

Малая установка
.pdfМетодические указания по установке и снятию заглушек
Установка и снятие заглушек относятся к работам повышенной опасности
ипроводятся с оформлением наряда-допуска на проведение газоопасных работ, за исключением работ, являющихся неотъемлемой частью технологического процесса, проводимых без оформления наряда-допуска с записью в журнале регистрации таких работ.
Перед установкой заглушки оперативно-ремонтный персонал, должен подготовить рабочее место к проведению работ на газопроводах, для чего:
-провести проверку герметичности затворов запорных устройств на границах отключаемого участка со стороны возможного подвода газа;
-закрыть указанные запорные устройства;
-давление газа (жидкости) в отключенном трубопроводе снизить до
«нуля»;
-снять силовое и оперативное напряжения с электроприводов запорной арматуры на границах отключенного участка, их приводы запереть на цепи с замками, а на ключах их управления вывесить знаки безопасности «Не включать - работают люди»;
-оградить места проведения работ, на ограждении вывесить знаки безопасности «Работать здесь»;
-вывесить в местах прохода к месту проведения работ запрещающие и предостерегающие знаки безопасности;
-запретить ведение огневых и сварочных работ в радиусе не менее 10 м от места производства работ по наряду-допуску;
-запретить нахождение ремонтного и постороннего персонала в зоне радиусом не менее 10 м от места работ;
-вывесить знаки безопасности о запрете курения, использования огня в зоне радиусом не менее 10 м от места работ;
-усилить естественную вентиляцию помещения, открыв окна или фрамуги
идвери;
-проконтролировать показания автоматических приборов контроля загазованности помещений;
-обеспечить средствами противопожарной защиты место производства
работ;
-проверить наличие медикаментов и средств первой доврачебной помощи в аптечке
Разбалтывание фланцевого соединения следует производить осторожно, не допуская выпадения через фланцы металлических прокладок и других материалов.
При установке заглушки болты следует затягивать постепенно, поочередно с диаметрально противоположных сторон. Паронитовые прокладки должны заменяться новыми. Перед установкой паронитовой прокладки она должна быть пропитана маслом. Пропитывание прокладок белилами или масляными красками, а также их применение в несколько слоев не допускается.
После окончания работ по установке заглушки необходимо продуть отключенный и заглушенный участок трубопровода сжатым воздухом или инертным газом до полного вытеснения газа через продувочные газопроводы. Окончание продувки определяется анализом пробы.
После полного окончания работ по установке заглушки и продувке газопроводов сжатым воздухом бригада, проводившая работы, обязана привести в порядок место проведения работ, убрать инструмент, приспособления и т.п., затем производитель работы выводит ее, расписывается в наряде и сдает наряддопуск руководителю работ.
После окончания работ по снятию заглушки необходимо проверить качество выполненной работы, для чего провести проверку плотности фланцевых соединений места установки заглушки приборным методом или обмыливанием.
После полного окончания работ по снятию заглушки и проверки плотности фланцевого соединения места установки заглушки бригада, производившая работы, обязана привести в порядок место проведения работ, убрать инструмент, приспособления
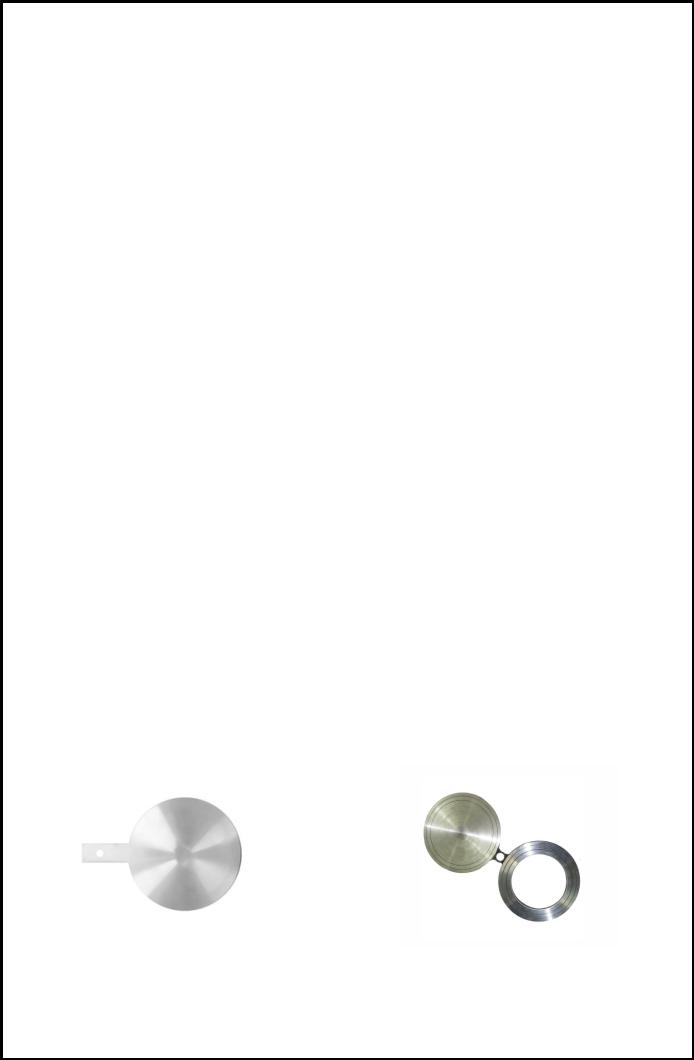
Заглушки должны иметь хвостовики. Номер заглушки, марка стали, условное давление и условный диаметр выбиваются на хвостовике заглушек, а при его отсутствии - на цилиндрической поверхности.
