

dop_otvety_k_ekz (1)
.pdfНаличие воды в смоле нарушает нормальную работу ректификационной установки и снижает ее производительность. Причины:
а.в непрерывно действующих трубчатых агрегатах наличие воды в смоле, подаваемой на вторую ступень, резко повышает сопротивление проходу смолы через змеевик и из-за повышенного давлений смола не нагревается до требуемой температуры.
Б. в надсмольной воде и смоле содержится большое количество агрессивных солей, главным образом солей аммиака, которые разрушают коммуникации и аппаратуру.
Отделяют воду от смолы отстаиванием ее в хранилищах. При этом смолу подогревают до 70—80 °С, т.к. при этом происходит более эффективное разрушение эмульсии воды. (Более высокая температура усиливает испарение воды.)
Стабильность эмульсии повышается при увеличении концентрации солей в надсмольной воде, так как это повышает её плотность, приближая к плотности смолы.
Выводимая из смоляных хранилищ вода собирается в специальном сборнике, откуда передается в хранилище надсмольной воды для совместной переработки.
Таким образом, в процессе отстаивания сырой смолы при подогреве происходит как обезвоживание, так и обессоливание смолы.
4.Окончательное обезвоживание смолы
Производится в трубчатых обезвоживателях непрерывного действия, либо в конвекционной секции трубчатых печей при 125— 135 °С. Смола при этой температуре поступает в испаритель, где из-за резкого падения давления из смолы сразу, выделяются пары воды и часть легкой фракции. После этого около 0,3— 0,5 % воды все же остается в смоле, и удаляется из смолы в процессе ее дистилляции.
Для предотвращения корродирующего действия солей, применяют добавление к смоле, направляемой на окончательное обезвоживание, 5-6% раствора кальцинированной соды в количестве 0,06 % от количества перерабатываемой смолы (в расчете на сухую смолу). Сода (Na2CO3) переводит соли аммония в термически стойкие соли натрия по уравнениям:
2NH4C1 + Na2C03 = 2NH3 + 2NaCl + CO2 + H2O, 2NH4CN + Na2C03 = 2NH3 + 2NaCN + CO2 +
H2O.
5.Обеззоливание смолы (вместе с обезвоживанием)
Заключается в удалении из нее грубо-дисперсной фазы, в которой сосредоточивается до 70 % всей золы. Этот процесс в отделении конденсации при отстаивании и промывке смолы. При недостаточном отделении грубодисперсной фазы часть ее попадает в хранилища смолы, что вызывает отложение фусов и затрудняет в эксплуатацию трубчатых установок. Повышенная зольность смолы вызывает ухудшение качества пека.
31) Технология ректификации каменноугольной смолы. Схема процесса
Разделение смолы, на фракции осуществляется методом ректификации в трубчатых установках непрерывного действия.
На первой ступени в трубчатых агрегатах осуществляется однократное испарение смолы. На второй ступени осуществляется ректификация полученного дистиллята для разделения
его на узкие фракции.
Технологическая схема установки с одноколонным агрегатом.
Сырая смола из расходного хранилища 1 насосом 2 подается в нижнюю секцию радиантной части трубчатой печи 18, где нагревается до 125135°С, при котором достигается глубокое обезвоживание смолы. Для предотвращения агрессивного действия солей, содержащихся в воде, в смолу добавляют 6%- ный раствор кальцинированной соды в количестве 0,05-0,06% от перерабатываемой смолы. Раствор соды из сборника забирается насосом 2 и подается в смолу, идущую на окончательное обезвоживание. Из трубчатой печи подогретая смола поступает в испаритель первой ступени 4. Пары легкого масла и воды с температурой 100-110°С из испарителя поступают в конденсатор паров 5, где конденсируются и охлаждаются.
