

|
Министерство науки и высшего образования Российской Федерации Федеральное государственное бюджетное образовательное учреждение высшего образования «Московский государственный технический университет имени Н.Э. Баумана (национальный исследовательский университет)» (МГТУ им. Н.Э. Баумана) |

ФАКУЛЬТЕТ Специальное машиностроение
КАФЕДРА СМ-9 «Многоцелевые гусеничные машины и мобильные роботы»
Отчет по учебной практике
Тип практики: Эксплуатационная
Студент Новиков А.Д. СМ9-81
подпись, дата фамилия, и.о, группа
Руководитель практики _________________ Дьяков А.С.
подпись, дата фамилия, и.о.
Руководитель практики
от предприятия: Директор
НОЦ «КАМАЗ-БАУМАН»: _________________ Карташов А. Б.
подпись, дата фамилия, и.о.
Оценка __________________________________
Содержание
ВВЕДЕНИЕ 2
Введение
Настоящий отчет посвящен результатам прохождения производственной практики в конструкторском бюро НОЦ «КАМАЗ-БАУМАН» в период с 01.07.2024 г. по 28.07.2024г. Практика была направлена на получение навыков в области конструирования автомобильных деталей и ознакомление с технологическим процессом разработки и внедрения в производство конструкторской документации.
В ходе практики я участвовал в проектировании узла стояночного тормозного механизма для карьерного самосвала. Мне довелось изучить процесс работы с PLM-системой Teamcenter и принимать участие в разработке чертежей сварных листов рамы самосвала.
В отчете представлены результаты работы, полученные в ходе практики, включая описание выполненных задач, использованных методов, и сформированы выводы по практике.
1 Разборка и анализ конструкции стояночных тормозных механизмов
В начале практики мной было получено задание, связанное с использованием методов реверс-инжиниринга и разработкой 3D-моделей стояночного тормозного механизма KNOTT FSG 90 по имеющемуся в наличии образцу, а также составление подробного отчета, описывающего способ работы механизма. Всего было выполнено более 20 моделей в программе Siemens NX. На рисунке Рисунок 1 .1 показана взрыв схема стояночного тормозного механизма (ТМ), на рисунке Рисунок 1 .2 показан внешний вид ТМ в сборе. Для правильной работы механизма крышка 3 должна быть утоплена глубже в скобу 1 и застопорена кольцом 16 (см. далее).
