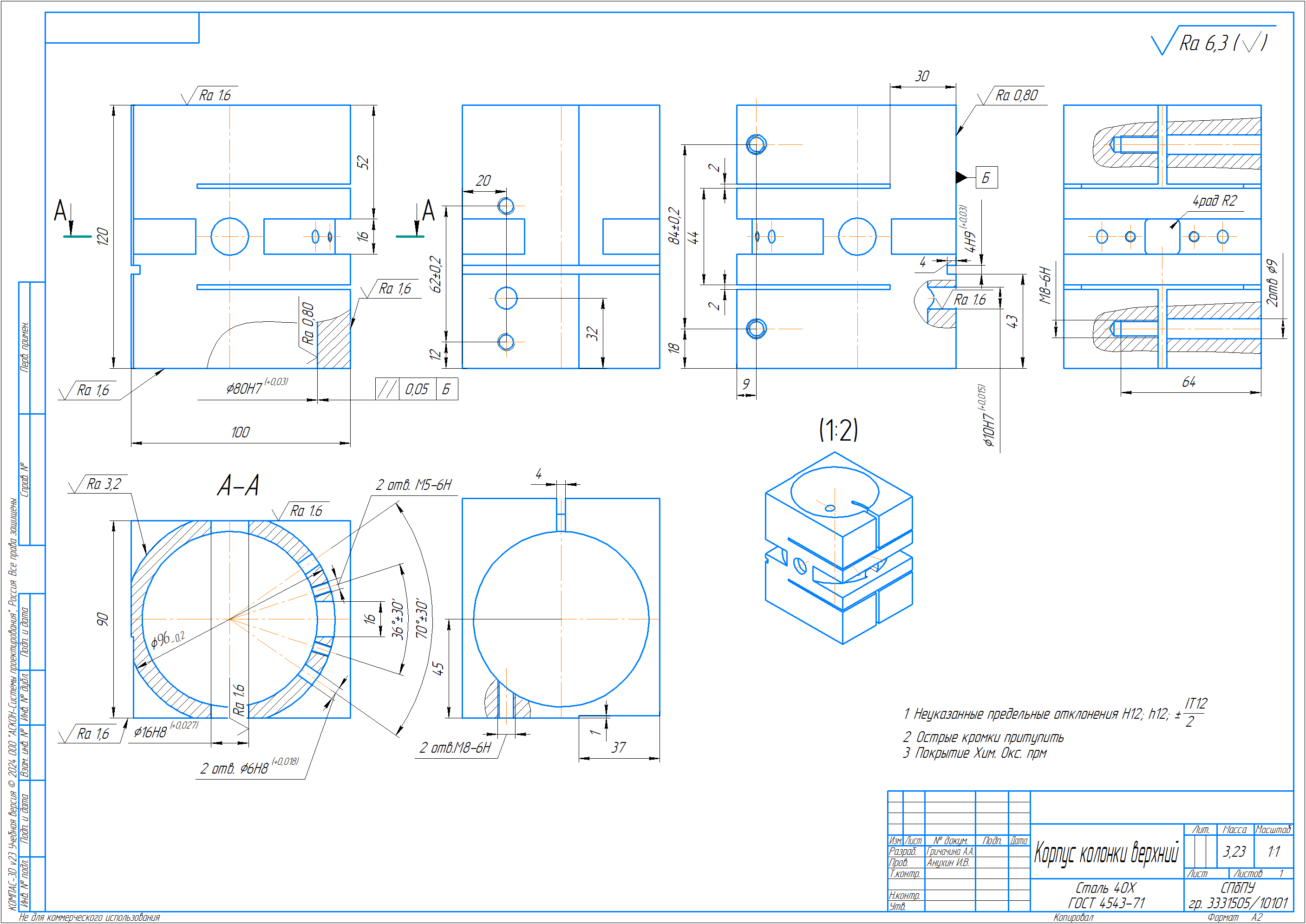
Приложение А. Чертеж детали «Корпус колонки верхний»
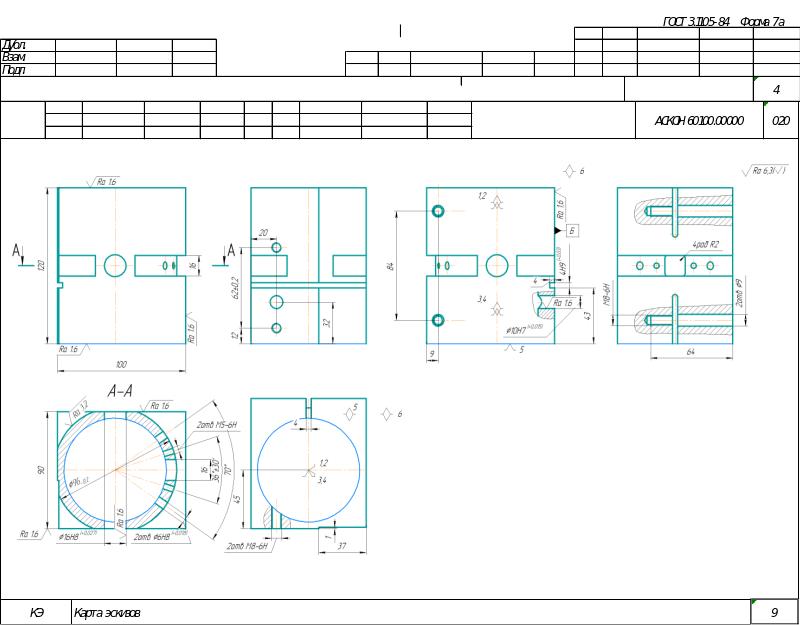
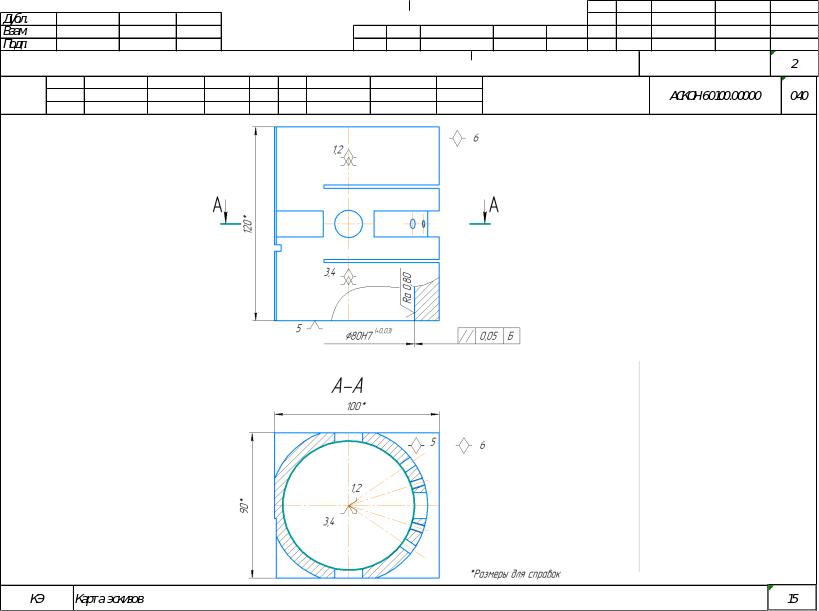
Приложение Б. Обрабатываемые поверхности детали
Приложение В. Литейная заготовка
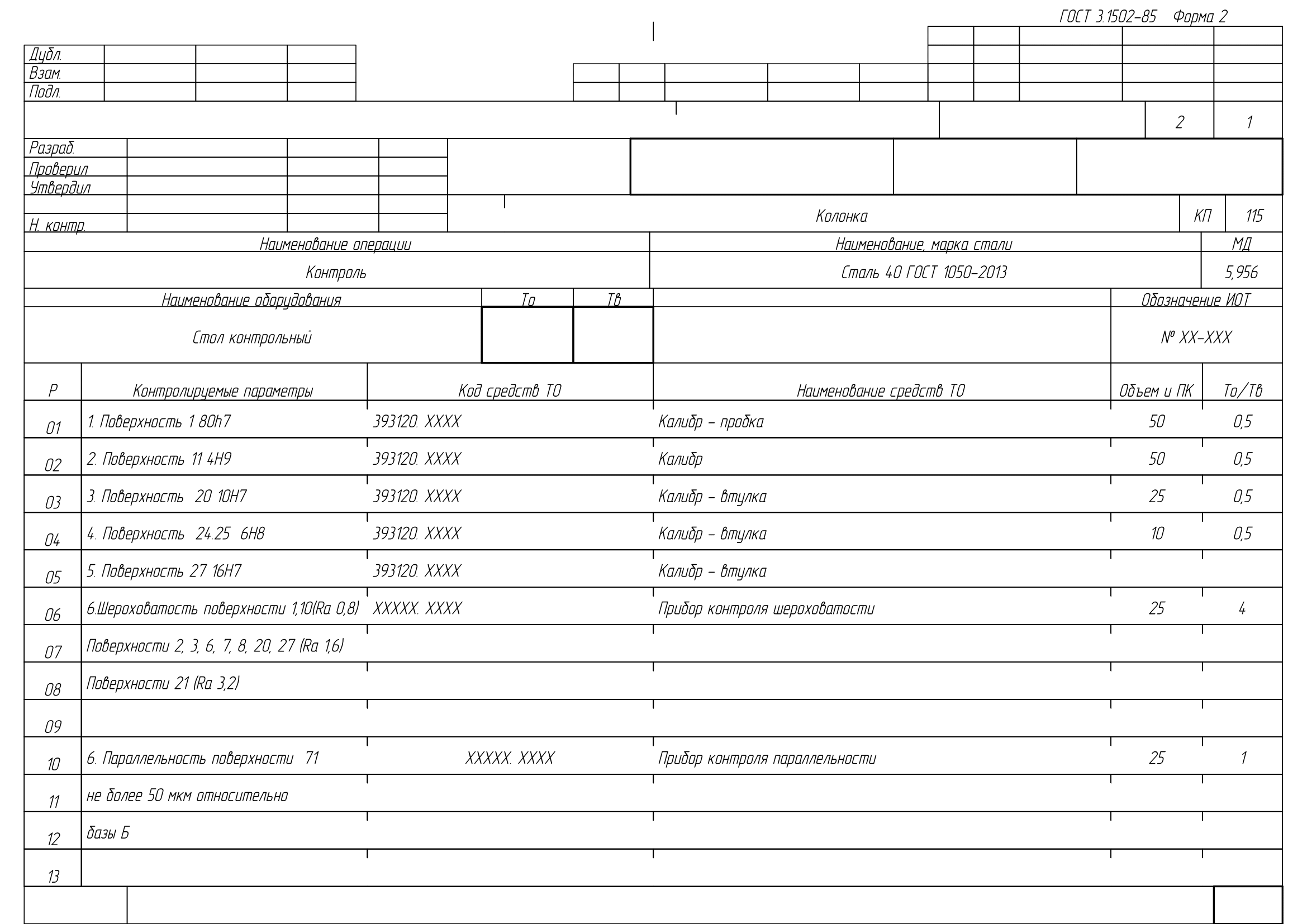