Конденсат, состоящий из легкого масла и воды, разделяется по плотности в сепараторе 6. Обезвоженная смола из нижней части испарителя подается в сборник обезвоженной смолы 3 , а затем насосом 5 подается в трубчатую печь, где нагревается до 395— 405 °С и поступает на
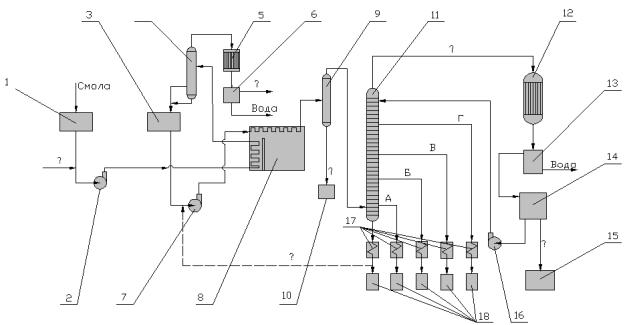
вторую тарелку испарителя второй ступени 9. Здесь смола разделяется на жидкий остаток пек и пары всех фракций. В нижнюю часть испарителя подается перегретый пар, который подогревается в пароперегревателе трубчатой печи 8 до 380—400 °С.
Из нижней части испарителя через гидрозатвор или регулятор уровня жидкий пек направляется в -пековый парк. Из третьей (сверху) тарелки испарителя в жидком виде отбирается III антраценовая фракция, которая самотеком поступает в холодильник 18, где охлаждается и затем перетекает в сборник 14.
Из верхней части испарителя второй ступени пары остальных фракций с температурой 330—350 °С поступают на питательную тарелку ректификационной колонны 11.
В нижнюю часть ректификационной колонны 11 подается перегретый водяной пар. В ректификационной колонне в жидком виде (боковым отбором) отбираются фракции: I антраценовая, поглотительная, нафталиновая и фенольная, которые стекают в наружные холодильники 17, охлаждаются и отводятся в соответствующие сборники фракций 18.
Из нижней части колонны через гидрозатвор или регулятор уровня выводится II антраценовая фракция. Она поступает в погружной холодильник 17, где охлаждается, а затем направляется в рефлюксный бачок 19. Из рефлюксного бачка часть фракции насосом 7 подается на орошение испарителя второй ступени 9, остальная часть фракции перетекает в сборник 18. Пары воды и легкого масла из верхней части колонны с температурой 120—125 °С поступают в
конденсатор-холодильник 12, охлаждаются, а затем в сепараторе 13 разделяются на воду и легкое масло. Легкое масло поступает в рефлюксный бачок 14, из которого часть масла насосом 16 направляется на верхнюю тарелку колонны для орошения, а избыток масла поступает в сборник 15. Из сборников 18 насосом фракции подаются на дальнейшую переработку. Легкое масло из сборника 115 передается в цех ректификации сырого бензола.
Выход фракции, % (1) и температура отбора, оС, характеризуется следующими данными:
В колонне поддерживается давление 20—30 кПа схема фракционирования каменноугольной смолы в одноколонном агрегате :1 –
хранилище смолы; 2,7,16 – насосы; 3 – хранилище обезвоженной смолы; 4 – испаритель первой ступени; 5, 12 – конденсаторы; 6, 13 – сепараторы; 8 – трубчатая печь; 9- испаритель второй ступени; 10 – емкость пека; 11 – фракционная колонна; 14 – промежуточный сборник; 15, 18 – сборники; 17 – холодильники; А – антраценовая фракция; Б – поглотительная фракция; В – нафталиновая фракция; Г – фенольная фракция

32) Очистка фракций смолы. Применение и способы переработки фракции смолы ниже 42) переработка пека
Фракции перерабатываются для выделения содержащихся в них индивидуальных продуктов.
Нафталиновая и I антраценовая перерабатываются методом кристаллизации.
Из легкого масла, фенольной, поглотительной фракции выделяют масла, фенолы, пиридиновые основания. Фенолы, выкипающие до 230 °С , сосредоточены в фенольной и нафталиновой фракциях. Фенолы, выкипающие выше 230 °С находятся в антраценовой и в поглотительной фракциях и не используются.
Выделение фенолов и пиридиновых оснований производится при обработке фракций и оттеков от кристаллизации и прессования нафталиновой фракции 10—15 %-ным водными растворами NaOH и 20—40 % серной кислоты
Качество фенолятов зависит от концентрации фенолов в очищаемой фракции или масле, присутствия пиридиновых оснований.
Обесфеноливание и обеспиридинивание фракций и масел осуществляется в промывных аппаратах периодического или непрерывного действия.