|
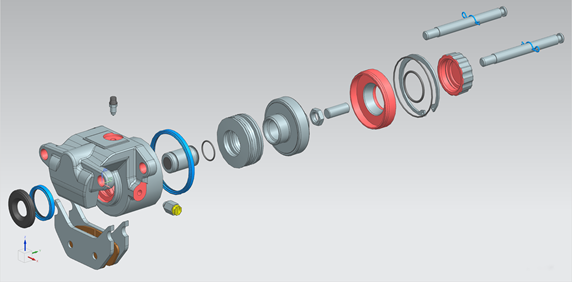
Рисунок 1.1 – Взрыв схема стояночного тормозного механизма KNOTT FSG 90
|
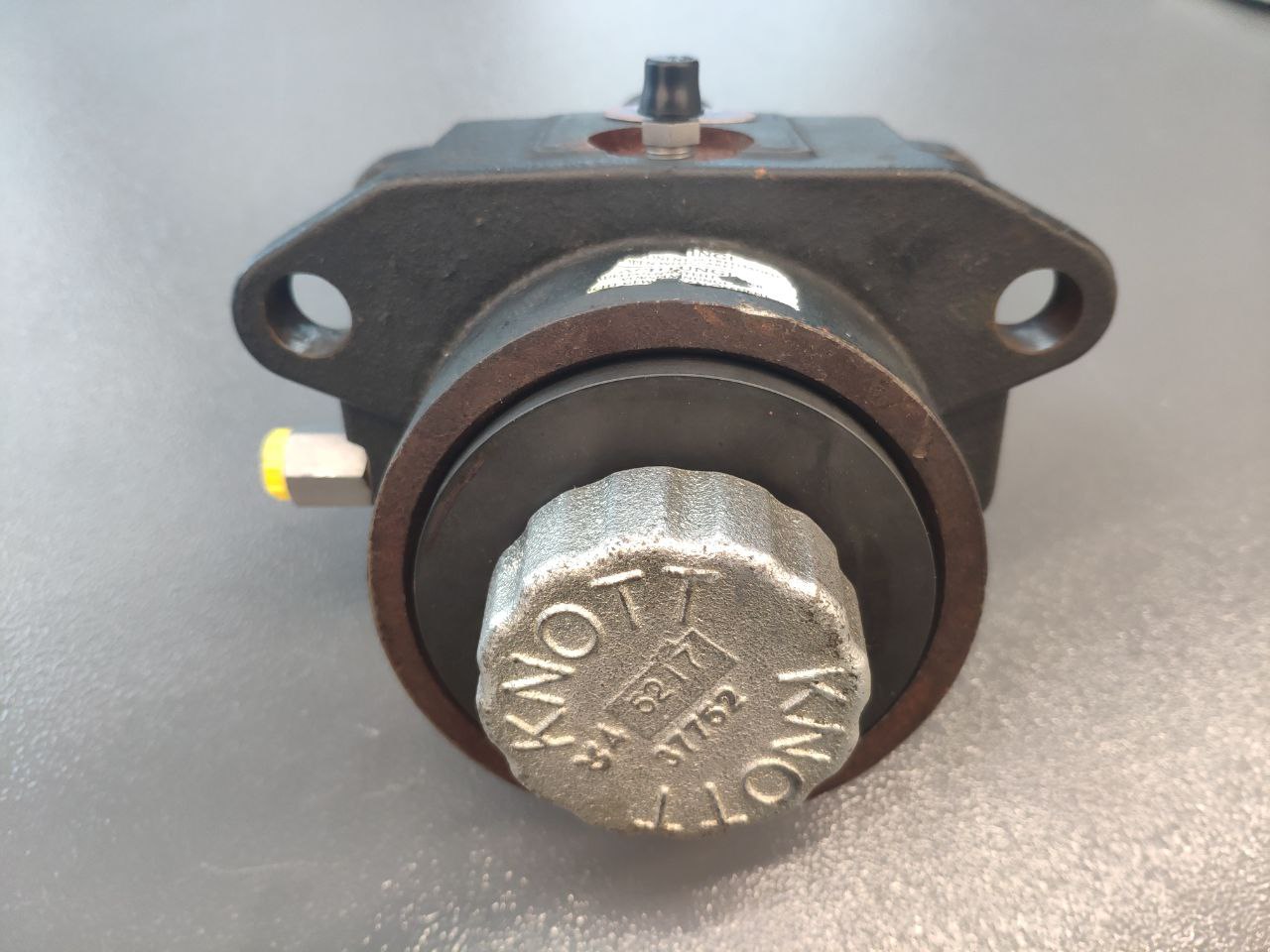
Рисунок 1.2 – Внешний вид стояночного ТМ KNOTT FSG 90 в сборе
Состав стояночного механизма приведен в таблице Error: Reference source not found
Таблица 1 – Состав стояночного тормозного механизма KNOTT FSG 90.
Поз. |
Название детали |
Кол-во |
Теор.масса, кг |
1 |
Скоба |
1 |
5,982 |
2 |
Поршень |
1 |
0,662 |
3 |
Крышка |
1 |
0,470 |
4 |
Пробка |
1 |
0,264 |
5 |
Стержень |
2 |
0,468 |
6 |
Шплинт пружинный |
2 |
0,006 |
7 |
Колодка |
2 |
1,002 |
8 |
Штуцер |
1 |
0,059 |
9 |
Штуцер прокачной |
1 |
0,015 |
10 |
Кольцо уплотнительное LF 300 90-102-9 |
1 |
0,013 |
11 |
Кольцо уплотнительное LF 300 45-55-5.8 |
1 |
0,006 |
12 |
Кольцо резиновое 092-098-25 ГОСТ 9833-73 |
1 |
0,002 |
13 |
Кольцо резиновое 044-050-36 ГОСТ 9833-73 |
1 |
0,002 |
14 |
Манжета защитная |
1 |
0,008 |
15 |
Пружина |
6 |
0,678 |
16 |
Кольцо стопорное А92 ГОСТ 13943-86 |
1 |
0,040 |
17 |
Толкатель |
1 |
0,314 |
18 |
Кольцо резиновое 028-032-25 ГОСТ 9833-73 |
1 |
0,001 |
19 |
Шпилька |
1 |
0,058 |
20 |
Гайка шестигранная низкая М16 ГОСТ 5916-70 |
1 |
0,020 |
Итого: |
9,974 |
||
Скоба 1 тормозного механизма изготавливается путем отливки по выплавляемым моделям с последующей обработкой резьбовых отверстий и посадочных поверхностей. Общий вид скобы представлен на рисунках Error: Reference source not found и Рисунок 1 .3 – Общий вид скобы 1. Здесь и далее на трехмерной модели красным цветом обозначены обработанные поверхности. На внутренней поверхности скобы, примыкающем к одной из двух тормозных колодок, находится магнит для прижатия колодки к внутренней плоскости скобы, на модели обозначен черным цветом.
