

Режимы работы колонны.
В ректификационной колонне можно выделить:
Режим минимального орошения
Режим рабочего орошения
Режим полного (максимального) орошения
1 При режиме минимального орошения на орошение колонны подается минимальное количество флегмы, которая образуется за счет минимального отвода тепла. Этот режим характерен минимальным флегмовым числом, которое можно определить по выражению:
![]()
ус и хс – координаты F*m
C
xw
Bmin
Аmin
х1
у1
D(yд;
yд)
W(xw;xw)
ОПК
F
F*
Если концентрационная секция колонны работает в режиме орошения, то и отгонная секция будет работать в этом же режиме, который характеризуется минимальным паровым орошением, т. е. подается минимальное количество пара, минимальным подводом тепла и минимальным паровым числом, которое определяется:
![]()
ОПК – область предельных концентраций.
При минимальном орошении вблизи зоны питания образуется ОПК, т. е. области, в которых изменение концентрации при переходе от одной тарелки к другой не наблюдается.
NTT→∞
Т. к. NTT→∞, то в этом режиме реальная колонна не работает, т. е. для действия колонны флегмовое и паровое число должны превышать их минимальное значение (2). Это превышение характеризуется кратностью орошения:

3 При этом режиме работы колонны флегмовые и паровые числа будут максимальными.
П→∞
R→∞

Колонна работает «сама на себя».
W(xw;xw)
D(yд;
yд)
y1
xw
x1
xw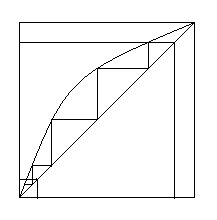
Режим полного орошения позволяет определить наибольшую четкость разделения.
Зная Nmin, можно определить число теоретических тарелок при рабочем режиме (по графику Джилли - Ленда).
Уравнение Фенске – Андервуда.

α – средний коэффициент относительной летучести
Расчет геометрических размеров колонны.
Этот расчет включает:
определение диаметра колонны (Dк)
высоты колонны (Н)
диаметра штуцеров (d)
1. Dк определяют по наибольшему нагруженному по парам сечению (из уравнения расхода).
Gконц=g+D – материальный баланс
R=g/D; Gконц=D(R+1), кг/ч
Gотг=ПW; кг/ч
Дальнейший расчет ведется по большему из полученных значений
![]() ,
м;
,
м;
Vc, м3/с – объемный секундный расход пара наибольшего нагруж. сечения
ω – линейная скорость, м/с
Gдоп – допустимая массовая скорость, кг/м2с
![]() ,
м3/с
,
м3/с
М – мольная масса парового потока
П0; Т0 – нормальные условия
Т; П – температура и давление в рассчитываемом сечении
Скорость определяется по уравнению Саудерса – Брауна:
![]() ,
м/с
,
м/с
![]() ,
кг/(м2с)
,
кг/(м2с)
с – коэффициент, величина которого зависит от расстояния между тарелками (Δh) и коэффициента поверхностного натяжения (σ)
с=f(Δh; σ)
«с» определяем графически
 С, м/с
С, м/с
![]() σ1
σ2
σ1
σ2
Δh, м
Полученное значение Dк сравнивается с нормальным рядом и принимается ближайшими значениями.
Нормальный ряд Dк: до 4000 мм отличается на 200 мм и принимается четное;
от 4000 до 6000 мм отличается на 500 мм;
после 6000 мм отличается на 1000 мм.
2 .
.
h1 hk
h2 h3



Δ
 h
h
h1 – расстояние от верхней точки колонны до тарелки
hk – высота конц. секции
h2 – высота зоны питания
hот – высота отгонной секции
h3 – расстояние от последней колонны до нижней точки колонны
Число реальных тарелок:
![]()
η – зависит от конструкции тарелок и гидравлического режима
Δh – расстояние между тарелками.
При Dк<0,8 м; Δh, мм
0,8≤ Dк ≤6 250…300 м
Dк≥6 450… 600 м
600…700 м
![]() ,
м
,
м
![]()
3
 .
2
.
2


3

1
5
4
1 – ввод сырья
2 – вывод парового потока
3 – ввод флегмы
4 – вывод кубовой жидкости
5 – ввод парового орошения
![]()
![]()
Vc – объемный секундный расход, проходящий через рассчитанный штуцер, м3/с
ω – линейная скорость потока. Принимается в зависимости от агрегатного состояния потока, м/с

 пар
давление
пар
давление
ω

 жидкость
способ подачи
жидкость
способ подачи
 вязкость
вязкость
АЗЕОТРОПНАЯ И ЭКСТРАКТИВНАЯ РЕКТИФИКАЦИЯ
1. Применение разделяющего агента для ректификации близкокипящих компонентов
Легкость
разделения компонентов при ректификации
зависит от величины коэффициента
относительной летучести
![]() ,
чем больше разница в температурах
кипения компонентов, тем α больше.
,
чем больше разница в температурах
кипения компонентов, тем α больше.
Для компонентов с близкими температурами кипения величина а незначительно отличается от 1 и процесс разделения компонентов ректификацией затрудняется: для обеспечения заданной чёткости ректификации требуется большее число тарелок и большее флегмовое число.
При разделении близкокипящих смесей даже при большом числе тарелок и большом флегмовом числе трудно достигнуть высокой чёткости разделения.