Для обеспечения высокой степени очистки фракций и масел чередуются щелочные и кислотные промывки. если конц фенолов/конц оснований 1 , то вначале применяют щелочную промывку, если меньше то с обеспиридинивания
Феноляты натрия, полученные при очистке фракций и масел подвергаются дальнейшей переработке с получением фенольных продуктов (технического фенола) Фенольные продукты применяют для производства пластических масс, искусственных смол.
Антраценовая фракция применяется при производстве шин, нафталиновая для получения нафталина, производства пластмасс, лаковых смол , бетона.
Пек Каменноугольный пек - остаток, получаемый при фракционировании каменноугольной
смолы. В зависимости от температуры размягчения пеки разделяются на мягкие 40—55 °С , средние 65—90 °С и твердые 135—150 °С
Соединения, входящие в состав пека составляют три группы:
1)мальтены, или гамма~вешества растворимые в бензине (смешанный раствор кристаллизующихся веществ, образующих вязкую маслообразную фазу);
2)асфальтены, или бетта-вещества, растворимые в толуоле, но нерастворимые в бензине (плавкое вещество черного цвета), эта часть может вытягиваться в нити;
3)нерастворимый остаток, или альфа-вещества, нерастворимые в толуоле (неплавкий и непластичный порошок черного цвета).
Среднетемпературный пек применяется в цветной металлургии в качестве связующего в производстве электродных изделий и для производства пекового. Выход высокотемпературного пека достигает 87—89 %. Температура размягчения 140—150 °С, выход веществ, нерастворимых в толуоле 45—50 %; выход летучих веществ 49—52 %. Является исходным сырьем для получения пекового кокса
Растворимость в различных растворителях характеризует пек с точки зрения содержания в нём высококонденсированных соединений и косвенно отражает способность пека к коксообразованию и его вязкотекучие свойства, характер газовыделения. Содержанием фракций α1 и α2 обусловливается выход коксового остатка, а фракций α2 и β – высокая спекающая способность. Содержание β-фракции характеризует показателями пластических свойств пека. Содержание γ-фракции связано с температурой размягчения и вязкостью пека.
увеличение содержания α1- центров коксообразования, фракции в пеке, повышая прочность изделий, ухудшает их способность к графитации.
Содержание в пеке α2- фракции обусловливает спекающие и коксующиеся свойства электродного пека, вспучивается при нагревании и при самостоятельном коксовании даёт хрупкий королёк.
Среднетемпературный пек является самым многотоннажным продуктом смолы. Он характеризуется содержанием веществ, нерастворимых в толуоле (16—20 %) и выходом летучих веществ (68—71 %).
Пек, выходящий из нижней части испарителя второй ступени или отпарной колонны, имеет температуру выше 300 °С. Выдача такого пека в открытую емкость недопустима, так как

его пары токсичны и легко воспламеняются. Поэтому пек предварительно выдерживается несколько часов в закрытых емкостях -пекотушителях, где он охлаждается до 145—160 °С. Охлажденный пек поступает либо на гранулирование, либо в пековый парк, где производится его разливка, охлаждение, хранение и погрузка в железнодорожные вагоны.
Для получения пека с температурой размягчения 140—150 °С применяют обработку среднетемпературного пека воздухом при нагревании, при этом происходят процессы конденсации — полимеризации многокольчатых ароматических соединений, находящихся в пеке.
Выход высокотемпературного пека достигает 87—89 %. Качество продукта характеризуется следующими данными: температура размягчения 140—150 °С, выход веществ, нерастворимых в толуоле 45—50 %; выход летучих веществ 49—52 %. Выход пековых дистиллятов 10—13 %. Высокотемпературный пек является исходным сырьем для получения пекового кокса.
33)Переработка нафталиновой фракции методом кристаллизации. Пути повышения качества и коэффициентов извлечения нафталина. И 34) методы переработки нафталина. Отличительные особенности. Достоинства и недостатки. Характеристики примесей
Нафталин является ценным сырьем для химической промышленности. Имеет кристаллы в виде белых тонких лепестков (звездочек), горит светящимся пламенем с образованием большого количества копоти, растворяется во многих растворителях и сам является хорошим растворителем.
