

* Once per every 3 periodic
inspection periods
Figure
5.2.4 Standard schedule for periodic Inspection
Major activities in the periodical inspection period are opening and
checking the reactor vessel, checking the soundness of fuel and
making replacements, inspecting SG tubes, opening and checking the
turbine, verifying the integrities of components and materials
(in-service inspections), and carrying out leak rate tests of the
containment vessels, operability tests of safety protection
circuits, and plant performance tests.
The sequence of major check and inspection activities of the primary
systems in a typical periodical inspection period of a typical PWR
plant is described below when no plant modification is implemented.
i ) Opening of reactor
The sequence to shut down an operating plant starts with the
disconnection of the main generator from the grid, continues to the
reduction of the temperature and the pressure of the reactor coolant
system followed by subsequent degassing and oxidizing operations of
the reactor
coolant After the reactor coolant.system
is cooled down, and the containment air is purged by the ventilation
system, the air lock of the containment is opened and operations in
the containment are begun. After the missile shielding structures
are removed, interconnected systems and devices such as seismic
supports, electrical cables of the control rod drive mechanism and
cooling fan connecting ducts are disconnected. Secondly, in- core
thermocouple housings in contact with the reactor coolant are
disassembled and stud bolts of the reactor vessel are loosened and
removed. In parallel with the above activities, thimbles for in-core
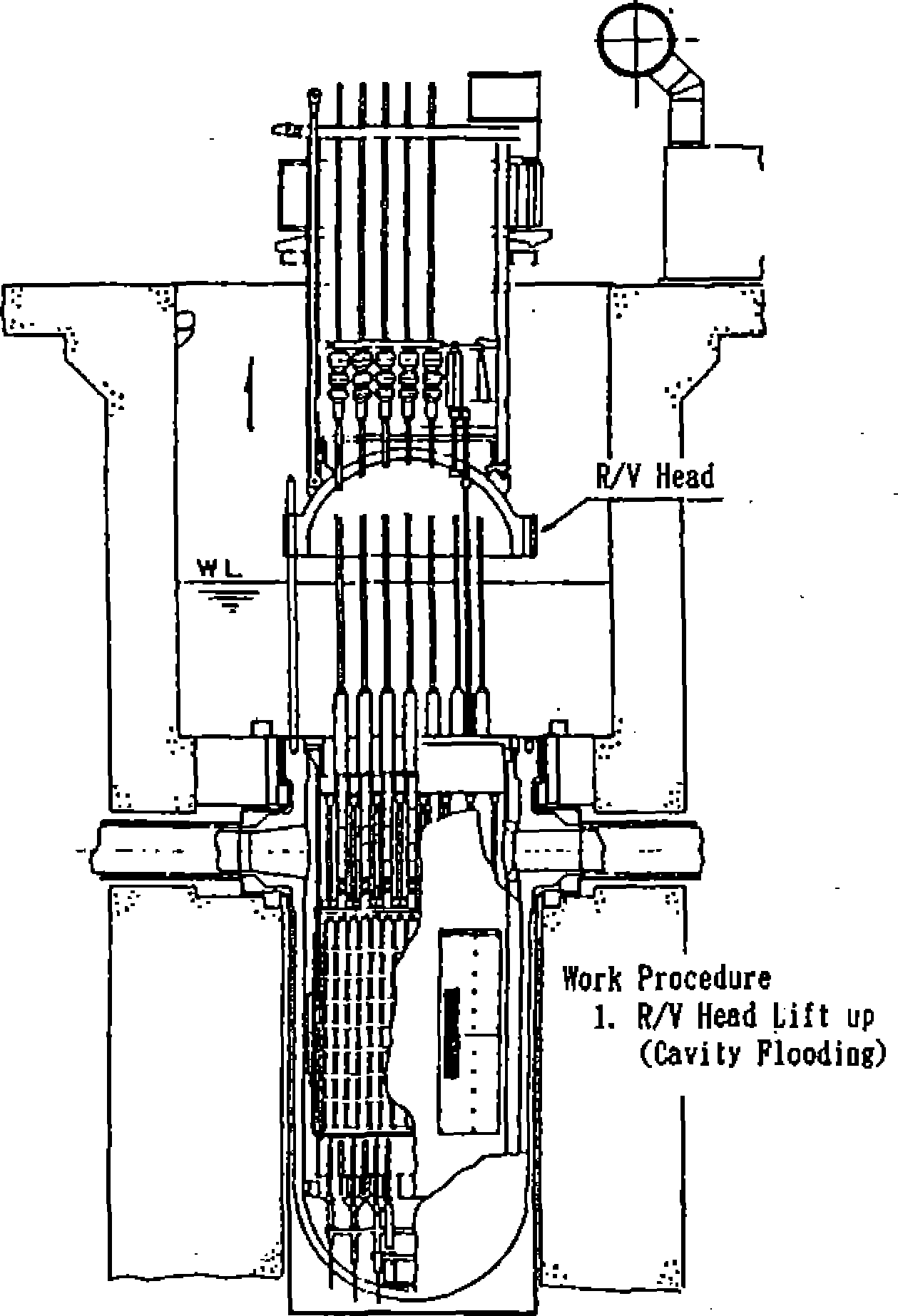
instrumentations are withdrawn. Subsequently, the reactor cavity is
filled with water. The reactor vessel head is lifted, keeping pace
with the increasing water level, and moved to a temporary lay-down
space on the operating floor. When the reactor cavity is completely
filled with water, control rod drive shafts are unlatched from the
control rods and removed. The
upper core internal assembly is lifted, but kept under water, and
moved to a temporary lay-down
NSRA,
Japan
5-
18Major activities in the periodical inspection period