Толщина заглушек подбирается из расчета на максимально возможное давление, но не менее 3 миллиметров.
Во время разгерметизации оборудования и трубопроводов при установке заглушек должен осуществляться контроль за состоянием воздушной среды.
Разборка фланцевых соединений на технологическом оборудовании, в котором обращаются опасные вещества, должна проводиться квалифицированным персоналом с применением искробезопасного инструмента, СИЗ и СИЗОД, определенных соответствующими инструкциями и нарядомдопуском.
После окончания ремонтных работ все необходимые заглушки, кроме постоянно установленных, должны быть сняты.
Снятые заглушки хранятся на установке в отведенном месте. Паспорта на заглушки хранятся у ответственного за выполнение ремонтных работ.
Работы по установке и снятию заглушек должны регистрироваться в журнале установки и снятия заглушек за подписью лиц, проводивших их установку и снятие, и проверяться лицами, ответственными за подготовку и проведение ремонта.
Заглушка с хвостовиком |
Поворотная заглушка |
Приложение А Перечень возможных дефектов, приводящих к отказам, и мероприятия по их устранению
Таблица 1- Перечень возможных дефектов, приводящих к отказам, и мероприятия по их устранению
|
|
|
|
Узлы и детали, в которых |
|
Дефекты, приводящие к |
Мероприятия, предупреждающие |
|
||||||||||
Возможные отказы |
|
последствия, возникающие вследствие |
||||||||||||||||
проявляются отказы |
|
|
отказам |
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
отказа |
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
2 |
|
|
3 |
|
|
|
|
|
|
4 |
|
|
Потеря |
герметичности |
Корпус, в том числе фланцы. |
Развивающиеся |
|
трещины. |
|
|
|
|
|
|
|||||||
по |
отношению |
к |
|
Трубопроводную |
арматуру |
демонтировать с |
||||||||||||
внешней |
среде |
по |
Крышка, в том числе фланцы и |
Утонение |
толщины |
стенок |
трубопровода |
и |
направить |
на дефектацию |
||||||||
корпусным деталям |
и |
радиусные |
переходы. Шпиндель. |
ниже минимально допустимых |
неразрушающими методами контроля. |
|
||||||||||||
Запирающий элемент |
|
(расчетных). |
|
|
|
|
||||||||||||
сварным соединениям |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Потеря |
герметичности |
|
|
|
|
Изменение |
|
|
первичной |
|
|
|
|
|
|
|||
|
|
|
|
микрогеометрии |
|
|
|
|
|
|
|
|
|
|||||
по |
отношению |
к |
|
|
|
|
|
|
|
Сбросить |
рабочее |
давление |
среды до |
нуля. |
||||
|
|
|
|
контактирующих поверхностей |
||||||||||||||
внешней |
среде |
по |
Узел сальникового уплотнения |
|
Подтянуть сальник. Поднять давление среды до |
|||||||||||||
|
Изменение |
размеров |
деталей |
|||||||||||||||
подвижным |
|
|
|
|
|
сальникового |
узла |
сверх |
рабочего |
|
|
|
|
|
||||
соединениям |
|
|
|
|
|
предусмотренных в КД |
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
По фланцевым соединениям: |
|
||||
|
|
|
|
|
|
|
|
Неудовлетворительная |
затяжка |
- проконтролировать отсутствие недопустимых |
||||||||
|
|
|
|
|
|
|
|
крепежных деталей соединения |