Сырьем для получения нафталина является нафталиновая фракция (вещества, выкипающие
впределах 210—230 °С), полученная при фракционировании смолы и содержащая до 80—85 % нафталина, т. е. 92—93 % его ресурсов в смоле.
Недостатки: вредность условий труда, низкая производительность, невозможность автоматизации
Основными примесями, затрудняющими получение технического и чистого нафталина, являются: из серосодержащих примесей тионафтен, из непредельных соединений кумарон, инден и др., фенолы, основания и насыщенные соединения. Часть из них образуют с нафталином смешанные кристаллы, т. е. вместе с нафталином переходят в твердую фазу и при прессовании не отделяются и загрязняют окончательный продукт. Часть образуют с нафталином эвтектические смеси при температуре 25—60 °С и в виде пленки удерживаются на поверхности кристаллов нафталина. Эти примеси выделяются из нафталина прессованием
На коксохимических заводах применяют два способа переработки нафталиновой фракции: 1.кристаллизация фракции с последующим механическим разделением твердой и жидкой
фаз прессованием с получением технического прессованного нафталина 2.получение дистиллированного нафталина с использованием химической очистки
нафталиновой фракции концентрированной серной кислотой с последующей промывкой щелочью и ректификация очищенной фракции.
Суть процесса кристаллизации: При охлаждении фракции растворимость нафталина и других кристаллизующихся веществ в масле уменьшается, что вызывает переход раствора в неустойчивое состояние — пересыщенное с последующим выделением кристаллов.
Механическое удаление масел (жидкой фазы) после кристаллизации осуществляется последовательно центрифугированием и прессованием. При концентрации нафталина выше 80 % откристаллизовавшаяся масса сразу может поступать на прессование.
Применяются две схемы переработки нафталиновой фракции:
1)кристаллизатор — пресс для нафталиновой фракции с концентрацией нафталина 80—85 %. Выход товарного нафталина — 84 % от ресурсов во фракции. Оттеки горячего прессования возвращаются в смолу, что увеличивает выход нафталина до 95,0 %;
2)кристаллизатор — пресс с обогащением прессовых оттеков по схеме механический кристаллизатор—центрифуга—пресс. Полученный при этом фугованный продукт, содержащий 85— 90 % нафталина, затем перерабатывают в прессованный нафталин совместно с нафталиновой фракцией, а оттеки фугования используют в производстве товарных масел. Таким образом

переработка нафталиновых оттеков является составной частью в технологии производства прессованного нафталина.
Технологическая схема
Нафталиновая фракция при температуре 85—95 °С из сборников отделения дистилляции перекачивается насосом в напорные баки 1, а при избытке часть ее передается в хранилище, откуда по мере необходимости также перекачивается в эти напорные баки.
Из напорных баков после частичного охлаждения до 70— 75 °С фракция поступает в ванны барабанных охладителей 2, где происходит интенсивная кристаллизация нафталина в виде корки по наружной поверхности вращающегося барабана, охлаждаемого водой, так как при кристаллизации происходит выделение тепла. Необходимая температура фракции в ванне поддерживается подачей горячей воды.
С поверхности барабанов корка нафталина снимается специальными ножами и подается на скребковый конвейер 3, питающий мешалки 5.
Для нагрева шихты до нужной температуры (54—55 °С) в мешалки прессов подается горячая нафталиновая фракция из напорных баков 1. Затем эта масса перемешивается и подается на горячее прессование в пресс 4.
Прессование нафталина осуществляется под давлением 40— 60 МПа (400—600 ат) с помощью автоматических гидропрессов.
Спрессованные брикеты нафталина выталкиваются в течку 10 и конвейером 11 подаются в плавильник, откуда плавленый нафталин загружается в специальные железнодорожные цистерны и направляются к потребителю.
Оттеки прессования из фильтр прессов, содержащие 50—60 % нафталина, поступают в сборник оттеков 6, откуда насосом 7 перекачиваются в механические кристаллизаторы
периодического действия 8. Откристаллизовавшаяся масса из кристаллизаторов направляется в центрифуги 9 периодического действия.
После центрифуг кристаллическая масса через элеватор поступает на скребковый конвейер, где шихтуется с нафталином после барабанных кристаллизаторов, а затем подается в мешалки прессов 5. Оттеки после фугования также могут возвращаться в цикл до определенного накопления нафталина в нафталиновой фракции, после чего эти оттеки на некоторое время выводятся из цикла переработки. В этом случае они поступают в сборник, а затем на химическую очистку от фенолов и пиридиновых оснований.
