

Размеры чистового и чернового метчика
Комплект из трех метчиков |
|||
Чистовой
|
|
|
|
|
|
||
Черновой |
|
|
|
T’ |
T’
|
||
 =3
мм
=3
мм =
2,675 + 0,008 = 2,683мм
=
2,675 + 0,008 = 2,683мм =
1.0 мм
=
1.0 мм 3,32
мм
3,32
мм =
2,675 + 0,024 = 2,699 мм
=
2,675 + 0,024 = 2,699 мм =2
мм
=2
мм = 2,675–0,05= 2,625 мм
= 2,675–0,05= 2,625 мм =
3.0 мм
=
3.0 мм =T11=0,075
мм
=T11=0,075
мм =0,039
=0,039 +T6=
0,068 + 0,008 = 0,076 мм
+T6=
0,068 + 0,008 = 0,076 ммНаибольший внутренний диаметр для всех метчиков в комплекте принимаем одинаковым:

Расчет диаметра метчиков по переднему торцу
Согласно ГОСТ 16925-93 расчет диаметра метчиков по переднему торцу производим по формуле (2.24):
 (2.24)
(2.24)

Определение углов ϕ режущей части всех метчиков в комплекте
Угол в плане ϕ режущей части метчиков определяются согласно ГОСТ 16925-93:
Чистовой:

ϕ = 15°54'
Черновой:

ϕ = 5°25'
Выбор переднего ɣ и заднего α углов
В соответствии с обрабатываемым материалом и рекомендациями ГОСТ 3266-81 назначаем углы в пределах: передний ɣ= 8-10°; ɣ = 8°, задний угол α= 4-6°; α = 5°.
Выбор числа зубьев метчика
Согласно
ГОСТ 3266-81 для резьб с
 число зубьев z = 3.
число зубьев z = 3.
Определение падения затылка К по вершинам витков режущей части
Для всех метчиков комплекта принимаем одно и то же значение К, рассчитанное по формуле (2.25):
 (2.25)
(2.25)

Принимаем К=0,2 мм.
Затылование
 назначаем по ГОСТ 3449-84 в зависимости от
.
Принимаем К1= 0,01 мм.
назначаем по ГОСТ 3449-84 в зависимости от
.
Принимаем К1= 0,01 мм.
Выбор габаритных размеров метчиков, формы и размеров стружечных канавок
Размеры метчика и его конструктивных элементов выполняется согласно ГОСТ 3266-81. Эскиз метчика представлен на рисунке 2.4.
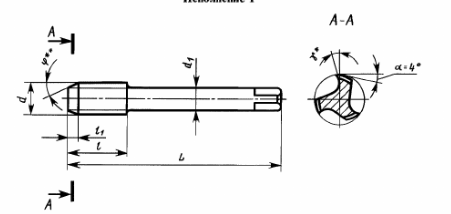
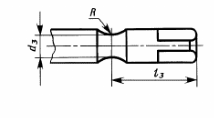
Рисунок 2.4 – Размеры метчика и его элементов
Размеры принимаем:
L = 48 мм;
l = 11 мм;
d1=2,24 мм;
Чистовой:
l1=1,0 мм
ϕ=22°
Черновой:
l1=1,5 мм
ϕ=14°
Размеры центрового отверстия типа А ГОСТ 14034-74 представлены на рисунке 2.5.

Рисунок 2.5 – Размеры центрового отверстия
Размеры центрового отверстия: D=3 мм, d=0,8мм, l=1,1мм, l1=0,78мм, d1=1,70 мм.
Размеры квадрата хвостовика согласно ГОСТ 9523-84 представлены на рисунке 2.6.
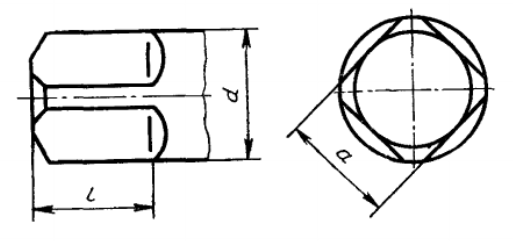
Рисунок 2.6 – Размеры хвостовика
Размеры хвостовика: d = 2,24мм, l = 4мм, a = 1,8мм.
Согласно ГОСТ 3266-81 выбираем размеры стружечной канавки dc = 1,4; z = 3; r = 0,3 (рис. 2.7)

Рисунок 2.7 – Стружечные канавки метчиков d<5,5мм
Выбор материала рабочей части метчика
Выбираем материал
рабочей части метчика Р6М5 по ГОСТ
19265-73. Твердость рабочей части метчиков
должна быть в пределах HRC
62-66,. Шероховатость по профилю резьбы
 ,
хвостовиков в посадочной части -
,
хвостовиков в посадочной части -
 ,
канавок -
,
канавок -
 .
Обратная конусность принимается в
пределах 0,05 – 0,15 мм на 100 мм длины. Чертеж
комплекта метчиков представлен в
приложении З.
.
Обратная конусность принимается в
пределах 0,05 – 0,15 мм на 100 мм длины. Чертеж
комплекта метчиков представлен в
приложении З.
Глава 3 проектирование установочно-зажимного приспособления
Выбор инструмента
При выполнении операции 015 –фрезерования с черновой обработкой литейной заготовки с глубиной резания 2 мм – использовалась торцевая фреза марки Karloy:
Фреза торцевая SVMM 4125R-Z16;
Пластинки – SNEU120140 PC3500;
Диаметр: 125 мм;
Число зубьев: 16.