|
|
|
|

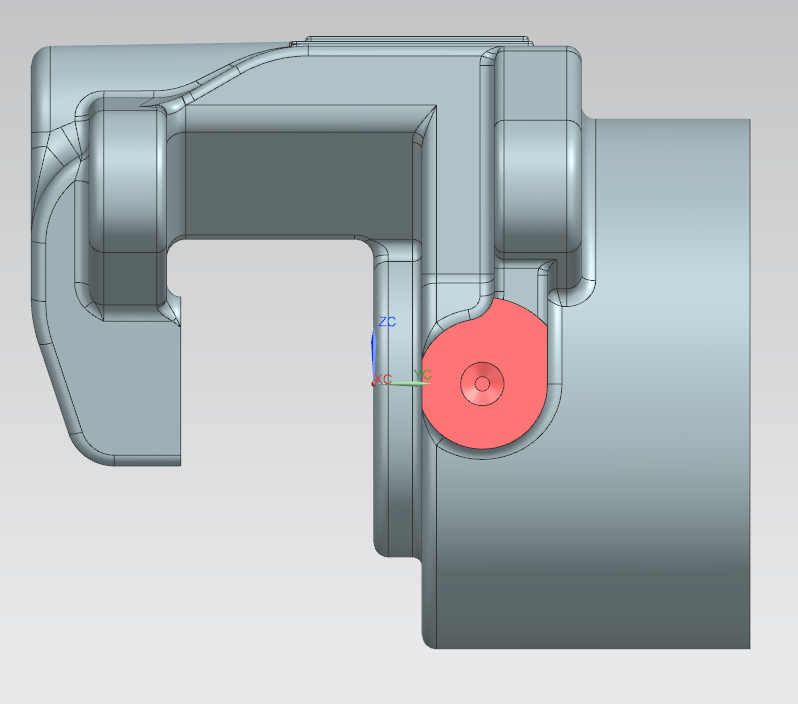


Рисунок 1.3 – Общий вид скобы 1
Скоба устанавливается на транспортное средство с помощью двух стержней 5, стопорящихся с использованием пружинных шплинтов 6, изображенных на рисунке 1.4. Так же эти стержни являются направляющими для установки тормозных колодок 7, и воспринимают нагрузку. Направляющие стержни устанавливаются в дополнительный тормозной кронштейн, который, в свою очередь, устанавливается на транспортное средство, то есть на его ось. В режиме по умолчанию (без подачи давления в питающий штуцер 8) ТМ создает зажимное усилие на тормозных колодках за счет действия тарельчатых пружин 15 (тормоз нормально сжатый). Когда тормозная колодка соприкасается с тормозным диском, сила реакции сдвигает скобу 1 по направляющим стержням 5 до тех пор, пока вторая тормозная колодка также не прижмется к тормозному диску. Растормаживание происходит путем подачи давления в полость между скобой 1 и поршнем 2, либо же вручную путем вывинчивания шпильки 19. В этом процессе за счет приложения необходимого давления сброса после преодоления усилия пружины стакана поршень 2 двигается назад до тех пор, пока не упрется в крышку 3. Усилие зажима уменьшается с износом тормозных колодок и тормозного диска, а также с усталостью пружин. Периодически требуется обслуживание ТМ путем регулировки зазора между колодкой и диском с помощью шпильки 19.
|
|

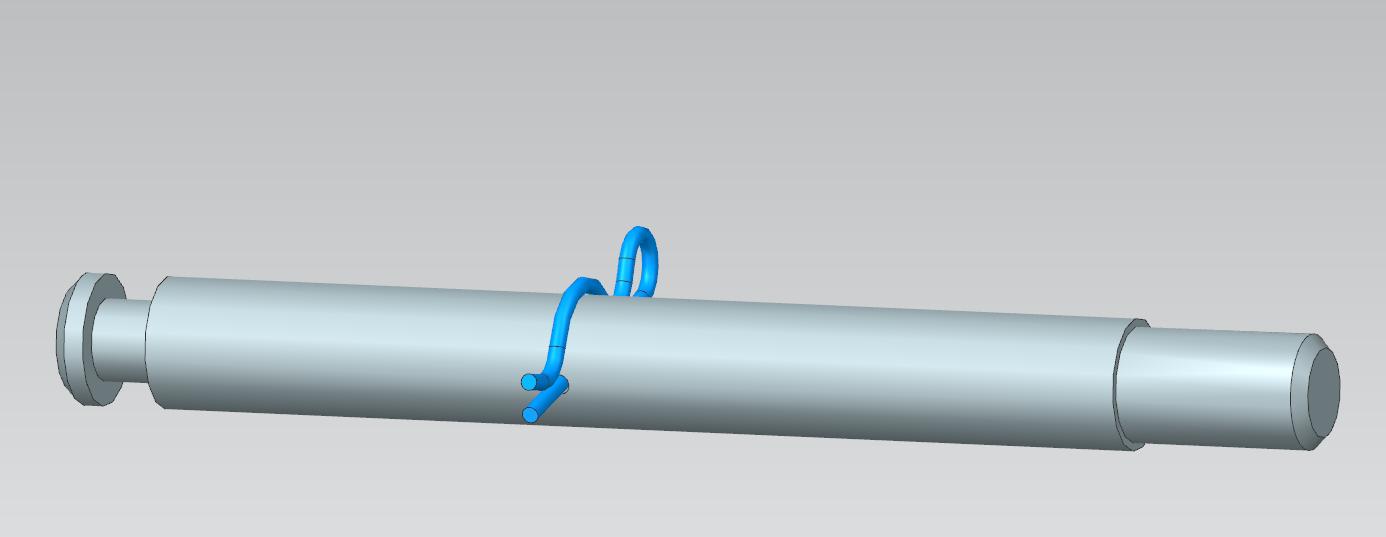
Рисунок 1.4 – Стержень 5 и шплинт 6
На рисунке 1.5 изображена трехмерная модель ТМ в сечении продольной плоскостью.