Основным продуктом процесса является технический плавленый нафталин
температура кристаллизации 78, 85 °С, содержание чистого нафталина 97,5 %, тионафтена до 2,0 %, золы не более 0,15 % влаги не выше 2,0 %.
Выход нафталина от фракции составляет
90—92 %.
35) Очистка сточных вод коксохимических заводов. Важность проблемы. Источники образования стоков в КХП. Методы очистки сточных вод.
В процессе коксования угольных шихт наряду с другими летучими продуктами образуются фенол С6Н6О. Так же его гомологи - крезолы - С7Н8О ( орто-, метапара), ксиленолы С8Н10О и многоатомные спирты.
Сточной водой - называется вода, использованная на бытовые или производственные нужды и получившая при этом загрязнения, которые изменяют ее первоначальный химический состав или физические свойства.
Количество сточных вод на 1 т коксуемой шихты составляет 0,25-0,3 м3/ч ( Они складываются из влаги шихты, пирогенетической влаги, технической воды и водяного пара, соприкасающегося в технологических процессах с химическими продуктами коксования при переработке каменноугольной смолы, сырого бензола и др.)
Кроме того, сточные воды содержат различные масла, взвешенные вещества и прочие примеси органического и неорганического происхождения. Большинство этих примесей является вредными, затрудняющими использование сточных вод в производстве. Наиболее вредными примесями являются фенолы, поэтому все сточные воды КХП называют фенольными.
Для оценки содержания органических веществ в сточной воде , определяют химическую потребность в кислороде ХПК - Общее количество кислорода, необходимое для перевода углерода органических соединений в углекислоту, водорода в воду, азота в аммиак, серы в серный ангидрид.
Степень загрязнения сточной воды органическими веществами можно определить по показателю БПК (биохимическая потребность в кислороде) -количество кислорода, необходимое для окисления органических веществ под воздействием аэробных микроорганизмовминерализаторов, которые существуют в присутствии кислорода.
С6H5ОН+ 7О2 = 6СО2 + 3H2О
2SО2 + О2 = 2SО3 2NаCNS+ 3O2 = 2SО3 + 2 NaCN
Поскольку фенолы, его гомологи, цианистые и роданнистые соединения и содержащиеся в маслах соединения непредельного характера легко окисляются кислородом растворенным в воде , который необходим для нормального развития растений и животных водоема, то нельзя эту воду сбрасывать в водоемы.
Сточные воды используются в основном для тушения кокса. Однако вредные вещества, содержащиеся в воде при соприкосновении с раскаленным коксом испаряются и попадают в окружающую атмосферу. Кроме того, часть вредных веществ (сероводород, цианистый водород и сернистый ангидрид) дополнительно образуются при взаимодействии раскаленного кокса с водой. Поэтому даже при незначительной концентрации в сточной воде вредных примесей их концентрация в парах из тушильной башни превышает предельно допустимые концентрации по существующим нормам.В наст время сточные очищенные воды могут сбрасываться в водоемы и м/б использованы в оборотных водоснабжениях
Фенольные воды так же могут быть использованы для получения - фенола Очистка сточных вод от фенолов
регенеративными методами |
деструктивными методами |
( с получением фенолов) |
(с уничтожением фенолов) |
36)Технология БХУ
Наиболее полная очистка производственных сточных вод, содержащих органические соединения в растворенном состоянии, достигается биохимическим методом. Этот метод основан на способности микроорганизмов использовать в качестве пищи многие органические и некоторые неорганические соединения, содержащихся в сточных водах.
Для биохимической очистки используются аэробные микроорганизмы, для жизнедеятельности которых необходимо присутствие в воде свободного кислорода.
Используются микроорганизмы двух видов: активный ил ( биологическая пленка) и культуры специальных бактерий, предназначенных для разрушения определенных компонентов( например цианидов).
Активный ил -это скопление бактерий - зооглей, нитчатых, жгутиковых, орненожек инфузорий и др. по внешнему виду представляет собой мелкие хлопья от светлодо темнокоричневого цвета, которые состоят из большого числа многослойно расположенных или флокулированных клеток.