смещений |
и |
перекосов |
уплотнительных |
||||||
|
|
|
|
Фланцевое |
и |
бесфланцевое |
«корпус-крышка». |
Изменение |
поверхностей, |
соответствие |
усилий |
затяга |
||||||
Потеря |
герметичности |
соединения |
«корпус крышка». |
размеров |
деталей |
узла сверх |
требованиям КД и равномерности затяга |
|||||||||||
по |
отношению |
к |
Фланцевое |
присоединение |
к |
предусмотренных |
|
в |
КД. |
крепежных деталей. |
|
|
||||||
внешней |
среде |
по |
трубопроводу. |
Технологические |
Развитие задиров, трещин и пор |
При обнаружении протечки, неустранимой при |
||||||||||||
неподвижным |
|
на поверхностях |
деталей узла. |
усилиях затяга крепежных деталей по КД, |
||||||||||||||
соединениям |
|
соединения на корпусе и крышке. |
Утонение стенок сварного шва |
провести разборку и дефектацию деталей |
||||||||||||||
|
|
|
|
Присоединения к трубопроводу на |
ниже минимально допустимых |
соединения. |
|
|
|
|
||||||||
|
|
|
|
приварке. |
|
|
|
расчетных значений. Изменение |
По присоединениям к трубопроводу на |
|||||||||
|
|
|
|
|
|
|
|
структуры |
кристаллической |
приварке: |
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
решетки сварного шва. |
|
- арматуру вырезать из трубопровода и |
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
направить на дефектацию. |
|
|
|||
|
1 |
2 |
3 |
4 |
|
|
|
Изменение первичной микрогеометрии |
Проверить настройку крутящего момента привода на |
|
Отклонение утечки в |
Затвор основной (седло |
соответствие КД и при необходимости произвести |
|
|
уплотнительных поверхностей затвора, |
|||
|
затворе от величины, |
корпуса-запирающий |
настройку. Выполнить несколько срабатываний |
|
|
развитие задиров, трещин и пор на |
|||
|
нормируемой условиями |
элемент). Затвор |
запирающим элементом из положения «закрыто» в |
|
|
уплотнительных поверхностях. Недоход |
|||
|
эксплуатации. |
верхний(шпиндель- |
положение «открыто» и обратно. При недопустимых |
|
|
|
крышка) |
запирающего элемента до полного |
утечках через затвор арматуру разобрать и провести |
|
|
закрытия |
||
|
|
|
дефектацию деталей и узлов затвора. |
|
|
|
|
|
|
|
|
Арматура в сборе. |
Поломка (обрыв) шпинделя. Обрыв |
|
|
|
Запирающий элемент не |
зацепов в соединении запирающий |
|
|
|
открывается (из |
элемент - шпиндель. Изгиб шпинделя |
|
|
|
положения «закрыто»). |
Заклинивание запирающего элемента в |
Арматуру разобрать и провести дефектацию всех |
|
Невыполнение функции |
Запирающий элемент не |
положении «закрыто». Заклинивание |
|
|
деталей, узлов и соединений подвижной системы |
|||
|
«открытие-закрытие» |
перемещается, находясь в |
подвижных соединений системы |
|
|
перемещения запирающего элемента и проверку |
|||
|
|
промежуточном |
перемещения запирающего элемента. |
|
|
|
контролируемых параметров привода. |
||
|
|
положении. Запирающий |
Срыв резьбы ходовой втулки. Поломка |
|
|
|
|
||
|
|
элемент не закрывается |
элементов управления. Разрыв |
|
|
|
(из положения |
соединения элемента управления. |
|
|