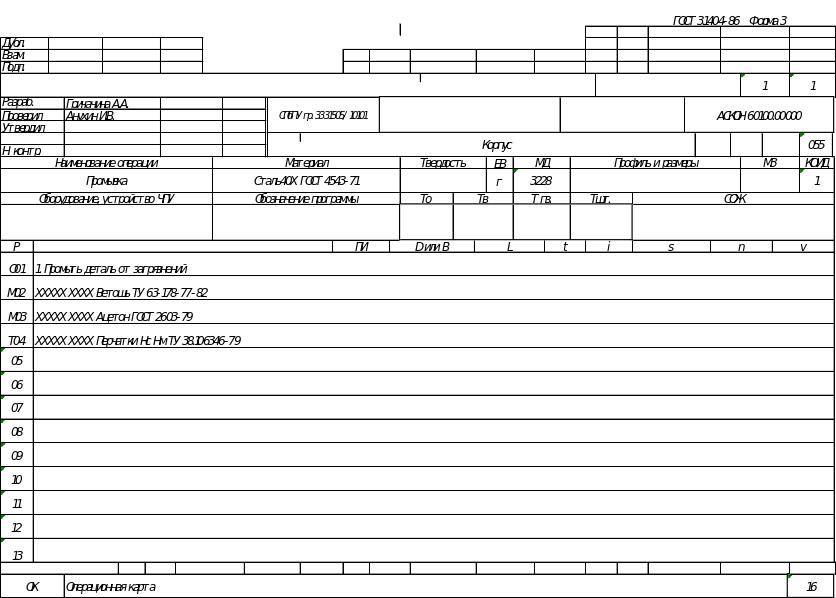
Приложение Г. Комплект технологической документации
Приложение Д. Проектирование режущих инструментов
Приложение Е. Чертеж дискового фасонного резеца
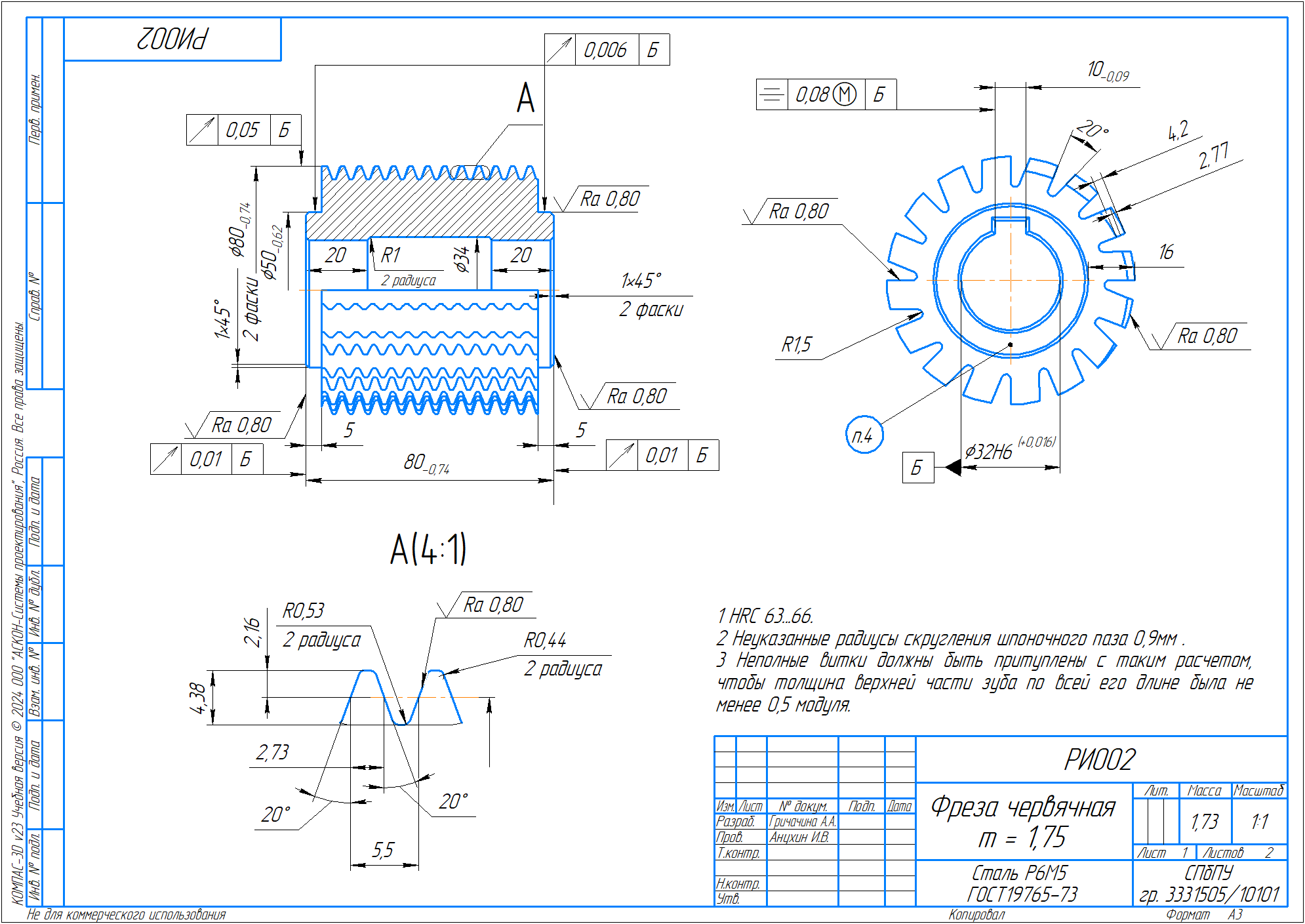
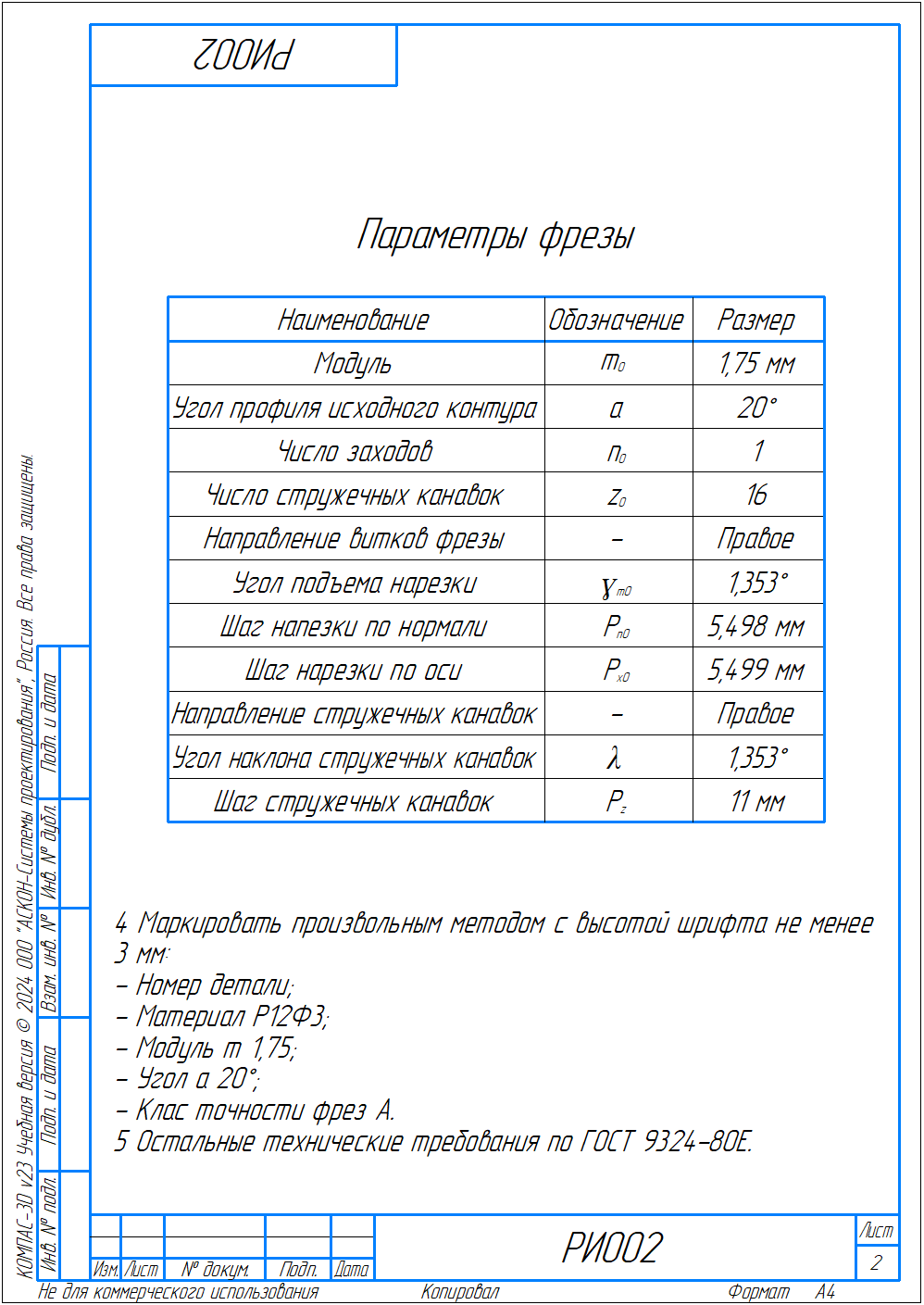
Приложение Ж. Чертеж червячной фрезы
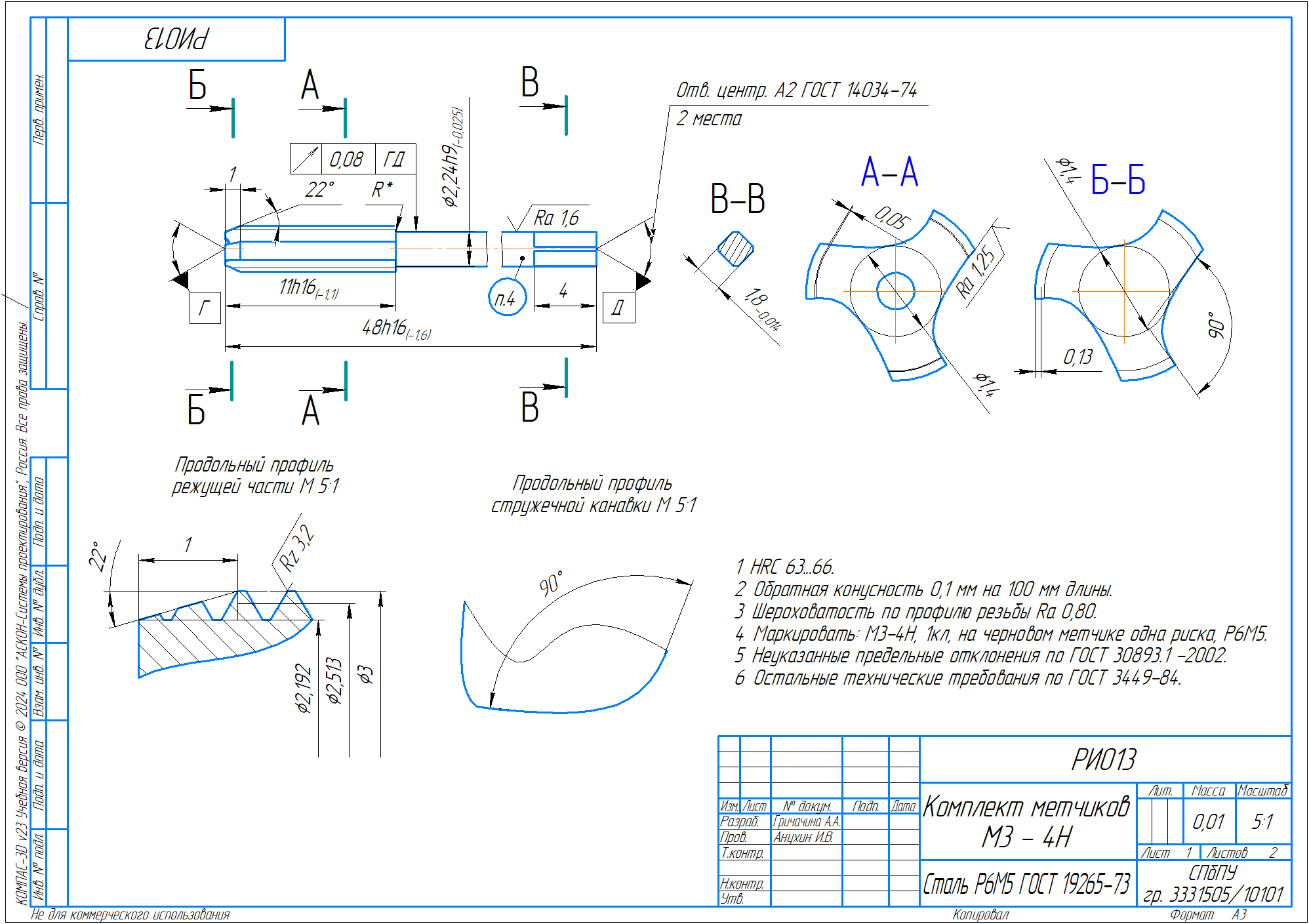