Chapter
5 Operation and Maintenance of PWR Plants
location on the cavity floor.
The steps of the reactor opening are illustrated in Figure 5.2.5.
ii) Transfer and
inspections of fuel
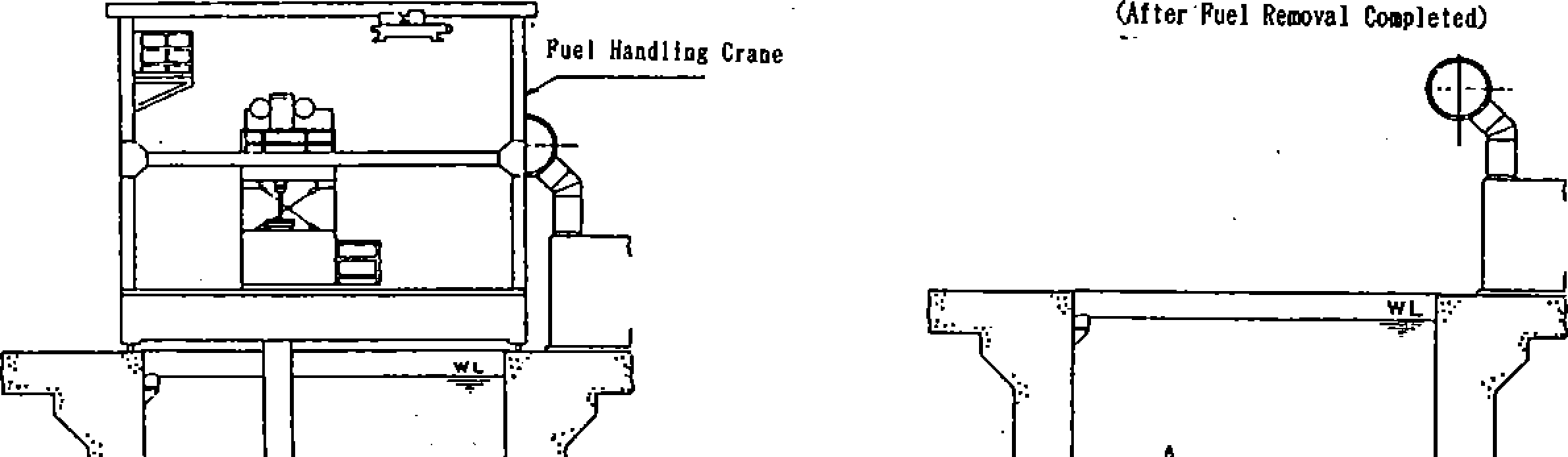
After the activities to open the reactor are completed, fuel
assemblies in the reactor vessel are transferred to the spent fuel
pit outside the containment using a fuel handling crane and a fuel
transfer system. Spent fuel assemblies which are transferred to the
pit are visually checked with an inspection unit installed in the
pit (underwater TV inspection). Sipping inspections of fuel are also
conducted, if necessary, to confirm the soundness. Burn-ups of spent
fuel assemblies for which soundness has been confirmed by the
inspections and are to be reloaded in the reactor are calculated,
and the optimum loading pattern of these reused fuel assemblies
mixed with new fue assemblies is established by pattern calculations
to determine locations for the reused fuel assemblies. Based on the
core loading pattern, items inserted into fuel assemblies are
reshuffled and the fuel assemblies are loaded into the reactor core
in the reverse order to the procedures for removing them. Fuel
assemblies and items inserted into assemblies are visually confirmed
to be in their proper locations with an underwater TV observation.
iii) Eddy current test of steam generator tubes
The number of heat transfer tubes of a SG is more than 3,000. For
SGs with heat transfer tubes of nickel based Alloy 600 (Inconel
®600), inspections are
made during every periodical inspection using the non-destr
uctive eddy current test (ECT) method throughout the entire
lengths of the tubes. For SGs with nickel based Alloy 690 (Inconel
®690) tubes, inspections are made only every two inspection
periods. Reactor coolant in SG tubes needs to be drained out before
the ECTs. When the water level in the reactor cavity is decreased
once in the process of reactor opening, and the water in the SG
tubes has drained out, the covers of manholes on the water chambers
of SGs are opened and nozzles connecting the water chambers to the
reactor coolant piping are closed with plugs to isolate the water
chambers from the reactor coolant system. The nozzle plug design is
