

Лаба 4 / Робототехника_Лабораторная_работа_№4_Токарев_0421
.docxМИНОБРНАУКИ РОССИИ
Санкт-Петербургский государственный
электротехнический университет
«ЛЭТИ» им. В.И. Ульянова (Ленина)
Кафедра РАПС
отчет
по лабораторной работе №4
по дисциплине «Робототехника»
тема: «Программирование робототехнологического комплекса (РТК) дуговой электросварки»
Студенты гр. 0421 |
|
Токарев А.А. |
|
|
Терентьева А.С. |
Преподаватель |
|
Омельченко А.Ю. |
Санкт-Петербург
2024
Содержание
Цель работы:
ознакомиться с оборудованием РТК;
освоить работу с РТК в качестве технолога-программиста и оператора.
Исходные данные. Вариант №1.
Аксонометрия детали и вид сверху на плоскость шва представлены на рисунке 1.
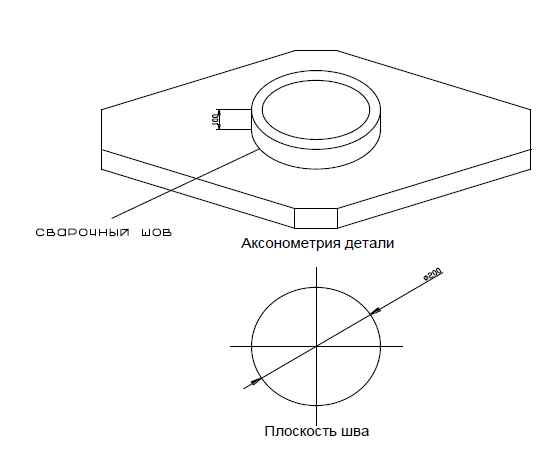
Рисунок 1 – Аксонометрия детали и вид сверху на плоскость шва
Основные параметры технологического процесса представлены в таблице 1, а также показаны на рисунке 2.
Таблица 1 – Основные параметры сварки
№ п/п |
Параметр |
Обозначение |
Единицы измерения |
Величина |
1 |
Продолжительность начальной продувки |
tн2 |
с |
1,2 |
2 |
Продолжительность зажигания дуги |
t3 |
c |
0,3 |
3 |
Напряжение зажигания дуги |
U3 |
В |
50 |
4 |
Подача при зажигании дуги |
V3 |
мм/с |
2 |
5 |
Напряжение сварки |
Up |
В |
45 |
6 |
Подача при сварке |
Vp |
мм/с |
12 |
7 |
Продолжительность заварки кратера |
tкр |
с |
0,8 |
8 |
Подача электрода при заварке кратера |
Vкр |
мм/с |
4 |
9 |
Продолжительность отгорания |
tот |
с |
0,8 |
10 |
Напряжение при заварке кратера |
Uкр |
В |
45 |
11 |
Продолжительность заключительной продувки |
tзп |
с |
1,5 |
12 |
Ширина шва |
∆ |
мм |
5 |
13 |
Ток удаленности |
I |
А |
80 |
14 |
Тип шва |
прямой |
||
15 |
Скорость движения вокруг шва |
Vш |
мм/с |
25 |
16 |
Напряжение отгорания |
Uот |
В |
48 |
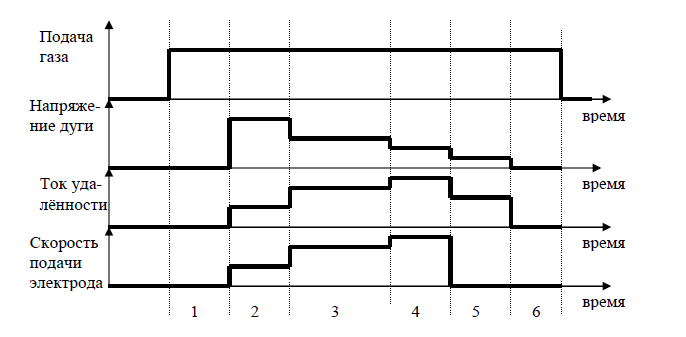
Рисунок 2 – Временные диаграммы параметров при сварке
На рисунке 2 показано:
1 – зона начальной продувки;
2 – зона зажигания дуги;
3 – зона сварки;
4 – зона заварки кратера;
5 – зона отгорания электрода.
