

6 Контрольная работа №4
6.1 Расчет геометрических размеров ректификационной колонны
6.1.1 Расчет диаметра колонны
Диаметр колонны определяется по выражению
![]() (6.1)
(6.1)
где
![]() – объемный расход паров в наиболее
нагруженном сечении колонны, м3/с;
– объемный расход паров в наиболее
нагруженном сечении колонны, м3/с;
G – массовый расход паров в том же сечении, кг/с;
W,
![]() – соответственно линейная (м/с) и массовая
(
– соответственно линейная (м/с) и массовая
(![]() )
допустимые скорости паров в рассчитываемом
сечении колонны.
)
допустимые скорости паров в рассчитываемом
сечении колонны.
Массовый расход паров в верхнем сечении колонны рассчитывается по уравнению материального баланса для данного сечения
![]() ,
кг/ч. (6.2)
,
кг/ч. (6.2)
Для нижнего сечения колонны массовый расход пара
![]() ,
кг/ч. (6.3)
,
кг/ч. (6.3)
Дальнейший расчет ведется по большему из полученных значений расхода паров.
Объемный расход паров определяется по выражению
![]() , (6.4)
, (6.4)
где М – мольная масса смеси, кг/кмоль;
Т, - соответственно температура (К) и давление (МПа) в рассчитываемом сечении колонны;
![]() ,
,
![]() - температура (
= 273 К) и давление (
= 0,1 МПа) при нормальных условиях;
- температура (
= 273 К) и давление (
= 0,1 МПа) при нормальных условиях;
z
– коэффициент
сжимаемости. При
![]() 0,5 МПа Z
= 1.
0,5 МПа Z
= 1.
Допустимые линейная и массовая скорость паров в колонне определяется по выражениям
![]() ; (6.5)
; (6.5)
![]() ; (6.6)
; (6.6)
где С – коэффициент, величина которого зависит от конструкции тарелки, расстояния между тарелками и поверхностного натяжения жидкости (см. рисунок 6.1);
![]() – плотность
пара и жидкости соответственно, кг/м3.
– плотность
пара и жидкости соответственно, кг/м3.
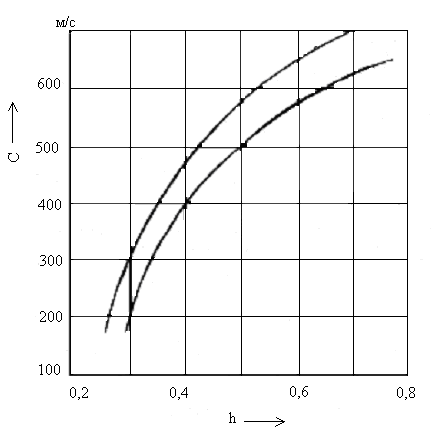
1
– при
![]() Н/м; 2 – при
Н/м; 2 – при
![]() Н/м
Н/м
Рисунок 6.1 – Значение коэффициента С при различных величинах поверхностного натяжения
Плотность паровой фазы при данной температуре Т рассчитывается по уравнению
![]() . (6.7)
. (6.7)
Плотность жидкости при температуре Т определяется по формуле
![]() , (6.8)
, (6.8)
где
![]() – произвольная начальная температура
(обычно 273 или 293 К);
– произвольная начальная температура
(обычно 273 или 293 К);
![]() – плотность смеси при температуре
,
зависящая от плотности индивидуальных
компонентов
– плотность смеси при температуре
,
зависящая от плотности индивидуальных
компонентов
![]() и определяемая по выражению
и определяемая по выражению
 , (6.9)
, (6.9)
для бинарной системы
 ; (6.10)
; (6.10)
а – средняя температурная поправка плотности на один градус в пределах температур от до Т, значения которой приведены в приложении таблицы 5 (здесь плотность в г/см3),
![]() (6.11)
(6.11)
Полученное по уравнению (6.1) значение диаметра колонны округляется в соответствии с существующими нормами (ГОСТ 9617-61).
