

6.8. Внутренние напряжения
При любых сочленениях двух твердых разнородных материалов обычно возникают напряжения, обусловленные различием их физических свойств и наличием адгезионного контакта. Лакокрасочные покрытия в этом отношении не представляют исключения. Возникающие в них напряжения могут быть вызваны как внешними воздействиями (нагружение, деформация подложки), так и внутренними факторами (испарение растворителей, охлаждение и кристаллизация, протекание химических реакций и т. д.). Последний вид напряжений носит название внутренних или остаточных. Они были обстоятельно рассмотрены в работах советских ученых В. А. Каргина и М. И. Карякиной, С. А. Шрейнера, П. И. Зубова, А.Т. Санжаровского.
По своему происхождению внутренние напряжения бывают двух видов:
усадочные, возникающие вследствие усадки материала пленки при формировании или эксплуатации покрытия;
термические, появляющиеся при изменении температуры в результате несоответствия в значениях термических коэффициентов линейного расширения подложки и покрытия.
В
покрытиях, сформированных при повышенных
температурах, внутренние
напряжения
![]() нередко
являются суммой усадочных
нередко
являются суммой усадочных
![]() и
термических
и
термических
![]() напряжений:
напряжений:
![]() (6.17)
(6.17)
Внутренние напряжения в покрытиях — преимущественно напряжения растяжения. Они опасны тем, что снижают когезионную и адгезионную прочность, а, следовательно, и долговечность покрытий. Нередко внутренние напряжения достигают настолько больших значений, что происходит самопроизвольное растрескивание или отслаивание покрытий уже в процессе их формирования. Уменьшение и исключение напряжений представляет важную задачу в технологии покрытий.
6.8.1. Возникновение и релаксация внутренних напряжений
Если на твердую
поверхность, например на стекло, нанести
слой жидкого полимерного лака, то при
пленкообразовании по мере испарения
растворителя твердость пленки будет
возрастать. При определенном содержании
растворителя С пленка начинает приобретать
упругие свойства; это проявляется в
возникновении внутренних напряжений
как результата плоскостной усадки
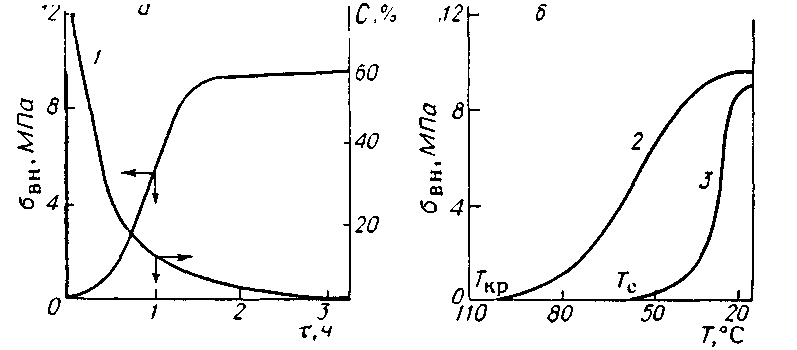
образца (рис. 6.7, а). Появление внутренних
напряжений соответствует точке перехода
материала пленки из высокоэластического
состояния в стеклообразное. Если
подвергнуть пленку дальнейшему
высушиванию в течение времени
![]() ,
то содержание в ней растворителя
уменьшится на
,
то содержание в ней растворителя
уменьшится на
![]() С,
а линейная усадка
С,
а линейная усадка
![]() возрастет на
возрастет на
![]() (6.18)
(6.18)
где К коэффициент линейной усадки.
Приращение
усадки вызовет соответствующий рост
внутренних напряжений
![]() :
:
![]() (6.19)
(6.19)
где
![]()
мгновенный модуль упругости материала
пленки;
мгновенный модуль упругости материала
пленки;
коэффициент Пуассона.
Это
соотношение справедливо при условии,
если приращение
усадки носит упругий характер. В
действительности же в пленке
кроме упругой могут иметь место
эластическая и пластическая деформации.
Они не вызывают роста напряжений, поэтому
фактические внутренние напряжения
будут определяться вкладом
![]() ,
т. е. коэффициентом
,
т. е. коэффициентом
![]() ,
который,
как правило,
не достигает единицы. Соотношение
,
который,
как правило,
не достигает единицы. Соотношение
![]() определяет
степень релаксации напряжений, возникающих
в покрытии. Это соотношение, большое в
начальный момент пленкообразования,
резко падает на заключительной стадии
освобождения пленки от растворителя;
уже незначительный прирост усадки
вызывает скачкообразный рост внутренних
напряжений, что и отмечается на рис.
6.7, а. Напряжения стабилизируются после
прекращения испарения растворителя и,
соответственно, усадки пленки.
определяет
степень релаксации напряжений, возникающих
в покрытии. Это соотношение, большое в
начальный момент пленкообразования,
резко падает на заключительной стадии
освобождения пленки от растворителя;
уже незначительный прирост усадки
вызывает скачкообразный рост внутренних
напряжений, что и отмечается на рис.