a feature invented to rationalize
periodical inspections. Before this plug design was adopted, ECTs of
SGs were interrupted every
time when the reactor cavity water level was raised for the fuel
removal or loading, and that resulted in long times and much effort
for ECTs. The ECT equipment consists of two or four flaw testing
coils (probes), and they are positioned at the inlets of the tubes
by a robot in the first step and in the second step they are
inserted into the tubes by a pusher. The
robot and the pusher are remotely and/or automatically operated from
an operating unit in a container house set outside of the
containment. The soundness of the heat transfer tubes is verified
based on the analysis of eddy current changes detected by the probes
which move at high speeds in the tubes along their full length. A
typical SG tube ECT system is illustrated in Figure 5.2.6.
Reassembling of reactor vessels, water pressure testing of reactor
coolant system and leakage rate testing of containment
After it is made certain all fuel is being properly loaded in the
reactor core, the reactor vessel and its attachments are reassembled
in the reverse order of its opening procedures. In- core
thermocouple housings and vessel stud bolts are fastened and a leak
test of the reactor coolant system is performed. The testing efforts
are focused on the parts which were opened or disassembled for the
refueling operations and the periodical inspections. After that all
penetrations and the air lock of the containment are closed and
leakage rate of the containment is tested. The containment pressure
is raised to a specified value for this and it is maintained at this
pressure for a specified period to check that the leakage rate is
below a specified rate. Instead of such an overall leakage testing,
called Class A testing, the leakage rate of the containment may be
checked with a local leakage rate testing method (Class B and Class
C tests).
Preparations for reactor startup
The leakage rate testing of the containment is the final step of the
refueling operations and the checking of the plant equipment, and it
is followed by activities for starting up the plant. The
configurations of all systems are aligned for the plant startup.