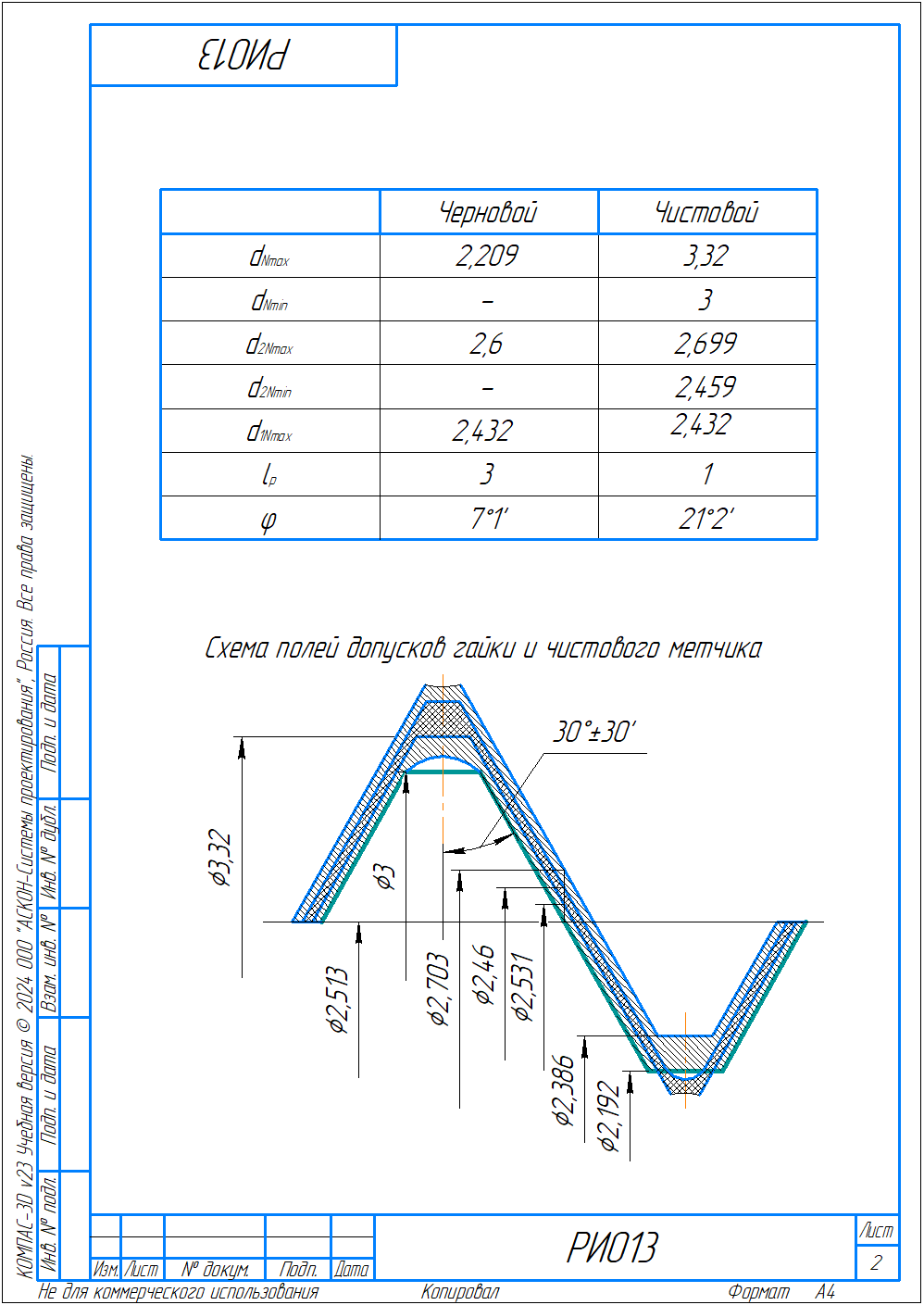
Приложение З. Чертеж комплекта метчиков
Приложение И. Характеристики станка
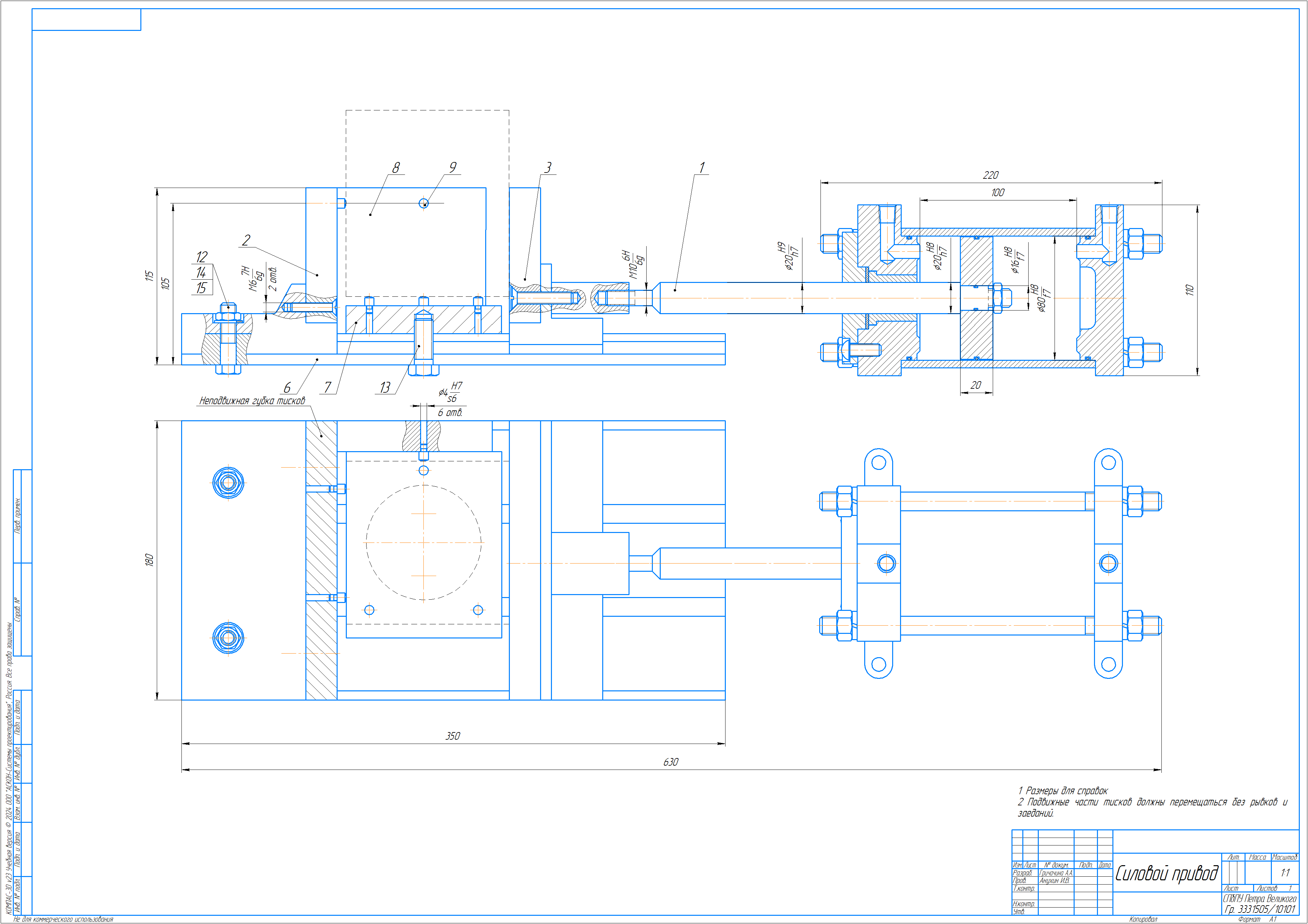
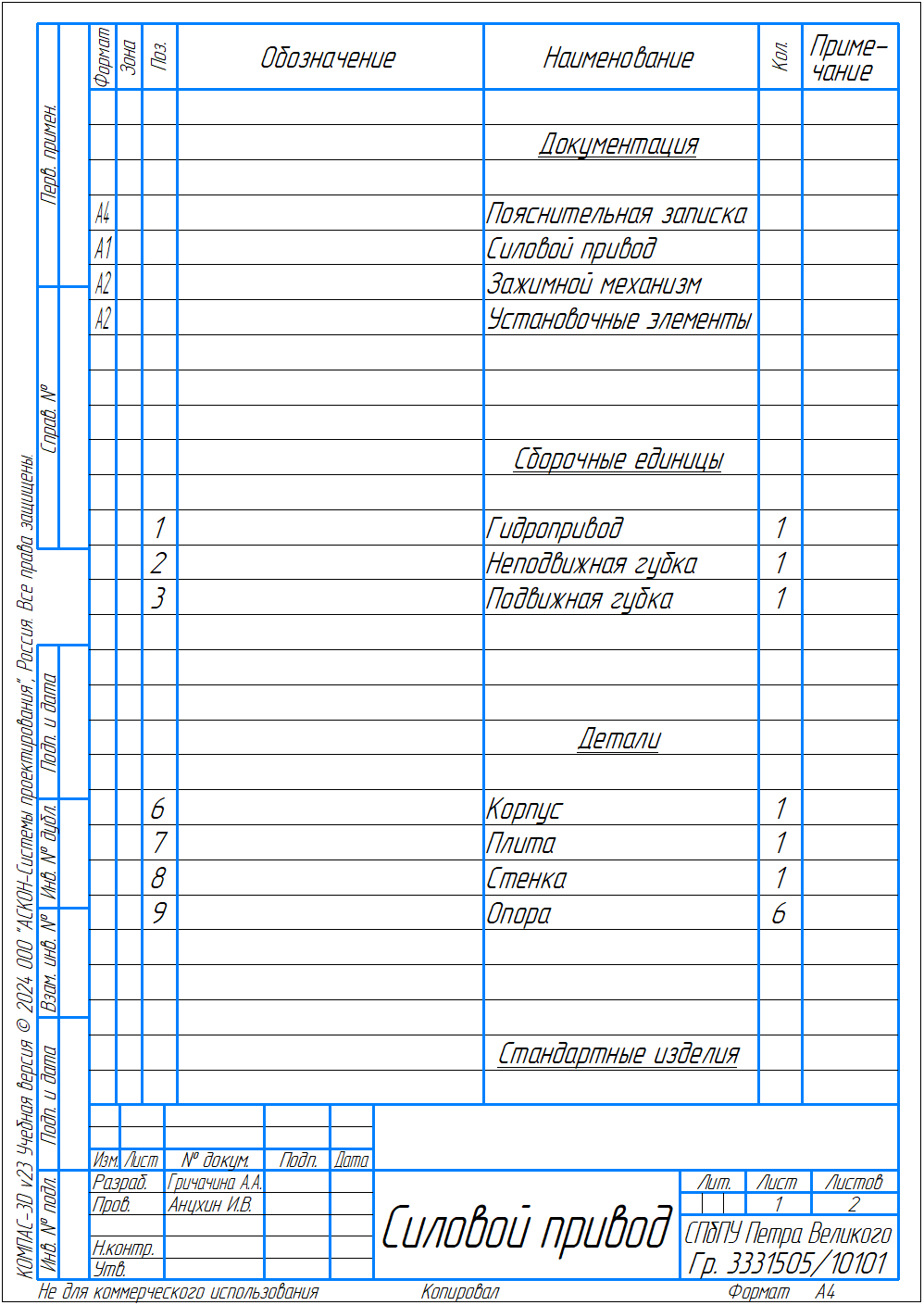
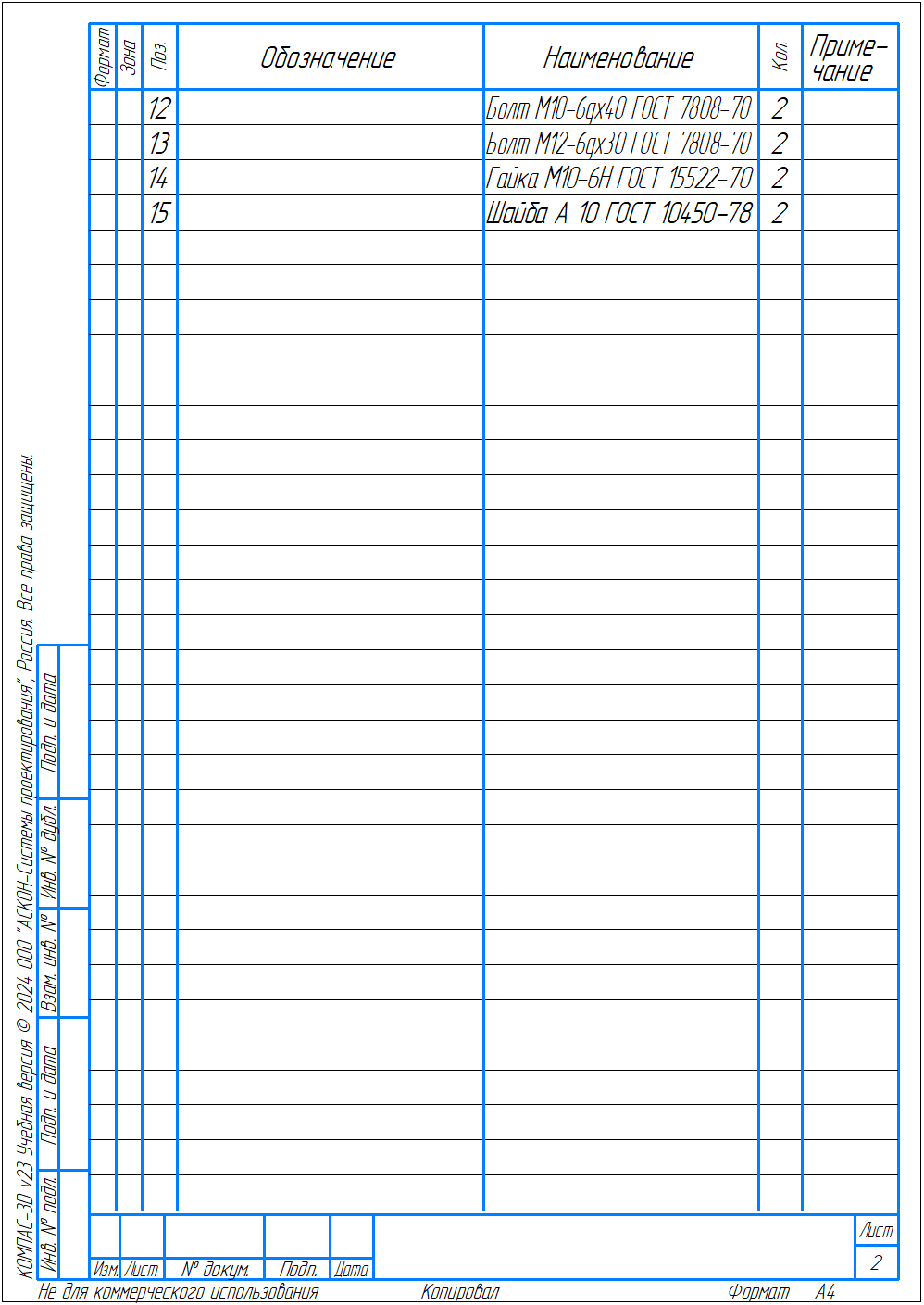
Приложение К. Тиски с гидроприводом

Приложение А
Приложение Б