|

Рисунок 1.5 – Продольное сечение ТМ
В скобу устанавливаются уплотнительные кольца 10, 11 и 12, изображенные на рисунке 1.6, а после этого вставляется поршень 2, изображенный на рисунке 1.7. Этот поршень изготавливается путем точения, шлифования и последующего хромирования наружных поверхностей, по которым происходит скольжение уплотнительных колец 10 и 11. Кольца 10 и 11 изготовлены фирмой FREUDENBERG, материал - 92 AU 2110, стандарт монтажа - ISO 5597.
|
|
|
|



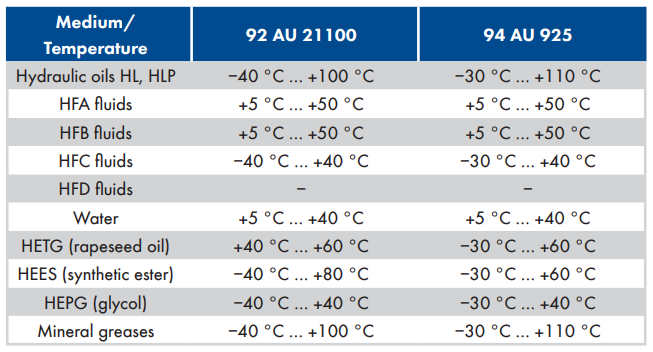
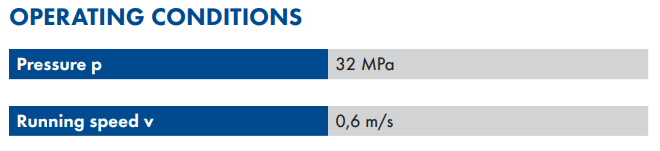
Рисунок 1.6 – Уплотнительные кольца 10 и 11 соответственно
|
|
|
|

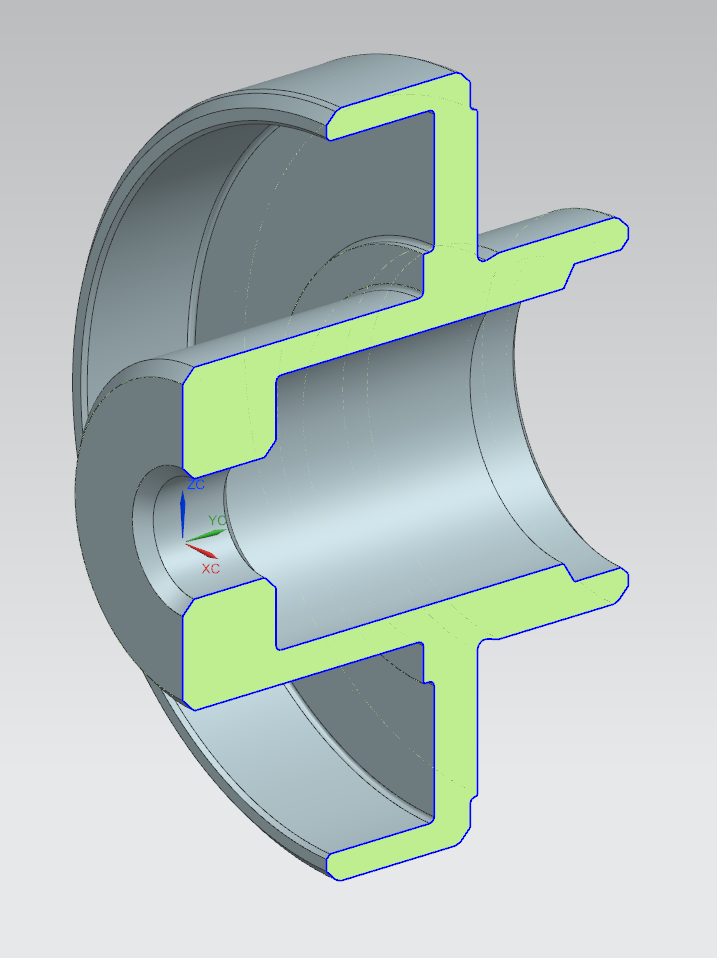


Рисунок 1.7 – Поршень 2 (на модели резьба условно не показана)
Внутрь поршня 2 устанавливается толкатель 17 с кольцом 18, имеющий на одном из концов, примыкающем к тормозной колодке, магнитную вставку достаточной мощности, чтоб удерживать колодку на весу. На толкателе имеется проточка для установки в нее манжеты 14, в то же время закрепленной на внутренней поверхности скобы, обращённой к тормозным колодкам.