Конечными продуктами биохимического разложения примесей сточных вод, являются - СО2 и Н2О.
биологической очистки сточных вод:
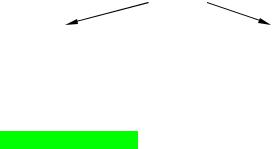
1- холодильники «труба в трубе»; 2 – преаэратор; 3.9 – соответственно первичный и вторичный отстойники; 4 – маслоотделитель; 5 – флотационная машина; 6 – усреднитель; 7,8 – аэротенки 1 и 2 ступеней; 10 - компрессор
Схема: Горячие воды из цехов улавливания (90град) охлаждают в холодильниках «Труба в трубе» до 25-30 град и смешивают с др. сточн.водами в преаэраторах, где перемешиваются воздухом, насыщаясь кислородом. Сюда же добавляют коагулянт – железный купорос для коагуляции и укрепления коллоидных частиц в воду.
Выходящая из преаэратора вода проходит первичный отстойник, где осаждаются взвешан.примеси и коагулированные частицы, далее вода проходит маслоотделитель4 и флотатор5 для очистки от масел. После завершения механич.очистки к воде добавляют раствор орто-фосфорной кислоты, и вода поступает в 8-мисекцияонный усреднитель коридорного типа, используемый в качестве дополнит.преаэротенка. сюда же подается циркулирующий в системе акт.ил. Из усреднителя направляется на основную БХУ в систему аэротенк, где рециркулирует образующийся в них бактериальный акт.ил. в 10 аэротенках первой ступени вода в основном очищается от фенолов, а в 10 аэротенках второй ступени от тиоционатов. Удаление их начинается еще на первой ступени после уменьшения содержания фенолов до 20-30 мг/м3.
Необходимыми условиями жизнедеятельности микробов являются:
1.Тщательная предварительная очистка сточных вод от механических примесей, смолы и
масел.
2.Постоянный состав сточных вод, равномерная подача сточной воды в биологический бассейн
3.Оптимальная величина рН лежит в пределах от 7,5 до 8,5. Нарушение этих оптимальных границ вызывает коагуляцию коллоидов или всплывание и гибель клеток.
Оптимальная температура 25-30°С.
5.Наличие в сточной воде солей фосфора
6.Интенсивная аэрация сточных вод для обогащения их кислородом
7.Доза активного ила в аэротенках обычно поддерживается в пределах 2-4 г/л. (Повышение концентрации микроорганизмов в сточной воде позволяет увеличить скорость потребления

субстрата. Однако, одновременно необходимо увеличивать количество растворяемого в воде кислорода и улучшать условия массообмена.)
8. Минимальная концентрация в воде других химических веществ: цианидов, роданидов, сероводорода и др. ( Т.к. фенолы окисляются быстрее этих соединений, то кислорода, подаваемого при аэрации бассейна на них не хватает. Это приводит к увеличению содержания этих примесей в бассейне до ядовитой для микробов концентрации, в результате окисление фенолов замедляется или прекращается.) Для предотвращения отравления микробов, сточные воды либо разбавляют свежей технической водой ( 1/1), либо предварительно используют специфические культуры бактерий.
9.Содержание аммиака в сточной воде, идущей на биоочистку должно быть не более 2 г/л. ( Аммиак окисляется быстрее чем фенолы и потребляет большое количество кислорода.)