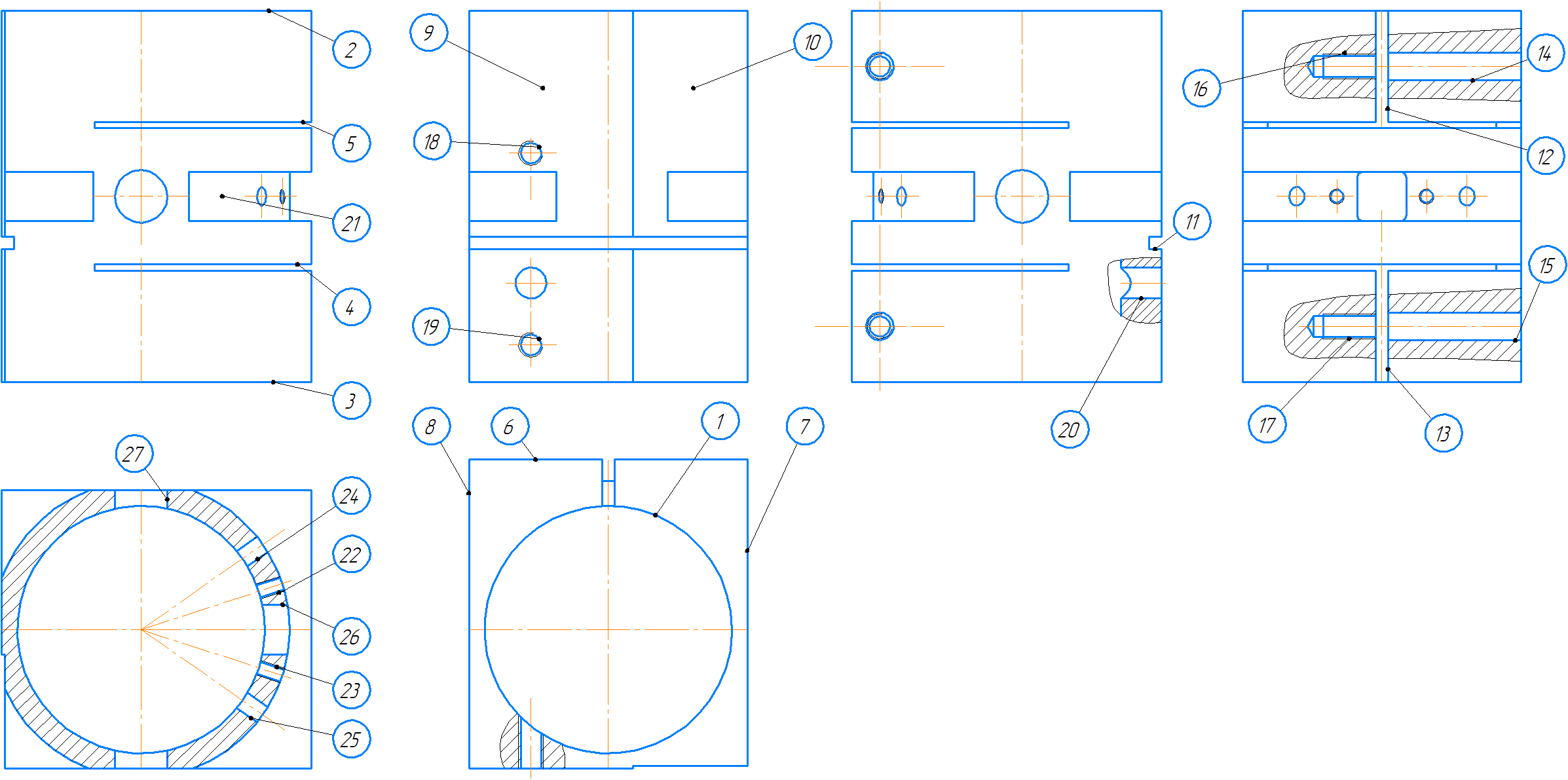
Рисунок Б.1 — Обрабатываемые поверхности детали
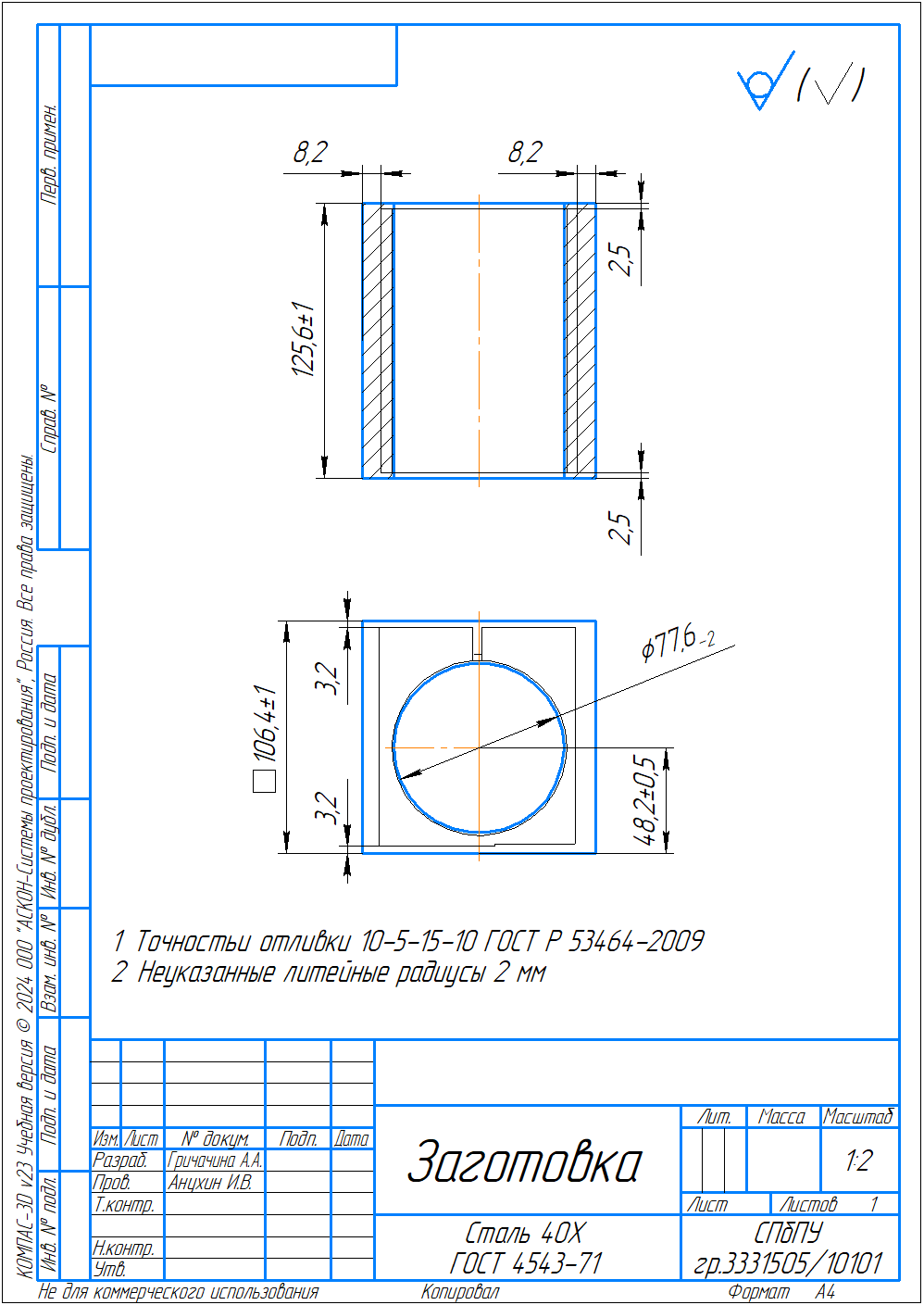
Приложение В
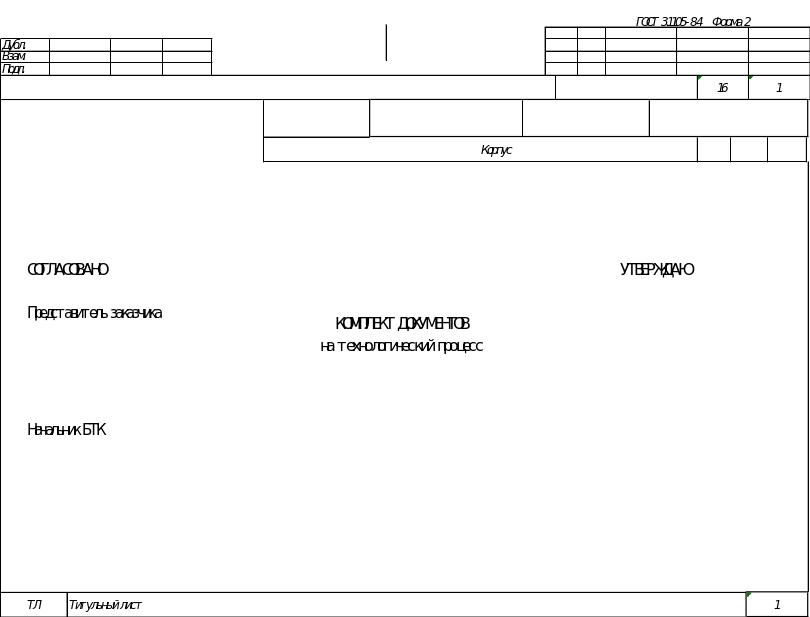
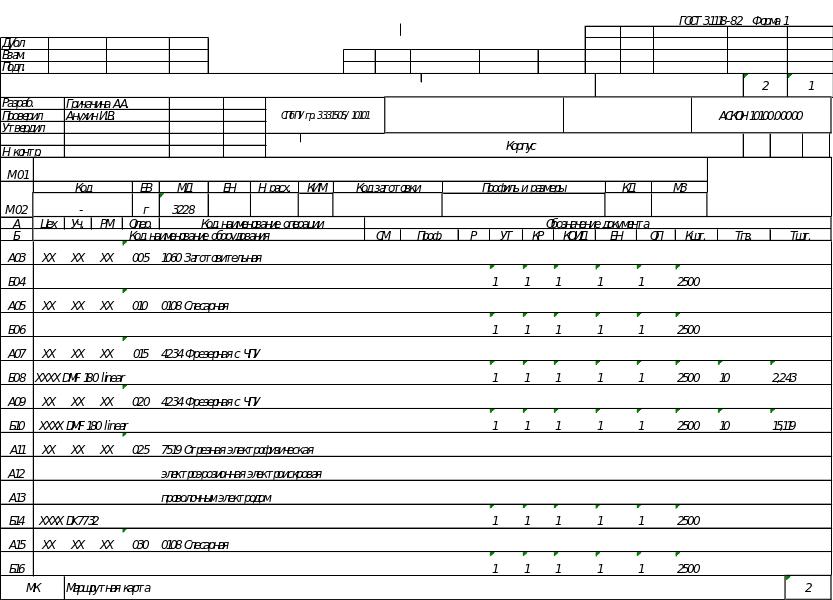
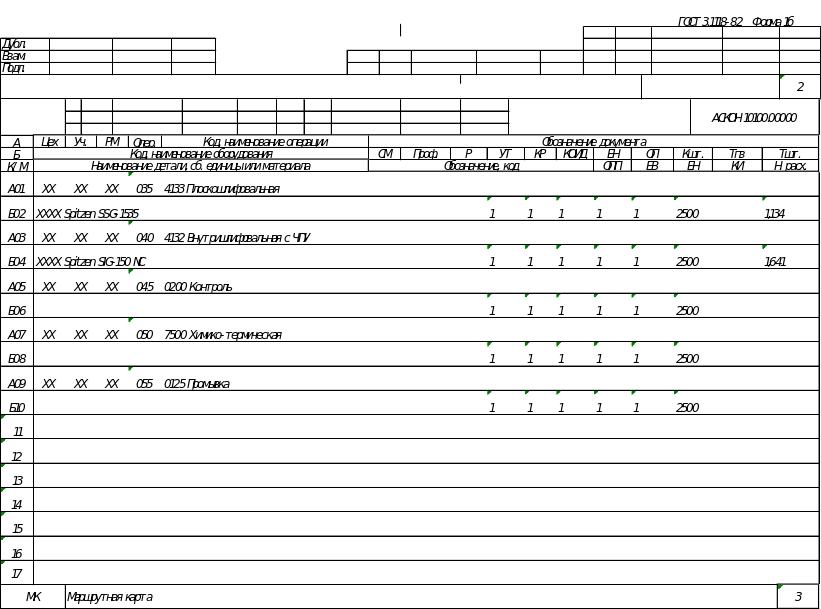
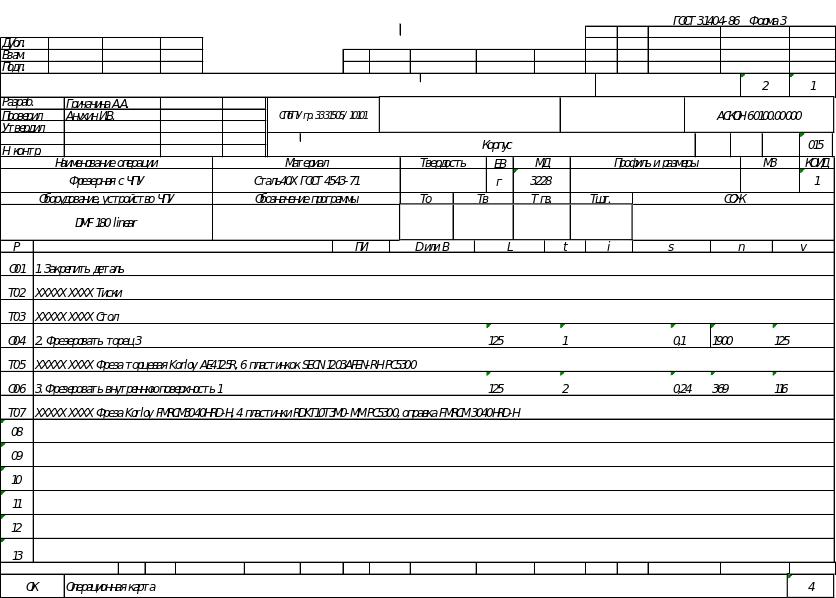