|
|
|
|



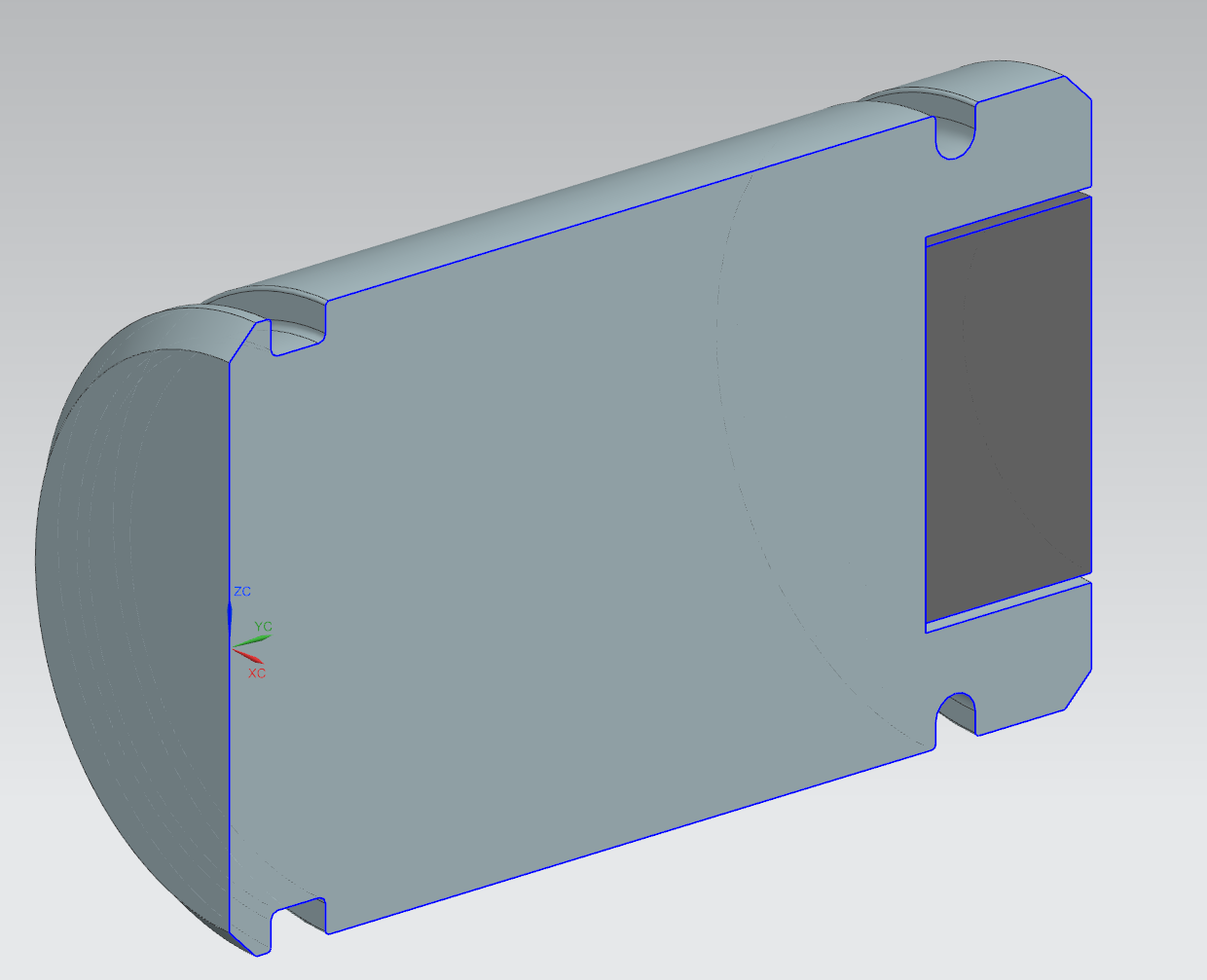
Рисунок 1.8 – Толкатель 17 (на модели кольцо условно не показано)
В поршень 2 ввинчивается шпилька 19, стопорящаяся гайкой 20, изображенные на рисунке 1.9. С помощью этой шпильки можно регулировать глубину погружения толкателя 17 в поршень 2, тем самым регулируя зазор между тормозной колодкой и диском. Для базовой установки необходимо ввернуть шпильку 19 в поршень 2 до упора, после чего вывернуть её на ½ оборота для обеспечения необходимого рабочего зазора в соответствии с рекомендацией производителя, после чего затянуть контргайку 20.