Для компонентов с одинаковой температурой кипения и для нераздельно кипящих (азеотропных) смесей α=1, поэтому их нельзя разделить обычной ректификацией. Влияние величины коэффициента α на необходимое число теоретических тарелок при 6.6. флегмовом числе характеризуется графиком, изображённом на рисунке.
Чёткость разделения компонентов оценивают величиной фракционирующего фактора Е
![]()
Кривые
на графике показывают, что необходимое
число тарелок при данной чёткости
разделения резко уменьшается при >
α=1,03…1,2. Так, при Е=10 изменение а в этих
пределах приводит к уменьшению числа
тарелок от 120 до 13. При дальнейшем
увеличении
![]() число тарелок сокращается в меньшей
степени.
число тарелок сокращается в меньшей
степени.
Чем выше чёткость разделения, тем выше значения фракционирующего фактора и тем более эффективно оказывает влияние увеличения коэффициента относительной летучести на число тарелок.
Величина коэффициента относительной летучести может быть увеличена путём изменения давления в ректификационной колонне.
Понижение давления при ректификации будет повышать эффективность этого процесса для тех систем, для которых уменьшение давления сопровождается увеличением и наоборот.
Для некоторых смесей величина α может быть увеличина путём добавления к этой смеси третьего компонента, называемого разделяющим агентом и обладающего различной растворимостью по отношению к разделяемым компонентам.
Из-за различной растворимости разделяемых компонентов в третьем они , по разному отклоняются от законов идеальных растворов и ведут себя поэтому как компоненты в большей степени отличающиеся по летучести, чем это было в отсутствии третьего компонента.