Создание технологической карты процесса дуговой сварки
На основании таблицы 1, а также рисунков 1 и 2, составим условную технологическую карту процесса дуговой сварки. Технологическая карта представлена в таблице 2.
Таблица 2 – Технологическая карта процесса сварки
№ п/п |
Технологическая операция |
1 |
Включить подачу газа |
2 |
Начальная продувка: t = 1,2 с |
3 |
Зажигание дуги: U = 50 В, I = 80 А, V = 2 мм/с, t = 0,3 с |
4 |
Сварка прямым швом: U = 45 В, V = 12 мм/с |
5 |
Движение по заданной траектории со скоростью 25 мм/с |
6 |
Заварка кратера: V = 4 мм/с, t = 0,8 с |
7 |
Отгорание электрода: U = 48 В, t = 0,8 с |
8 |
Заключительная продувка: t = 1,5 с |
9 |
Выключить подачу газа |
Создание алгоритма программирования РТК
Так как для программирования перемещений РТК используется обучение по первому циклу, то сначала составим алгоритм обучения РТК. Траектория сварки представляет собой окружность, следовательно, для создания траектории нам потребуется 5 точек: 4 точки для двух дуг, которые сформируют окружность, а также точка исходного положения. Траектория с указанием точек движения представлена на рисунке 3. Блок-схема алгоритма обучения представлена на рисунке 4.
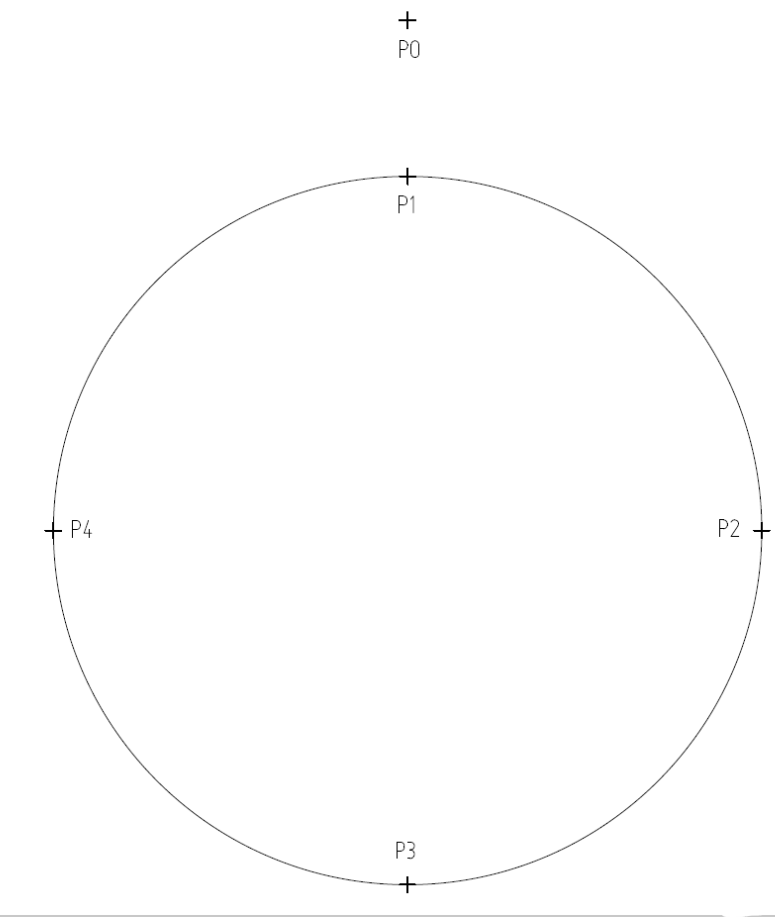
Рисунок 3 – Траектория движения с указанием точек
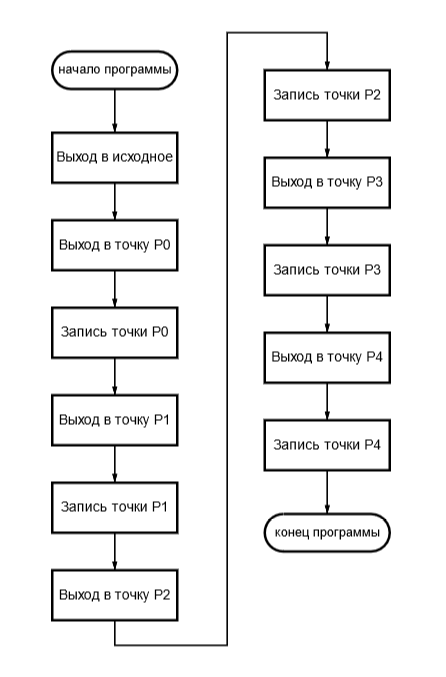
Рисунок 4 – Блок-схема алгоритма обучения РТК
Теперь составим блок-схему алгоритма управления РТК. Блок схема представлена на рисунке 5.