|
|
|
|



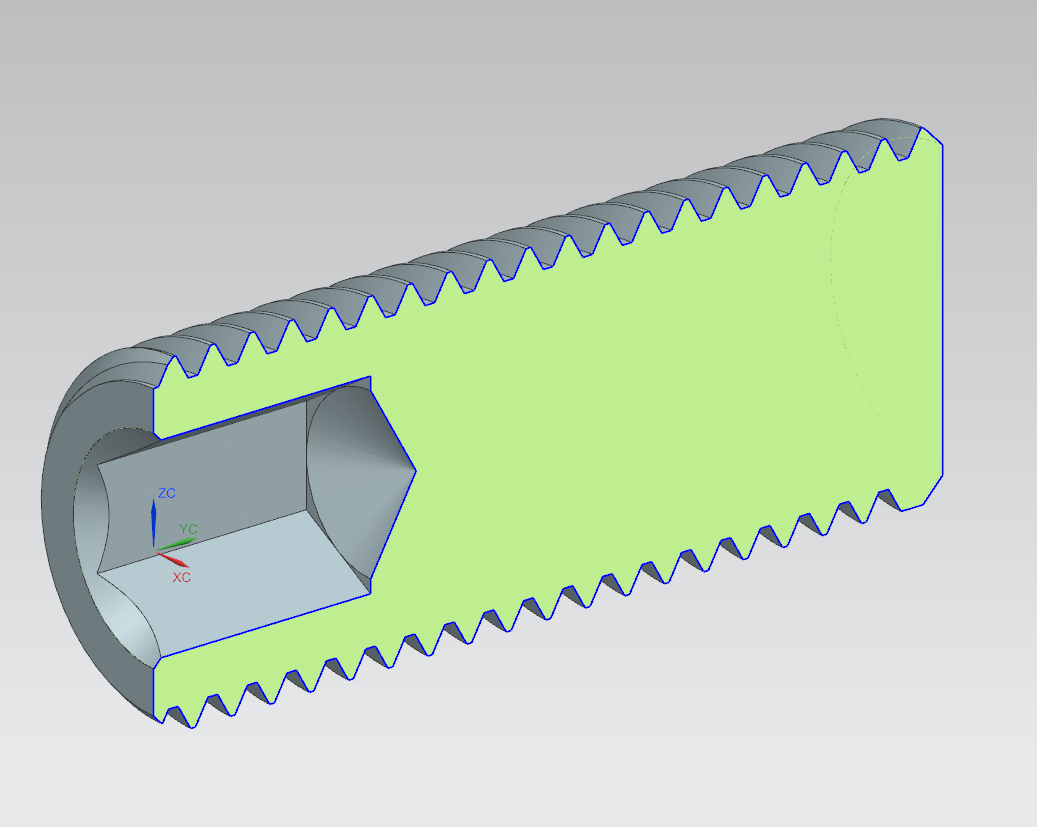
Рисунок 1.9 – Шпилька 19 и контргайка 20.
После того, как поршень 2 установлен в скобу 1, в него закладываются тарельчатые пружины 15. Важно убедиться, что набор пружин установлен верным образом, упираясь в специальный буртик на поршне 2 и в крышку 3, и направленны друг на друга в парах по две пружины, в соответствии с рисунком 1.10. В таком случае будет получена необходимая упругая характеристика.
|
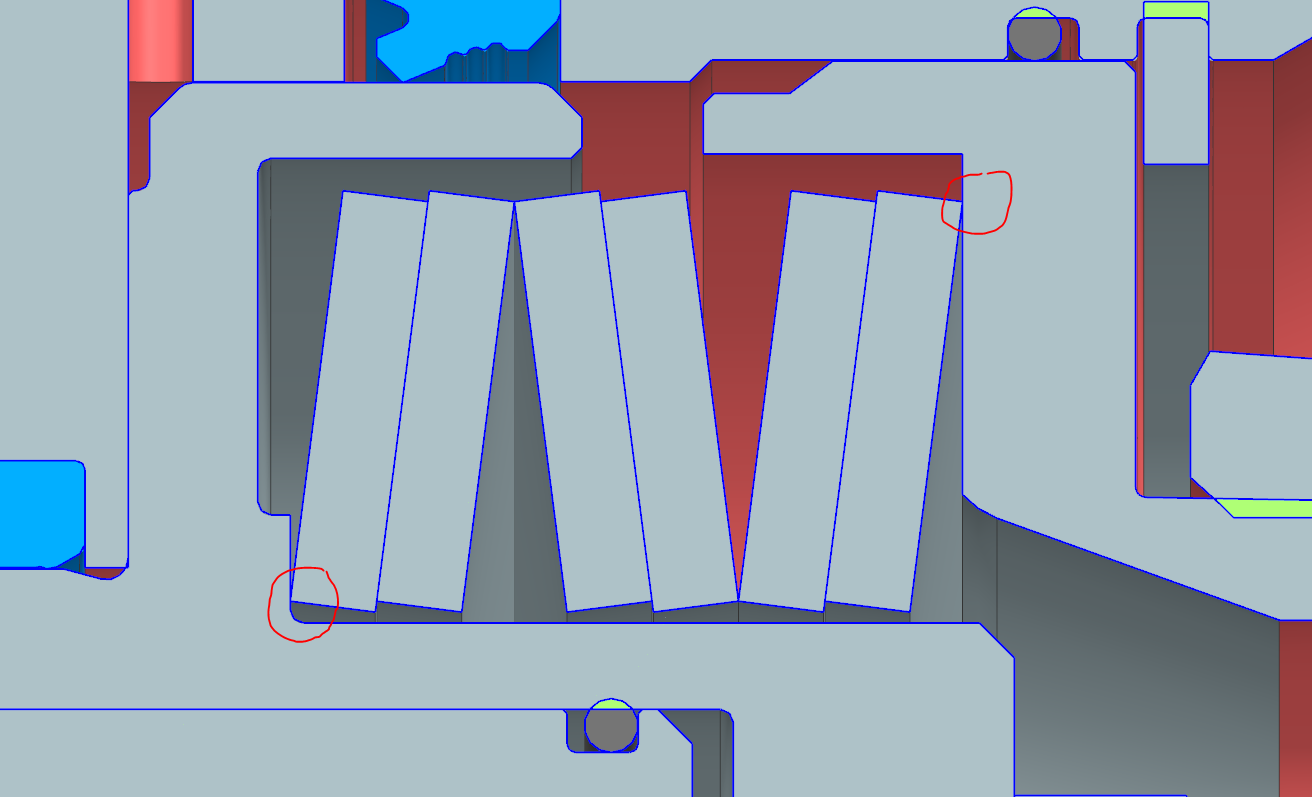
Рисунок 1.10 – Установка набора пружин между поршнем 2 и крышкой 3
Крышка 3, изображенная на рисунке 1.11, изготавливается методом литья и последующей токарной обработки. Внутренняя конусность не обрабатывается.