|
«открыто»). |
Несрабатывание привода арматуры. |
|
|
|
|
|
Проверить целостность подвижной системы |
|
|
|
|
перемещения запирающего элемента. Провести |
|
|
|
|
срабатывание арматуры «открыть-закрыть», |
|
Непредусмотренное |
|
Поломка (обрыв) шпинделя. Обрыв |
контролируя перемещение запирающего элемента. |
|
регламентом |
Арматура в сборе |
зацепов в соединении запирающий |
Проверить исправность электрической цепи |
|
выполнение функции |
элемент - шпиндель. Срыв резьбы |
управления электропривода. При отсутствии |
|
|
|
|||
|
«открытие - закрытие» |
|
ходовой втулки. |
перемещения запирающего элемента арматуру |
|
|
|
|
разобрать и провести дефектацию деталей, узлов и |
|
|
|
|
соединений подвижной системы перемещения |
|
|
|
|
запирающего элемента. |
|
|
|
Поломка кулачков на «открытие» и |
Проверить работоспособность арматуры при |
|
|
|
управлении от ручного дублера, убедившись в |
|
|
Несоответствие времени |
|
«закрытие» в узле настройки |
|
|
|
наличии смазки в узле ходовой резьбовой пары. При |
||
|
срабатывания |
|
электропривода. |
|
|
Арматура в сборе |
необходимости арматуру разобрать и провести |
||
|
«открытие-закрытие», |
Поломка винтов фиксации кулачков на |
||
|
|
дефектацию всех деталей, узлов и соединений |
||
|
указанному в КД |
|
«открытие» и «закрытие» в узле |
|
|
|
подвижной системы перемещения запирающего |
||
|
|
|
настройки электропривода. |
|
|
|
|
элемента. |
|
|
|
|
|
|
|
|
|
|
|
Приложение Б Способы промывки узлов и деталей
Таблица 2 - Способы промывки узлов и деталей
Способ |
Оборудование и характеристика |
Моющие растворы |
|
промывки |
|||
|
|
||
|
Ванна с сеткой. Целесообразно иметь две ванны для предварительной |
Уайт - спирит ГОСТ 3134 |
|
Ручная |
и окончательной промывок После выдержки в растворе, очистка |
Сода кальцинированная, едкий натр, тринатрий фосфат, |
|
|
щетками и обтирочными материалами. Грязь оседает под сеткой. |
жидкое стекло, по 10 - 20 г/л каждого компонента. |
|
Промывка в |
Передвижная или стационарная ванна с электроподогревом моющего |
Сода кальцинированная, тринатрий фосфат по 30 г/л и |
|
раствора. Раствор подогревается до 180 - 90 °С. Детали промываются |
|||
ваннах |
жидкое стекло 10 г/л. Триполифосфат натрия 2 - 3 г/л. |
||
методом окунания или на сетке. |
|||
|
|
||
|
Стационарные и передвижные моечные машины двухкамерные, |
Кальцинированная сода 3 - 5 г/л. Тринатрий фосфат 3 - 5 |
|
|
г/л. Синтанол ДТ – 7 0 ,1 5 -0 ,3 г/л. Сульфонол 0,05 - 0,1 |
||
Моечными |
трехкамерные. Горячие моющие растворы (t 80 - 90 °С) подаются на |
||
г/л. Каустическая сода 1 - 2 г/л, тринатрий фосфат 4г/л, |
|||
машинами |
детали под давлением душевыми установками. Детали размещаются |
||
нитрат натрия 2,5 г/л. МС - 6 или Лабомид-101 1 5 -2 0 |
|||
|
на сетках или тележках, которые закатываются в моечную машину. |
||
|
г/л |
||
|
|
||
Моечные |
Вода (вода с песком) подается на детали под давлением от 17,0 до 50,0 |
Вода |
|
камеры |
МПа 500 (кгс/см2). Детали и узлы должны располагаться на тележках. |