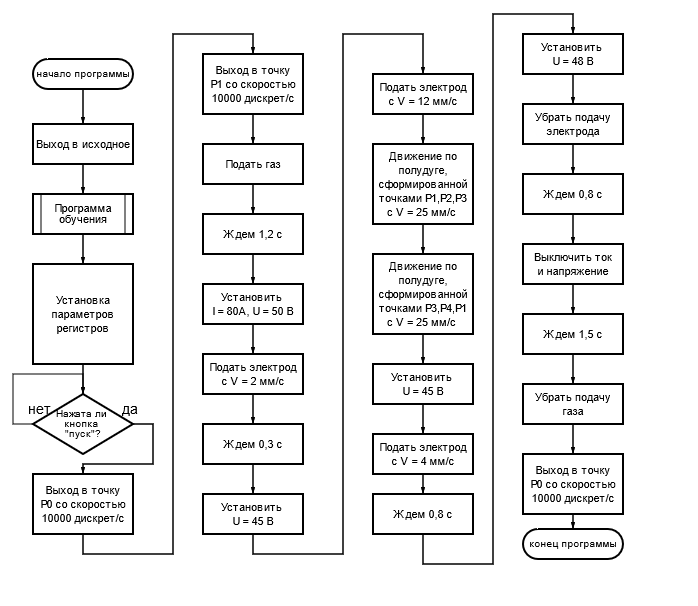
Рисунок 5 – Блок-схема алгоритма управления РТК
Создание управляющей программы для РТК
Перед тем, как на основании алгоритма создать управляющую программу, необходимо рассчитать значение переменных, которые будут записаны в соответствующие регистры для изменения тех или иных параметров РТК. Значения параметров и их форма представления для записи в регистры представлены в таблице 3.
Таблица 3 – Параметры для записи в регистры
№ п/п |
Значение параметров |
Перевод в двоичную систему счисления |
Значение для записи в регистр |
1 |
Газ подан, подачи электрода нет |
0001 0000 |
16 |
2 |
I = 80 A, U = 50 B |
1111 1011 |
251 |
3 |
Газ подан, электрод подан с V = 2 мм/с |
0001 0001 |
17 |
4 |
U = 45 B |
1110 1011 |
235 |
5 |
Газ подан, электрод подан с V = 12 мм/с |
0001 0101 |
21 |
6 |
Газ подан, электрод подан с V = 4 мм/с |
0001 0010 |
18 |
7 |
U = 45 B |
1111 1011 |
251 |
Теперь, на основании блок-схемы алгоритма, а также таблицы 3, составим управляющую программу для РТК.