|
|
|
|



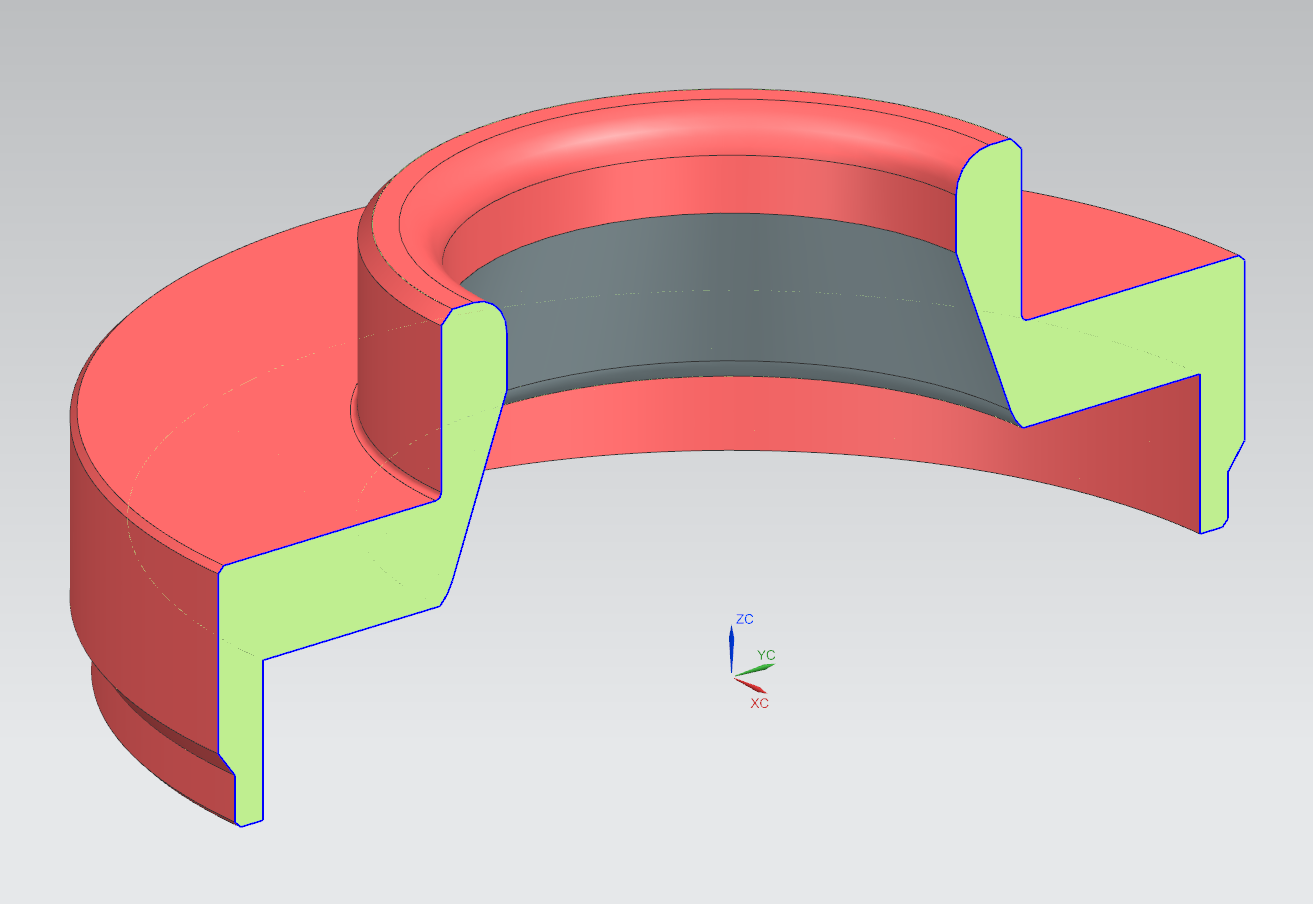
Рисунок 1.11 – Крышка 3 (на модели резьба условно не показана) и кольцо 16
Крышка 3 устанавливается в скобу 1 поверх набора пружин 15, после чего прессуется таким образом, чтобы появилась возможность установки нестандартного стопорного кольца 16 увеличенной толщины, удерживающего крышку от вылета и создающего предварительное натяжение для пружин. Резиновое уплотнительное кольцо 12 служит для герметизации стыка цилиндра и крышки 3, и не истирается в процессе работы тормоза, так как крышка является неподвижной деталью.
