

Конструкторская часть
Выбор и описание станочного приспособления
Специальные станочные приспособления предназначены для выполнения технологических операций и представляют собой непереналаживаемые приспособления одноцелевого назначения. Специальные приспособления используются в массовом и серийном производстве при закреплении операций на одних рабочих местах.
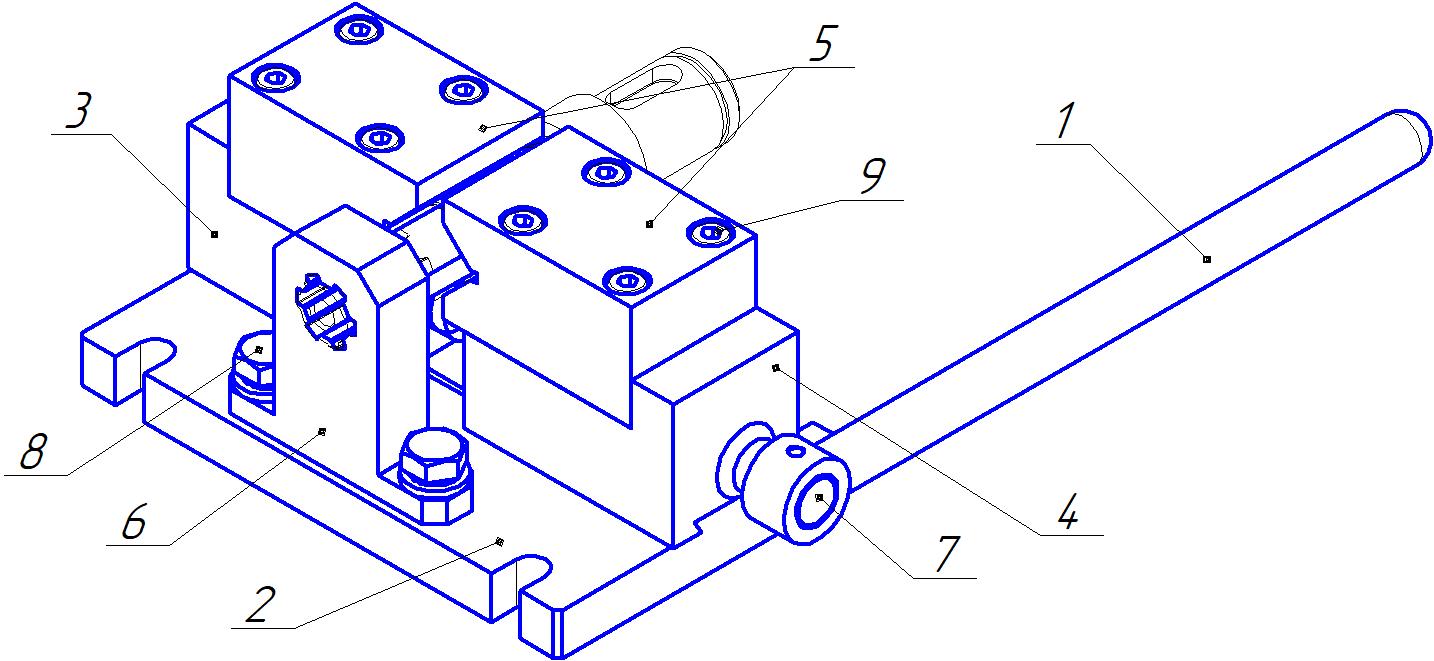
Рисунок 9 – Приспособление станочное.
Приспособление предназначено для придания взаимного расположения шпоночного паза и шлицевых пазов на валу и его фиксации в процессе механической обработки.
Основанием 2 приспособление устанавливается на стол станка. Направляющая 6 обеспечивает взаимное расположение шпоночного и шлицевых пазов. Винт 7 обеспечивает равномерное сближение кареток 3 и 4 друг с другом с установленными на них призмами 5. Вращение винта осуществляется рукояткой 1.
Проектирование специального измерительного инструмента
Предельные калибры представляют собой мерительный инструмент, воспроизводящий проходной и (или) непроходной пределы геометрических параметров изделия. Предельные калибры определяют нахождение размера в пределах заданного допуска без нахождения его реальной величины.
Допуски и отклонения калибров
 – отклонение
середины поля допуска на изготовление
проходного калибра для вала относительно
наименьшего предельного размера изделия;
– отклонение
середины поля допуска на изготовление
проходного калибра для вала относительно
наименьшего предельного размера изделия;
 – допустимый
выход размера изношенного проходного
калибра для вала за границу поля допуска
изделия;
– допустимый
выход размера изношенного проходного
калибра для вала за границу поля допуска
изделия;
 – допуск
на изготовление калибров для отверстия
и вала.
– допуск
на изготовление калибров для отверстия
и вала.
Максимальный и минимальный размеры вала