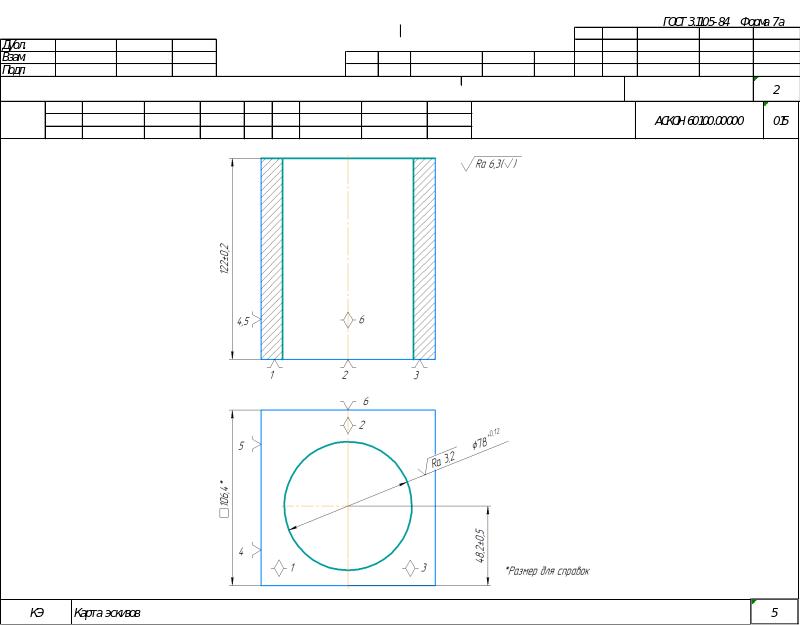
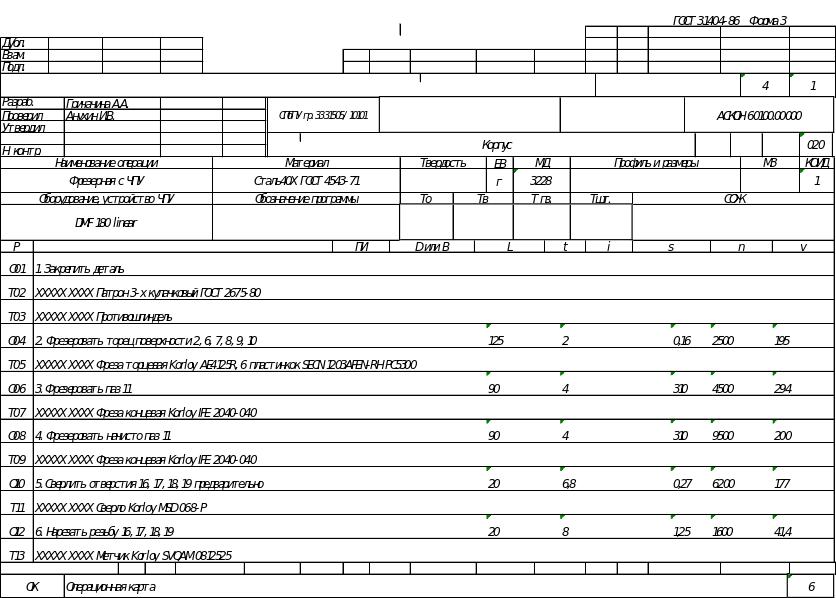
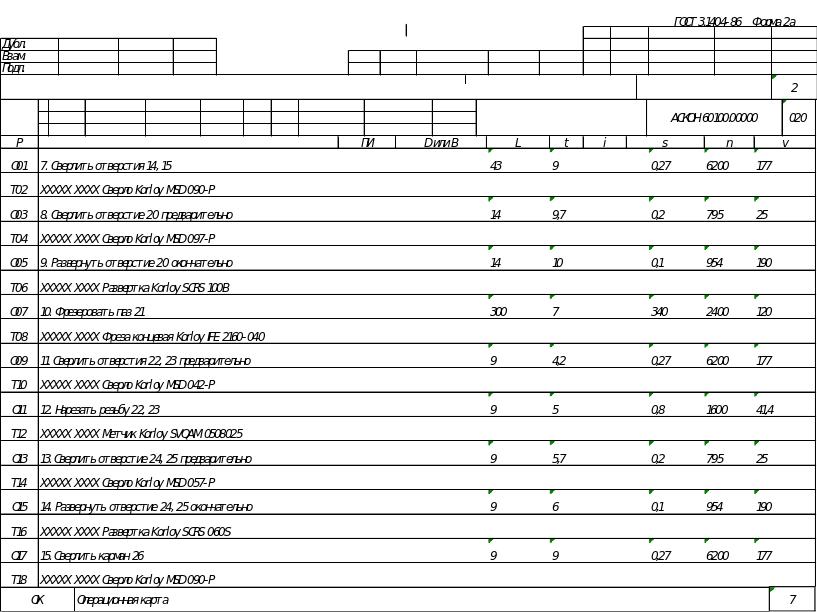
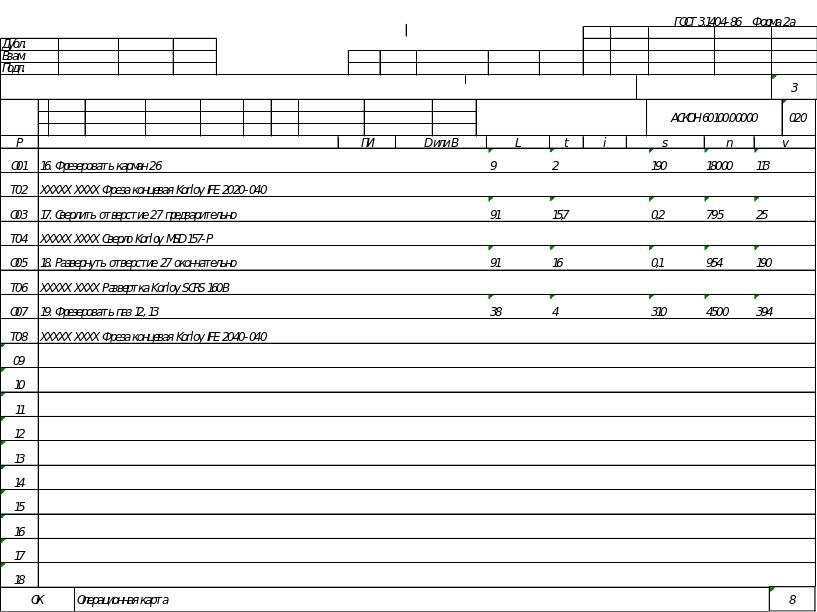
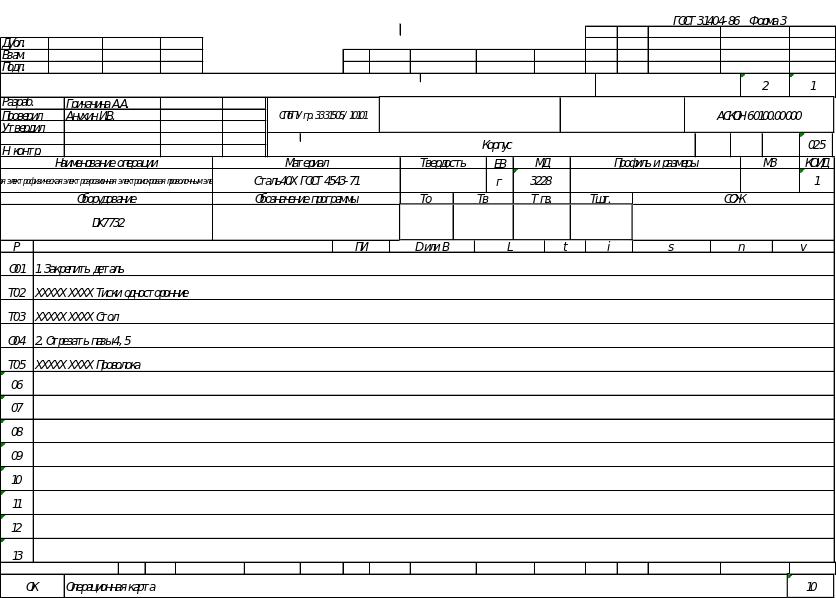
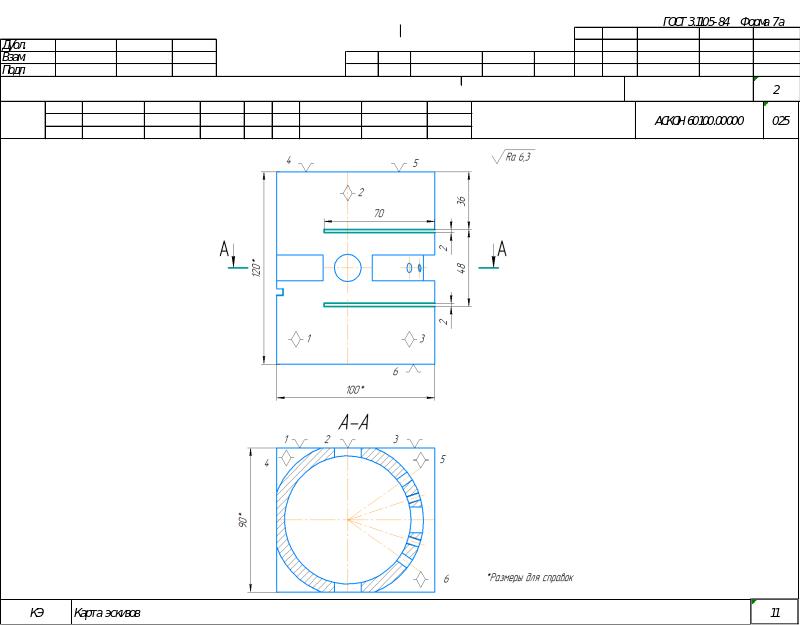
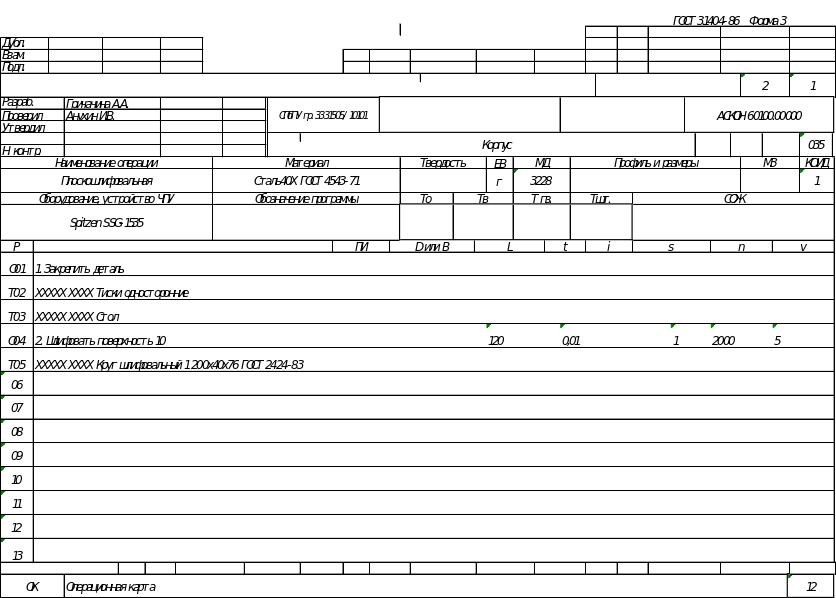
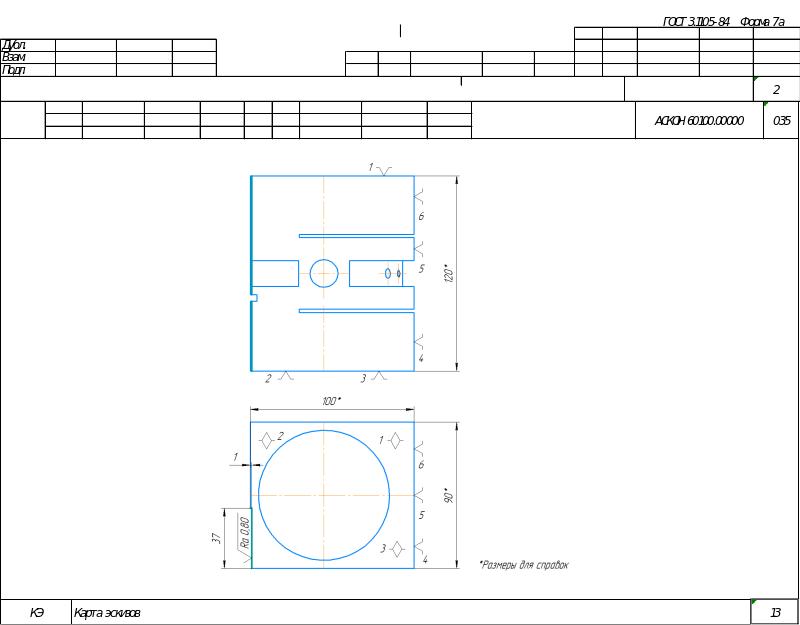