37) Технология получения технического нафталина методом ректификации
схема ректификации нафталиновой фракции
1-резервуар для обесфеноленной нафталиновой фракции; 2,3-первичный и вторичный подогреватели исходного продукта; 4-колонна предварительной дистилляции нафталиновой фракции; 5-парогенератор; 6-нафталиновая колонна; 7-подогреватель нафталиновой фракции; 8-трубчатая печь; 9-циркуляционная емкость; 10-конденсатор; 11-холодильник для верхнего продукта колонны предварительной дистилляции; 12, 13соответственно холодильники для 95% нафталина и метилнафталиновой фракции; 14холодильники для выбросов из воздушников циркуляционных емкостей;15-емкость для отделения воды. Технологические потоки: I – обесфеноленная нафталиновая фракция; II – верхний продукт из колонны предварительной ректификации; III – 95% нафталин; IV – метилнафталины; V – коксовый газ
Схема: Нафталиновая фракция подается в первичный и вторичный подогреватели. В 2 фракция нагревается засчет тепла донного продукта колоны конечной ректификации 6 в подогревателе 3 за счет тепла нафталина. Пройдя 2 подогревателя исходный продукт поступает на питающую тарелку колонны предварительной дистилляции 4. В этой колонне, работающей при атм давлении происходит отделение нафталиновой фракции от легкого нафталинового масла. Тепло масла выводимого сверху колонны утилизируется в парогенераторе 5 где вода питающая его преобразуется в пар высокого давления. Верхний продукт (легкое масло) после конденсатора 10 собирается в циркуляционной ёмкости 9 откуда рефлюксом часть его подается на верхнюю тарелку колонны 4. А остальное легкое масло отводится в сборник конечного продукта пройдя

процесс охлаждения в холодильнике 11. Часть нафталиновой фракции с колонны 4 подвергается повторному испарению в теплообменнике 7 и возвращается в колонну для более четкого разделения фракции на компоненты. Остаток нафталиновой фракции с колонны 4 подвергают ректификации в колонне 6, работающей под давлением, создаваемым подачей в колонну азота, Основными продуктами этой ступени являются нафталин и метилнафталины. Верхние погоны и донный продукт частично подвергаются повторному испарению в подогревателе 7 и печи 8 соответственно. Теплоносителем в печи является КГ. Технический нафталин отбирается сверху колонны и подвергается повторной конденсации проходя через подогреватель 3, отдает свое тепло исходной нафталиновой фракции. Охлаждается в холодильнике 12 после чего отправляется в сборник конечного продукта. Метилнафталины являются донным продуктом 2 колонны, отдают тепло в подогревателе 2 и охлаждаются в холодильнике 13 и выводятся в сборник. Принципы повторного испарения и конденсации позволяют увеличить долю содержания нафталина в целевом продукте за счет снижения его содержания в остальных фракциях. Все неконденсирующиеся газы через воздушники циркулирующих ёмкостей 9 выбрасываются в атмосферу после предварительной очистке от воды в холодильниках 14. Сточные воды отделяются от легкокипящих компонентов в ёмкости для отделения воды 15 и направляются на биохимическую очистку. Достоинства: компактность , непрерывность , автоматизация, производительность, улучшение условий труда Режим технологического процесса в колоннах, град. Колонна предварительной дистилляции (низ 240, вверх 190) Колонна нафталиновая (низ 315, вверх 275)
38) технолония получения фосфата аммония Недостатком сульфата аммония является то, что он содержит лишь 21% веществ,
необходимых для сельского хозяйства. Получение нитрата аммония рискованно из-за его взрывоопасности
Физико-химические основы получения-фосфата аммония из аммиака коксового газа
Моноаммонийфосфат (МАФ) NH4H2P04 содержит 12,17% азота и 61,71% Р2О5, плотность при 20°С 1 800 кг/м3, температура кипения 190°С. Кристаллы МАФ игольчатые. Водные растворы имеют кислую реакцию -насыщенный раствор МАФ имеет рН=З, 1 . Образуется при молярном отношении
NH3 : H3PO4 меньше 1,5: 1
Диаммонийфосфат (ДАФ) (NH4)2HP04 содержит 21 ,2% азота и 53,75% Р2О5, плотность при 20°С 1620 кг/м3. Кристаллы ДАФ плоские ромбические. Водные растворы имеют слабощелочную реакцию. Насыщенный раствор ДАФ при 20°С имеет рН=8. Производство его более рационально ( меньше фосфорной кислоты) Образуется при молярных отношениях NH3 : H3PO4 до 2:1, при рН более 5,8. В интервале рН 5,8-6,2 образуются мелкие кристаллы, при рН > 6,5 быстро увеличивается потеря аммиака, оптимальное значение рН 6,2-6,5.