|
|
Таблица 3 - Растворители для удаления старых лакокрасочных покрытий |
|
||
Растворитель |
Удаляемые загрязнения |
Материал очищаемой |
Примечание |
|
поверхности |
||||
|
|
|
||
Ацетон |
Жиры, масла, канифоль, смолы |
В се материалы |
Взрыво - и пожароопасен, |
|
токсичен |
||||
|
|
|
||
Уайт -спирит |
Масла, жиры, пасты, парафин, механические загрязнения |
Черные и цветные металлы |
|
|
Бензол |
Лаки, краски, мастики |
|
|
|
Бутилацетат |
Смолы , лаки, краски |
|
|
|
Ксилол,толуол |
Лаки, краски, мастики |
|
|
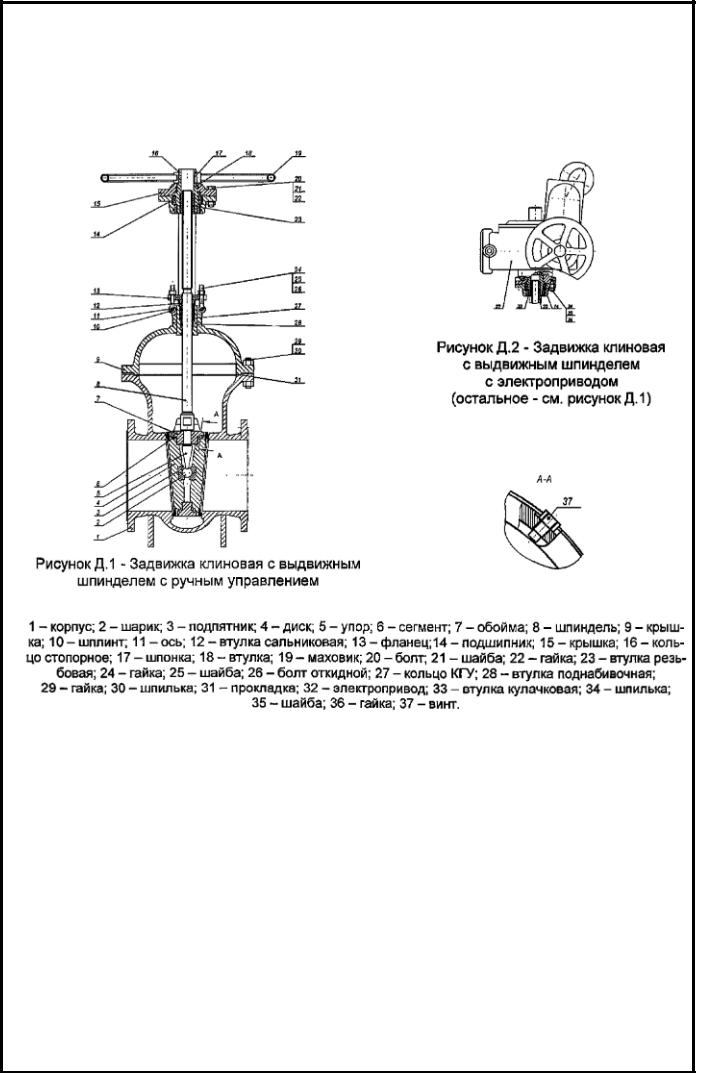
Приложение В Разборка арматуры на примере разборки задвижки клиновой с
выдвижным шпинделем с ручным управлением и электроприводом
Разборку задвижки проводить в следующем порядке:
-вывести запирающий элемент задвижки из положения закрыто не менее 1/4 хода с помощью маховика для задвижки с маховиком (см. рисунок Д.1);
-с помощью ручного дублера для задвижки с электроприводом (см. рисунок
Д.2)
Разборку задвижки с электроприводом следует начинать со снятия электропривода:
-отвернуть гайки 36, снять шайбы 35, ввернуть шпильки 34;
-снять электропривод 32 (см. рисунок Д.2)
Дальнейшая разборка задвижки должна осуществляться следующим образом:
-отвернуть гайки 29, вынуть шпильки 30, и снять крышку 9 с дисками 4, обоймой 7, шпинделем 8, узлом сальника и бугельным узлом из корпуса, предохраняя уплотнительные поверхности дисков 4 от повреждений;
-вынуть прокладку 31 из корпуса 1;
-снять запирающий элемент со шпинделя 8;
-вывернуть винты 37 из обоймы 7;
-вынуть сегменты 6 из обоймы 7, снять диски 4, вынуть шарик 2 и упор 5;
-вынуть подпятники 3 из дисков 4 (при необходимости);
-отвернуть гайки 24, снять шайбы 25, откинуть болты 26 на оси 11;
-вывернуть шпиндель 8 из втулки резьбовой 23 и вынуть его из крышки 9 через ослабленный узел сальника, придерживая фланец сальника 13;
-вынуть фланец сальника 13 из крышки 9, вынуть втулку сальниковую 12, при необходимости вынуть кольца КГУ 27 и втулку поднабивочную 28;
-освободив стопорное кольцо 16, снять маховик 19 и вынуть шпонку 17 из втулки 18.
Разборку бугельного узла задвижки с ручным приводом проводить в следующей последовательности (см. рисунок Д.1):
- отвернуть гайки 22 и, вынув болты 20, снять крышку 15, втулку 18 с подшипниками 14, снять подшипники 14, вывернуть втулку резьбовую 23 из втулки 18;
Сборку задвижки проводить в обратном порядке.
Сборку колец сальника в сальниковом узле проводить пакетом с контролем усилия поджатия по крутящему моменту затяга шпилечного соединения сальникового узла, соответствующему поджатию пакета сальниковых колец на 10 % от его первоначальной высоты.
Поджатие пакета колец сальника при сборке проводить в несколько этапов (не менее 10) до стабилизации крутящего момента затяга шпилечного соединения сальника, с окончательным поджатием в пределах 12 - 15 % от первоначальной высоты пакета. При каждом этапе поджатия совершать возвратно-поступательное перемещение шпинделя не менее 5 раз