 – верхнее
отклонение размера;
– верхнее
отклонение размера;
 – нижнее
отклонение размера.
– нижнее
отклонение размера.
 ;
;
 .
.
Исполнительные размеры калибра-скобы

Рисунок 10 – Схема расположения полей допусков калибра-скобы

 ;
;

 ;
;

 .
.
Заключение
В ходе выполнения курсовой работы были закреплены имеющиеся и получены новые знания в области технологического обеспечения машиностроительных производств.
Проведены расчёты припусков на механическую обработку, режимов резания, норм времени. Рассчитаны исполнительные размеры специального контрольного приспособления, выбрано специальное станочное приспособление для одной технологической операции. Выбрано технологическое оборудование, режущий и мерительный инструменты.
Также были получены и закреплены навыки работы в системах автоматизированного проектирования, графических и текстовых редакторах. Была выявлена потребность в непрерывном улучшении навыков работы с технической и справочной литературой.
Список использованных источников
Справочник технолога-машиностроителя. В 2-х т. Т. 1/Под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1986. 656 с., ил.
Справочник технолога-машиностроителя. В 2-х т. Т. 2/Под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1985. 496 с., ил.
Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с ЧПУ. В 2-х ч. Часть 1. Нормативы времени. Издательство Экономика – 1990, 209 с.
Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с ЧПУ. В 2-х ч. Часть 2. Нормативы режимов резания. Издательство Экономика – 1990, 209 с.
Технологическая оснастка для металлорежущих станков/А.П. Драгун и др. – Л.: Лениздат, 1982. – 183 с., ил.
Станочные приспособления: Справочник. В 2-х т./Ред. Совет: Б.Н. Вардашкин (пред.) и др. – М.: Машиностроение, 1984. – Т. 1/ Под ред. Б.Н. Вардашкина, А.А. Шатилова, 1984. 592 с., ил.
Станочные приспособления: Справочник. В 2-х т./Ред. Совет: Б.Н. Вардашкин (пред.) и др. – М.: Машиностроение, 1984. – Т. 2/ Под ред. Б.Н. Вардашкина, В.В. Данилевского. 1984. 656 с., ил.
Ансеров М.А. Приспособления для металлорежущих станков. – М.: Машиностроение, 1966. – 652 с.
Анурьев В.И. Справочник конструктора-машиностроителя: В 3 т. Т. 1. – 8-е изд., перераб. и доп. Под ред. И.Н. Жестковой. – М.: Машиностроение, 2001. – 920 с. ил.
Анурьев В.И. Справочник конструктора-машиностроителя: В 3 т. Т. 2. – 8-е изд., перераб. и доп. Под ред. И.Н. Жестковой. – М.: Машиностроение, 2001. – 912 с. ил.
Анурьев В.И. Справочник конструктора-машиностроителя: В 3 т. Т. 3. – 8-е изд., перераб. и доп. Под ред. И.Н. Жестковой. – М.: Машиностроение, 2001. – 864 с. ил.
Технологическая оснастка для металлорежущих станков/А.П. Драгун и др. – Л.: Лениздат, 1982. – 183 с., ил.
ГОСТ 18360-93 Калибры-скобы листовые для диаметров от 3 до 260 мм размеры.
ГОСТ 25347-2013 Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Система допусков на линейные размеры. Ряды допусков, предельные отклонения отверстий и валов.
ГОСТ 8479-70 Поковки из конструкционной углеродистой и легированной стали. Общие технические условия.
ГОСТ 7505-89 поковки стальные штампованные допуски, припуски и кузнечные напуски.