Эффективность улавливания аммиака из газа определяется комплексом факторов: кислотностью и вязкостью маточного раствора, температурой процесса, скоростями движения газа и маточного раствора, конструкцией брызгал для орошения газа маточным раствором. Т.к. очень много факторов влияет на процесс, то использовать оборудование сульфатных цехов для производства фосфата нельзя. (Очень большие потери аммиака с газом)
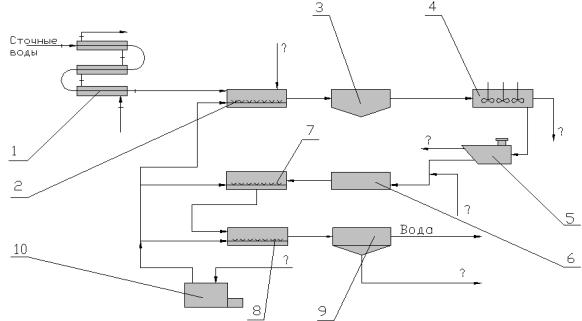
Технологическая схема производства фосфата аммония Коксовый газ с температурой 60°С поступает в два последовательно работающих абсорбера 1 и
2 и после очистки от NH3 направляется в бензольное отделение.
Абсорберы цилиндрические аппараты, орошаемые маточным раствором через 6 форсунок. Первый абсорбер работает как кристаллизатор при рН = 6,5-6,7. Второй абсорбер
предназначен для полного улавливания аммиака при рН=5,4-5,5. Общая степень улавливания аммиака достигает 99
Маточный раствор из абсорберов поступает через гидравлические затворы в переточные ящики 4, из которых после подкисления снова подается насосами 7 на орошение абсорберов.
Необходимая для пополнения цикла фосфорная кислота подается из напорного бака 9. Для поддержания водного баланса абсорберов маточный раствор подогревается в паровых подогревателях 6 до температуры, на 3°С превышающей температуру поступающего коксового газа.
Часть маточного раствора из переточных ящиков переливается в циркуляционный сборник 5, из которого после удаления кислой смолки возвращается обратно с помощью насоса 7.
Образовавшиеся крупные кристаллы из переточного ящика первой ступени подаются насосом 7 в кристаллоприемник 10. Из него сгущенная пульпа, содержащая около 40% кристаллов фосфата аммония, поступает на вакуум-фильтр (или центрифугу) 11 ( На центрифугах происходит дробление кристаллов.) Далее кристаллы идут на сушку. воздухом, нагреваемым в калорифере до температуры не более 80°С, чтобы не допустить разложения фосфата. Продукт поступает на закрытый склад.
Диаммонийфосфат получают в достаточно крупных кристаллал и высокого качества. Производительность промышленной двухступенчатой установки для получения фосфата аммония
по газу (при содержании аммиака в газе ,2.5°/ о объемных) составляет 90 тыс.м3/час, по фосфату аммония 85 т/сутки.
Поскольку растворы фосфата аммония имеют более высокое рН. чем растворы сульфата аммония, они менее коррозионноопасны. В то же время фосфорная кислота, в отличие от концентрированной серной кислоты, неспособна пассивировать углеродистую сталь, поэтому для хранения и перевозки фосфорной кислоты нужны емкости, футерованные кислотостойким материалом.
производства фосфата аммония из аммиака коксового газа 1, 2 – абсорберы; 3 – ловушка; 4- сборники маточного раствора; 5 – циркуляционный
сборник; 6 – подогреватель маточного раствора; 7 – насосы; 8- хранилище фосфорной кислоты; 9 – напорный бак для кислоты; 10 – кРисунокталлоприемник;11- вакуум-фильтр
39)Клаус-процесс
Основной способ получения серы из основан на реакции окисления сероводорода кислородом воздуха на катализаторе. В качестве катадизаторов использовался боксит.
H2S+0,5O2=Н2O+ 1/nS (1)
Cкорость этой реакции очень мала. В продуктах рекакции появляется кислород. Кроме данной реакции идут и побочные.
В качестве первой ступени при переработке кислых газов с содержанием сероводорода более 40-50% используют термический реактор и далее несколько последовательно включенных конверторов - каталитических ступеней. После каждой ступени реакционные газы охлаждают до температуры конденсации серы, а газы после подогрева до необходимой температуры направляют в следующую ступень. – прямой Клаус-процесс.
Чаще применяют схему с разветвленным потоком, по которой одну треть кислого газа сжигают в печи по реакции:
H2S+l,5O2=Н2O+SО2 (2)