Стандартом предусмотрены следующие диаметры колонных аппаратов
от 1000 до 4000 мм – через каждые 200 мм, т.е. 1200, 1400, 1600 и т.д.;
от 4000 – через каждые 500 мм.
6.1.2. Определение высоты колонны
Рабочая высота колонны (рисунок 6.2) рассчитывается по выражению
![]() , (6.12)
, (6.12)
где
![]() – число теоретических тарелок в
концентрационной и отгонной секциях,
найденное по диаграмме
с учетом теплообменных аппаратов,
применяемых для отвода и подвода тепла;
– число теоретических тарелок в
концентрационной и отгонной секциях,
найденное по диаграмме
с учетом теплообменных аппаратов,
применяемых для отвода и подвода тепла;
![]() – эффективность
(к.п.д.) тарелки; рекомендуемые значения
приведены по таблице 9 приложения;
– эффективность
(к.п.д.) тарелки; рекомендуемые значения
приведены по таблице 9 приложения;
h – расстояние между тарелками; h = 0,3 … 0,7 м (D < 0,8 м, h = 250-300 мм, D < 6 м, h = 450-600 мм, D > 6 м., h = 600-700 мм);
![]() – расстояние
между верхним днищем и верхней тарелкой;
= 1,0…1,3 м;
– расстояние
между верхним днищем и верхней тарелкой;
= 1,0…1,3 м;
![]() – расстояние
между тарелками в эвапарационном
пространстве (высота зоны питания);
= 1,0 … 1,5 м;
– расстояние
между тарелками в эвапарационном
пространстве (высота зоны питания);
= 1,0 … 1,5 м;
![]() – расстояние
между нижним днищем и нижней тарелкой;
= 1,0…1,5 м.
– расстояние
между нижним днищем и нижней тарелкой;
= 1,0…1,5 м.
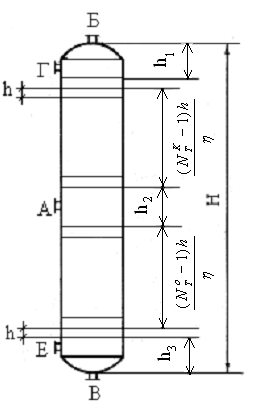
Рисунок 6.2 – Схема для расчета рабочей высоты колонны
6.2 Расчет штуцеров
Расчет штуцеров ректификационной колонны (для ввода сырья А, вывода дистиллята Б и остатка В, ввода жидкого Г и парового Е орошения) проводится по выражению
![]() , (6.13)
, (6.13)
где – объемный расход потока в соответствующем штуцере, м3/с;
![]() – допустимая
линейная скорость движения потока, м/с.
Зависит от агрегатного состояния потоков
(пар, жидкость) и способа перемещения
(движение самотеком, подача насосом и
т.д.). Значения скоростей даны в таблице
6 приложения.
– допустимая
линейная скорость движения потока, м/с.
Зависит от агрегатного состояния потоков
(пар, жидкость) и способа перемещения
(движение самотеком, подача насосом и
т.д.). Значения скоростей даны в таблице
6 приложения.
Объемный расход потока определяется по выражению
![]() , (6.14)
, (6.14)
где G – массовый расход потока пара или жидкости, проходящий через рассчитываемый штуцер, кг/с;
![]() – плотность
потока, определяемая по уравнениям
(6.7) или (6.8).
– плотность
потока, определяемая по уравнениям
(6.7) или (6.8).
Полученное значение диаметра штуцера округляется, если необходимо, согласно существующим нормалям. Предусмотрен следующий ряд условных диаметров штуцеров: 10, 15, 20, 25, 32, 40, 50, 70, 80, 100, 125, 150, 175, 200, 225, 250, 275, 300, 350, 400, 450 …, мм.