

3.4 Контроль качества электромонтажных работ
Как указывалось ранее, различают операционный, приемочный и инспекционный контроль качества электромонтажных работ. В части соблюдения электромонтажниками требований нормативных документов и проектов большое значение имеют операционный и приемочный контроль в процессе выполнения и завершения отдельных операций и видов работ. Этот контроль, как правило, осуществляется Прорабами и мастерами подведомственных участков и бригадирами в своих бригадах. Практически все оставшиеся не выявленными недоделки, дефекты и брак обнаруживают при проведении пусконаладочных работ, что должно использоваться в общей системе контроля и оценке качества электромонтажных работ.
3.5 Инструмент и приспособления при монтаже электрических аппаратов
При наладке устройств РЗА используют в основном инструмент и приспособления, указанные ранее: набор ручного электромонтажного инструмента с изолированными ручками, пробники, переносные складные стулья, столы, платформы, светильники, щупы, струбцины, изолированные гибкие проводники с наконечниками и др. Однако при проверке и регулировке реле защиты и автоматики, особенно их механической части, требуется специальный инструмент — часовые отвертки и тисочки, пинцеты, надфили, специально обработанные стальные пластины для полировки контактов (воронила), плоские и торцевые ключи под гайки от 3 до 10 мм (обычные и специальной конструкции), набор лапок для изгибания и правки контактных пружин.
Пинцеты служат для удерживания мелких деталей (рис. 3.9, а) и зачистки тонких проводов (рис. 3.9, б), специальные отвертки (короткая с широкой и короткой ручкой), отвертки с держателем винта (рис. 3.10, а) и гибким шлангом (рис. 3.10, б) — для работы в стесненных условиях, лапки (рис. 3.11) — при регулировке промежуточных реле, осуществляемой в ряде случаев подгибанием контактных пружин. Торцевой ключ (3.11, а) со сквозным отверстием
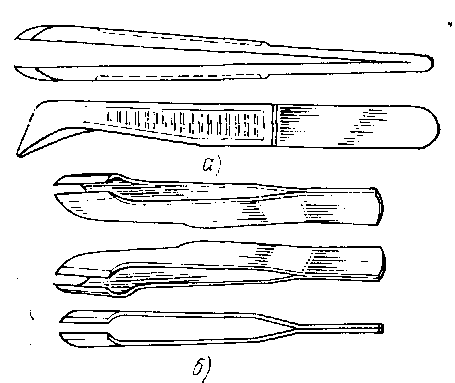
Рисунок 3.9 Пинцеты: а — для удерживания мелких деталей. 6 — для зачистки тонких проводов
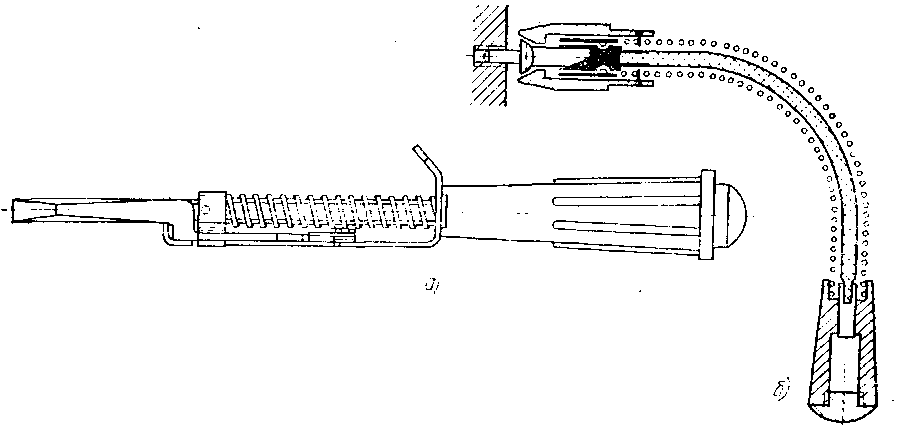
Рисунок 3.10 Специальные отвертки: о — с держателем винта, б — с гибким шлангом
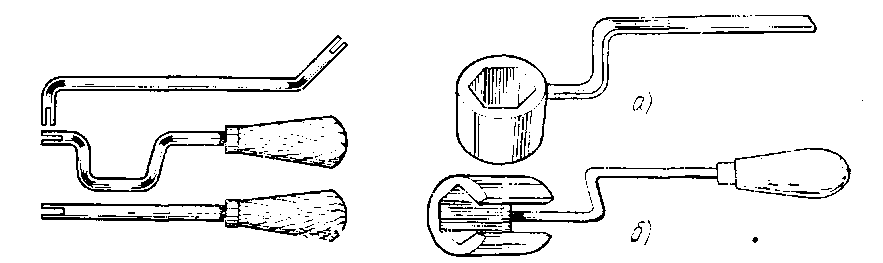
Рисунок 3.11 Лапки для изгибания контактных пружин а) со сквозным отверстием б) разрезной
Под гайку позволяет завинчивать контргайку регулировочных винтов, удерживая последние в фиксированном положении отверткой, а разрезной торцевой ключ (рис. 3.11, б) — закреплять шпильки и другие выводы аппаратов, не отсоединяя подключенных к ним проводов. Для регулировки магнитной системы некоторых реле необходимы ключи из немагнитного материала.
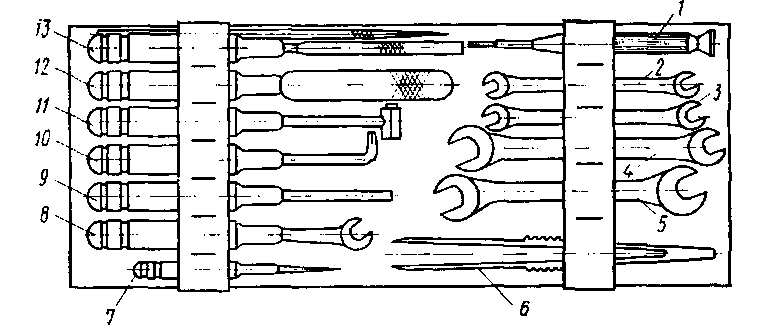
Рисунок 3.12 Набор инструментов релейщика
Особое внимание следует обращать на подбор инструмента и его размещение. В качестве примера можно привести набор инструментов релейщика (рис. 3.12), где на планшете в определенном порядке размещены часовая отвертка 1, набор гаечных ключей 2—5, пинцет 6, игла-щуп 7 для проверки состояния подпятников реле, специальный ключ 8 из немагнитного материала, лапки 9 (для изгибания и правки контактных пружин) и 10 (изогнутая), специальный торцевой ключ 11 со сквозным отверстием, воронило 12 и ручка 13 со сменными надфилями.