Листинг 1 – Управляющая программа для РТК
%1 N0 R0 = 1 N1 R2 = 16 N2 R3 = 251 N3 R4 = 17 N4 R5 = 235 N5 R6 = 21 N6 R7 = 18 N10 G201 Q0 R1 G500 R1 @0 R0 ;ожидание нажатия кнопки «пуск» N20 D10000 G6 P0 ;выход в точку Р0 со скоростью 10000 дискрет в секунду N21 D10000 G6 P1 ;выход в точку Р1 со скоростью 10000 дискрет в секунду N30 G200 R2 Q1 ;подать газ в зону сварки N40 G400 #12 ;подождать 1,2 секунды N50 G200 R3 Q0 ;установить ток I = 80 А, напряжение U = 50 В N60 G200 R4 Q1 ;подать электрод со скоростью 2 мм/с N70 G400 #3 ;подождать 0,3 секунды N80 G200 R5 Q0 ;установить напряжение U = 45 В N90 G200 R6 Q1 ;подать электрод со скоростью 12 мм/с N100 F25 G8 P1 P2 P3 ;движение по полудуге, сформированной точками Р1, Р2, Р3 по часовой стрелке c контурной скоростью 25 мм/с N105 G8 P3 P4 P1 ;движение по полудуге, сформированной точками Р3, Р4, Р1 по часовой стрелке c контурной скоростью 25 мм/с N110 G200 R5 Q0 ;установить напряжение U = 45 В N115 G200 R7 Q1 ;подать электрод со скоростью 4 мм/с N120 G400 #8 ;подождать 0,8 секунд N130 G200 R3 Q0 ;установить напряжение U = 48 В N140 G200 R2 Q1 ;убрать подачу электрода N150 G400 #8 ;подождать 0,8 секунд N160 R3=0 G200 R3 Q0 ;выключить ток и напряжение N170 G400 #15 ;подождать 1,5 секунды N180 G200 R3 Q1 ;выключить подачу газа N185 D10000 G6 P0 ;выход в точку Р0 со скоростью 10000 дискрет в секунду N190 M02 ;конец программы
Точки, записанные в результате выполнения обучения РТК, представлены на рисунке 6.
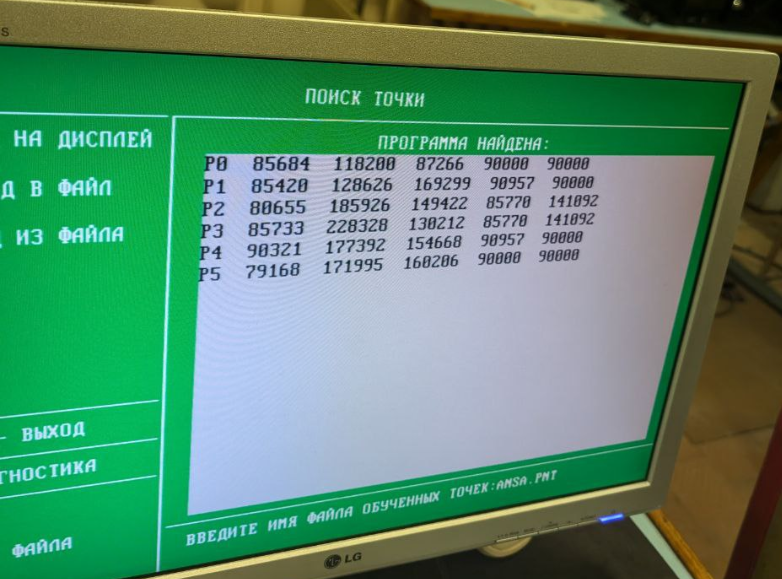
Рисунок 6 – Точки, записанные в результате обучения
В результате работы программы, манипулятор проходит по заданной траектории с заданной скоростью, поддерживая заданные параметра тока, напряжения, подачи электрода и газа.
Выводы
В данной лабораторной работе была написана управляющая программа для робототехнического комплекса дуговой сварки.
Для написания управляющей программы было изучено оборудование РТК и
процесс дуговой сварки, составлена технологическая карта операций, алгоритм выполнения программ обучения и управления. Были записаны 5 точек, на основании которых выполнялось движение по заданной траектории.
Была освоена работа с РТК в качестве технолога программиста (составление технологической карты и написание управляющей программы) и оператора (управление с пульта, обучение точкам).
Список использованных источников
Современные промышленные роботы / под ред. Ю. Г. Козырева, Я. А. Шифрина. Каталог. — М.: Машиностроение, 1984. — 200 с.
Омельченко А. Ю., Осипов В. О., Прокофьев Г. И. Управление движением пространственных механизмов. — СПб.: СПбГЭТУ «ЛЭТИ», 2002. — 256 с.
Коровин Б. Г., Прокофьев Г. И., Рассудов Л. Н. Системы программного управления. — Л.: Энергоатомиздат, 1990. — 288 с.
Шахинпур М. Курс робототехники. — М.: Мир, 1990. — 360 с.