Performance tests of system
5-
19
NSRA,
Japan
Procedure
(D
CRDU
Cooling Duct
*
Electric Circuit (Cable Bridge)
Procedure
@
Missile
Shield
Cavity
Seal Ring
Force Down Plate
mu
inn
urn
HUI
mi
mi
HUI
T/C
Cable
Work
Procedure
Work
Preparation Polar Crane Check up
Tool
Check up and Preparation
Missile
Shield Reaova!
CRDM
Cooling
Duct Renova
I
Electric
Circuit Disconnection
Cavity
Sea! Ring Force Down Plate Reaoval
Procedure©
Procedure
@
Seismic
Support Rod
Work
6.
2.
3.
4.
5.
Guide
Stud Inslatlon
Cavity
Seal Ring
ffftT
nni
HUI
mu
IIIII
nn
ini
IlJll
Protector
Stud
Hole Plug
Procedure
T/C
Protector Installation Stud Hole Plug installation Guide
Stud Installation Seismic
Support Rod Removal Cavity
Seal Ring Installation Leak Test
R/V
Head Lift up Preparation
Figure
5.2.5 The steps of the reactor opening (1/2)
NSRA,
Japan
5-20


![]()
![]()

![]()
![]()
Chapter
5 Operation and Maintenance of PWR Plants
Procedure
®
Procedure
®
Procedure®
.R/V
Seal Plate
Figure
5.2.5 The steps of the reactor opening (2/2)
5-21
NSRA,
Japan


functions and inter-system functional tests are conducted to ensure
that the plant is safely operated and can be shut down when
necessary. The reactor plant is started after the functional testing
and its load is increased to the rated value,
before final testing at the full load. When the full load test is
completed and the plant is verified to be operated steadily under
its full load, the periodical inspection of the plant is completed.
Inside
reactor containment
E CT probe
Robot (MR-lll)
TV camera
Inside loop
compartment
Heat transfer
tubes
Water
chamber
Interface unit (No.land No.2)
Headphone
Monitoring/ communication
relay box
Fiber optic transmission unit
Robot relay box
(doubling as air supply panel)
Pusher relay box
(doubling as air supply panel)
Pusher
(EWS)
Pusher power supply
Fiber optic cable
Monitoring/comm
unication unit
Flaw testing computer
Main computer
Cabinet
Power supply(440V)
Fiber optic transmission unit
Container house
Interface unit
Outside reactor containment
Figure
5.2.6 Example of SG Tube ECT Unit
NSRA,
Japan
5-22

Chapter
5 Operation and Maintenance of PWR Plants
In-service inspections
Non destructive inspections of the following equipment are required
by law.
■ Class 1 components composing the reactor coolant pressure
boundary including the reactor vessel
Class C component—reactor
containment vessel
Class 2 components consisting of vessels, pumps, piping and valves
of engineered safeguard systems and emergency reactor shutdown
systems
Class 3 components consisting of vessels, pumps, piping and valves
of indirect supporting systems for the safety important systems
Support structures for safety important equipment
Core internals
Inspections of the above components are systematically planned and
executed in the periods of periodical inspections of a plant to
complete the inspections of necessary components in a 10-year
cycle. The inspections are conducted as part of periodical utility
inspections. Details of items and methods of inspections are defined
in the JSME S NAI-2002 “Maintenance Rules” published by the
Japan Society of Mechanical Engineers.
Inspections described in the rules include surface checks such as
visual checks and liquid penetrant tests (PT), non-destructive tests
including volumetric tests represented by ultrasonic tests and
system leakage tests. ECTs applied to SG tubes are referred to in
the rules as a sort of volumetric test for in-service inspection.
Lower core internals in a reactor vessel are removed at least once
every 10 years, to allow close inspection of welds in the reactor
vessel. The reactor vessel is inspected from inside using ultrasonic
flaw testing equipment; an A-UT machine is shown in Figure 5.2.7.
Remote operation of the equipment and recording and evaluation of
flaw data are all centralized to control panels and data processing
units in container houses temporarily
Figure
5.2.7 Example of R/V ultrasonic testing unit
5-23
NSRA,
Japan