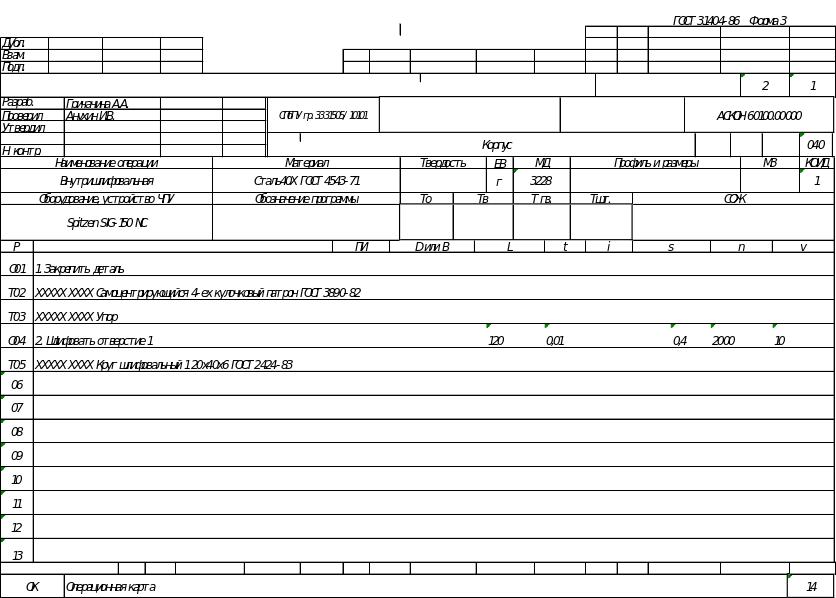
Приложение Г
 Приложение
Д
Приложение
Д
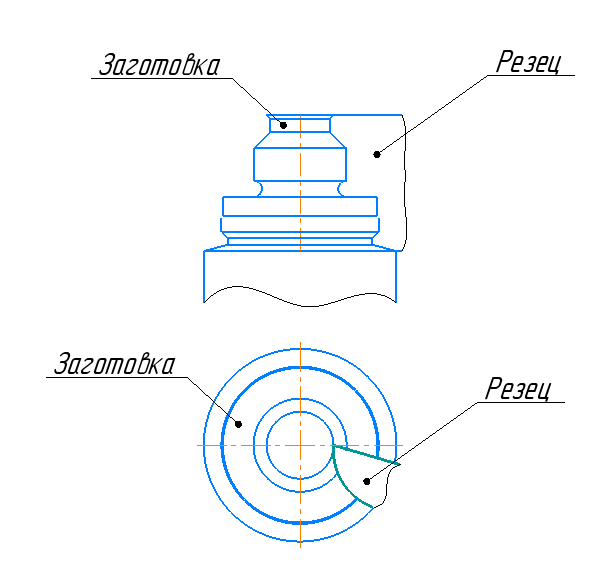
Рисунок Д.1 - Взаимное расположение резца и детали
Приложение Е

Приложение Ж
Приложение З
Приложение И
Таблица И.1
Технические характеристики
Характеристика |
DMF 180 linear |
Рабочая зона (X/Y/Z) |
1800 × 700 × 700 мм |
Размер стола (Д × Ш) |
2100 × 700 мм |
Наибольшая нагрузка на стол |
1500 кг |
Расстояние от оси шпинделя до направляющих колонны |
750 мм |
Расстояние от торца шпинделя до поверхности стола |
200–1000 мм |
Диаметр поворотного стола |
750 мм |
Угол поворота по оси B |
±100° |
Перемещение по осям (X/Y/Z) |
2000 / 1500 / 800 мм |
Ускоренный ход по осям (X/Y/Z) |
40 м/мин |
Скорость рабочей подачи: |
1–10 000 мм/мин |
Усилие подачи (X/Y/Z) |
8 кН |
Точность позиционирования |
±5 мкм |
Повторяемость позиционирования |
±2.5 мкм |
Диаметр ШВП (X/Y/Z) |
63 / 50 / 50 мм |
Шаг ШВП |
10 мм |
Приложение К