На рисунке 2 представлены кривые давления насыщенных паров бензола (tK = 80,40С) и циклогексана (tK = 80,740С) в чистом виде и в смеси их с 80% анилина, который является для них разделяющим агентом. В отсутствии анилина давление насыщенных паров бензола и ЦГ весьма близки между собой и поэтому разделение этих компонентов ректификацией в обычных условиях практически невозможно. В присутствии анилина давление паров их существенно различаются, причём ЦГ (менее растворимый в анилине) имеет значительно большее давление насыщенных паров, чем бензол, который хорошо растворяется в анилине.
Значит, в присутствии анилина смесь бензола и ЦГ разделить сравнительно легче ректификацией, ЦГ в этих условиях будет как НКК, а бензол как ВКК.
Для смесей, отклоняющихся от законов идеальных растворов, величина α
![]()
где
![]() и
и
![]() -
коэффициенты активности разделяемых
компонентов, характеризующие степень
отклонения их от законов идеальных
растворов.
-
коэффициенты активности разделяемых
компонентов, характеризующие степень
отклонения их от законов идеальных
растворов.
При
наличии разделяющего агента подлежащие
ректификации компоненты из-за различной
их растворимости по разному отклоняются
от законов идеальных растворов и
коэффициенты активности
и
у них различны поэтому
даже
при
![]() имеем α>1.
имеем α>1.
Таким образом, для того, чтобы обеспечить разделение близкокипящих компонентов, необходимо подобрать такой разделяющий агент, в присутствии которого величины и существенно различаются. Этот эффект может быть обеспечен при условии, если разделяемые компоненты отличаются по своей химической структуре, чем и обуславливается их различная растворимость и степень отклонения от законов идеальных растворов.
Ректификация в присутствии разделяющего агента применяется при разделении близкокипящих смесей ароматических, парафиновых и нафтеновых углеводородов, имеющих близкие температуры кипения, парафиновых и непредельных углеводородов. (выделение изо- и н-бутана из смеси с бутенами и бутадиеном) и т.п.
При
существенном различии
и
более летучим может оказаться вещество,
имеющее более высокую температуру
кипения. Высокое значение α
может быть достигнуто
и при
![]() ,
если
и
,
если
и
![]() .
.
В зависимости от летучести разделяющего агента по отношению к летучести разделяемых компонентов процесс подразделяется на азеотропную и экстрактивную ректификацию. При азеотропной ректификации летучесть разделяющего агента сравнительно велика, поэтому в ректификационной колонне основная его масса отбирается в паровой фазе сверху колонны вместе с ректификатом.
При экстрактивной ректификации разделяющий агент отличается сравнительно низкой летучестью и отбирается с низа колонны вместе с остатком в жидкой фазе.
Применение азеотропной и экстрактивной ректификации в промышленности предопределяется главным образом экономикой процесса. Эксплуатационные затраты на ректификацию с разделяющим агентом в значительной степени зависят от относительного количества разделяющего агента, подаваемого в ректификационную колонну.
С увеличением удельного расхода разделяющего агента растут энерго затраты на нагрев, а при азеотропной ректификации - на испарение агента в виде расхода воды на охлаждение и т.д. Расход разделяющего агента зависит главным образом от состава сырья.
При азеотропной ректификации расход разделяющего агента возрастает при увеличении концентрации в сырье тех компонентов, которые отбираются в качестве ректификата с верха колонны. Так, при разделении смеси парафиновых и ароматических углеводородов расход разделяющего агента при азеотропной ректификации возрастает при увеличении концентрации в сырье парафиновых углеводородов.
При экстрактивной ректификации, наоборот, расход разделяющего агента увеличивается при увеличении в сырье концентрации компонентов, отбираемых с низа колонны, т.е. при увеличении концентрации ароматических углеводородов.
В связи с этим азеотропная ректификация применяется при сравнительно небольшой концентрации в сырьё компонентов отбираемых в виде остатка с низа колонны.
Кроме того, в случае азеотропной ректификации тепло расходуется на нагрев и испарение разделяющего агента; при экстрактивной ректификации тепло расходуется только на нагрев третьего компонента.
При выборе типа разделяющего агента надо учесть, что при экстрактивной ректификации температура в колонне выше, чем при азеотропной ректификации.
ТРЕБОВАНИЯ К РАЗДЕЛЯЕШЕМУ АГЕНТУ
Разделяющий агент при азеотропной и экстрактивной ректификации должен удовлетворять следующим основным требованиям:
Обеспечивать возможно большее повышение коэффициента а для разделяемых компонентов;
Сравнительно легко отделяться от компонентов исходной разделяемой смеси ректификацией, экстракцией или любым другим способом;
Хорошо растворять разделяемые компоненты, так как при температурном режиме ректификационной колонны образование двух жидких фаз на тарелках колонны может привести к ухудшению процесса разделения;
Быть термически стабильным, не реагировать с компонентами смеси, не вызывать коррозии аппаратуры, не быть токсичным и иметь не высокую стоимость.
При разделении парафиновых и ароматических углеводородов в случае азеотропной ректификации в качестве разделяющего агента применяется метиловый и этиловый спирт.
При экстрактивной ректификации в качестве разделяющего агента применяется фенол, фурфурол и др.
Влияние концентрации разделяющего агента и температуры системы на величину α


рис.3
Величины коэффициентов у и а зависят от свойств компонентов, входящих в состав системы, концентрации разделяющего агента и температуры, а => и давления системы. С увеличением концентрации разделяющего агента в жидкой фазе у и а растут. В качестве примера на рисунке 3 даны кривые равновесия для системы толуол - метилциклогексан при различных концентрациях фенола
без фенола;
25% фенола;
50% фенола; 4. 75% фенола.
Составы жидкой и паровой фаз даны для смеси толуола и парафинового углеводорода без учёта концентрации разделяющего агента.
Из графика наглядно видно, что с увеличением концентрации фенола в жидкой фазе выпуклость кривой равновесия фаз увеличивается, т.е. растёт величина коэффициента α.
Изменение температуры на величину коэффициентов γ и α влияет по разному.
В
большинстве случаев понижение температуры
приводит к увеличению γ. По этой причине,
а также в следствие различия в характере
изменения давления насыщенных паров
разделяемых компонентов
![]() и
и
![]()
![]() ;
величина
а с уменьшением температуры растёт.
;
величина
а с уменьшением температуры растёт.
Для некоторых систем (метилгиклогексан-гептан) величина γ и α с уменьшением температуры понижается.
Смеси, у которых α уменьшается с понижением температуры подчиняются той же закономерности в присутствии разделяющего агента.
Изменение температуры системы соответственно обуславливает изменение давления, поэтому изменение температурного режима в ректификационной колонне с разделяющим агентом влияет на величину α в том же направлении, что и изменение давления.
Несмотря на широкое распространение процессов азеотропной и экстрактивной ректификации, до настоящего времени нет достаточно надёжных методов расчёта колонны для этих процессов.
Трудность выполнения подобных расчётов объясняется тем, что вещества участвующие в процессе ректификации, существенно отклоняются от законов идеальных растворов.
Существующие методы расчёты коэффициента у сложны и требуют экспериментального определения ряда величин, входящих в состав расчётных уравнений. По этой причине для расчёта азеотропной и экстрактивной ректификации обычно используют опытные данные.