6.7, а. Напряжения стабилизируются после
прекращения испарения растворителя и,
соответственно, усадки пленки.
При
пленкообразовании из расплавов, а также
при охлаждении покрытий, сформированных
при повышенных температурах, возникают
термические внутренние напряжения.
Начало их роста соответствует Тс
для аморфных и Ткр
для кристаллических полимеров, когда
равновесный модуль упругости
![]()
![]() становится больше нуля, т. е. в пленке
при усадке появляются упругие деформации
(рис. 6.7, б).
становится больше нуля, т. е. в пленке
при усадке появляются упругие деформации
(рис. 6.7, б).

а
б
,
ч
Рис. 6.7. Временная (а) и температурная (б) зависимости внутренних напряжений и содержания растворителей в нитратцеллюлозных (1), полиэтиленовых (2)
и поливинилбутиральных (3) покрытиях
Термические
внутренние напряжения, возникающие при
быстром
нагревании или охлаждении покрытий, в
пределах температур
![]() определяются по уравнению:
определяются по уравнению:
![]() (6.20)
(6.20)
где
![]()
термические коэффициенты линейного
расширения материала пленки
и подложки соответственно.
термические коэффициенты линейного
расширения материала пленки
и подложки соответственно.
Если
обозначить конечную (эксплуатационную)
температуру
через Тэ,
то для покрытий из аморфных полимеров
![]() ТсТэ,
из кристаллических
ТкрТэ.
ТсТэ,
из кристаллических
ТкрТэ.
В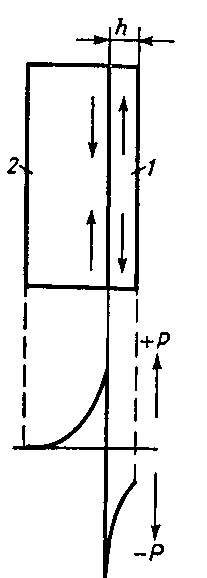 уравнении (6.20)
выражение
уравнении (6.20)
выражение
![]() характеризует
деформацию пленки, вызывающую напряжение.
Она может быть определена экспериментально
по значению линейного сокращения пленки.
Так, если напряженную пленку снять с
подложки, то она постепенно начинает
сокращаться. Скорость сокращения как
результат проявления релаксации
напряжений возрастает с повышением
температуры, полная релаксация быстро
достигается при ТТс
или Тпл
полимеров.
характеризует
деформацию пленки, вызывающую напряжение.
Она может быть определена экспериментально
по значению линейного сокращения пленки.
Так, если напряженную пленку снять с
подложки, то она постепенно начинает
сокращаться. Скорость сокращения как
результат проявления релаксации
напряжений возрастает с повышением
температуры, полная релаксация быстро
достигается при ТТс
или Тпл
полимеров.
На
практике
![]() обычно не превышает 2% (при
обычно не превышает 2% (при
![]() 58МПа).
Фактически получаемые значения
и
оказываются
в несколько раз меньше расчетных. Это
свидетельствует о
существенном влиянии релаксационных
процессов на формирование
напряжений.
58МПа).
Фактически получаемые значения
и
оказываются
в несколько раз меньше расчетных. Это
свидетельствует о
существенном влиянии релаксационных
процессов на формирование
напряжений.
Р
Рис.
6.8. Распределение напряжений по сечению
пленки (1) и подложки
крытий.
Внутренние
напряжения неодинаково распределены
по толщине покрытия: они максимальны в
адгезионном слое и убывают по мере
удаления от него к поверхности (рис.
6.8).
Аналогично распределяются напряжения
в подложке. Так, если на пленку действует
растягивающая сила Р, то на подложку
равная ей сила сжатия. Создается градиент
напряжений
![]() ,
направленный на разрушение покрытия.
Эмпирически было показано, что если
возникающие нормальные напряжения
больше прочности пленок на растяжение,
т. е.
,
направленный на разрушение покрытия.
Эмпирически было показано, что если
возникающие нормальные напряжения
больше прочности пленок на растяжение,
т. е.
![]() ,
то покрытие растрескивается, если
касательные напряжения
,
то покрытие растрескивается, если
касательные напряжения
![]() окажутся
больше адгезионной прочности на сдвиг,
т. е.
окажутся
больше адгезионной прочности на сдвиг,
т. е.
![]() ,
происходит его отделение от подложки.
Так, покрытия, полученные из расплавов
полистирола, самопроизвольно
растрескиваются при охлаждении уже при
30°С, а из сополимеров стирола с
метилметакрилатом
отслаиваются от стеклянной подложки,
вырывая кусочки стекла.
,
происходит его отделение от подложки.
Так, покрытия, полученные из расплавов
полистирола, самопроизвольно
растрескиваются при охлаждении уже при
30°С, а из сополимеров стирола с
метилметакрилатом
отслаиваются от стеклянной подложки,
вырывая кусочки стекла.