Верхний торец крышки 3 сопрягается с навинчивающейся на неё пробкой 4, изображенной на рисунке 1.12, через уплотнительное кольцо 13, защищающее внутреннюю полость механизма от загрязнений. Через пробку 4 осуществляется доступ к шпильке 19 для регулировки зазоров колодок в процессе истирания.
|
|
|
|



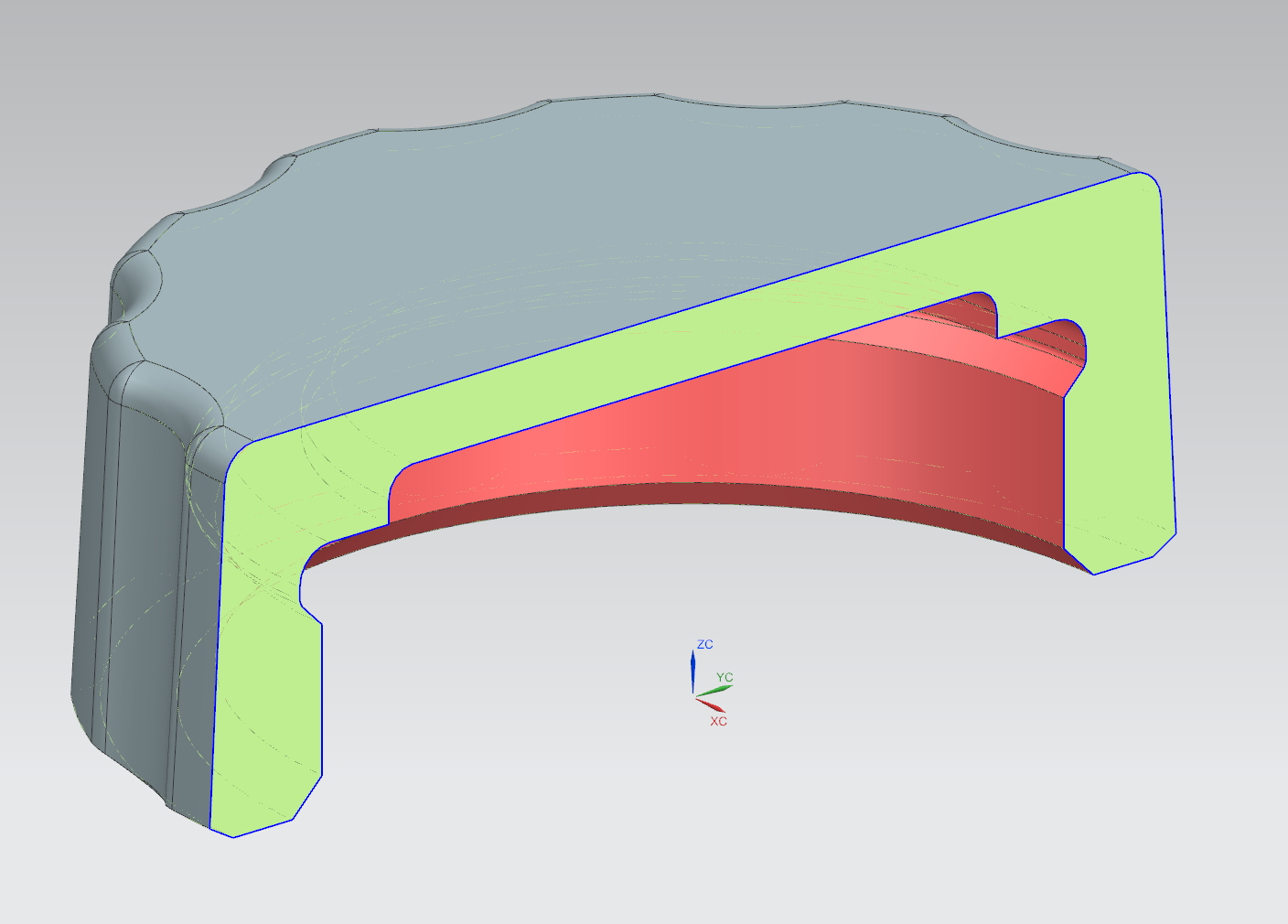
Рисунок 1.12 –Пробка 4 (на модели резьба и кольцо условно не показаны)
Толкатель 17 при работе воздействует на колодки 7, изображенные на рисунке 1.13. Колодки двухсоставные, состоят из стальной пластины и трущейся накладки (на модели изображена коричневым цветом). Минимальная остаточная толщина слоя 1 мм.
|
|
|
|

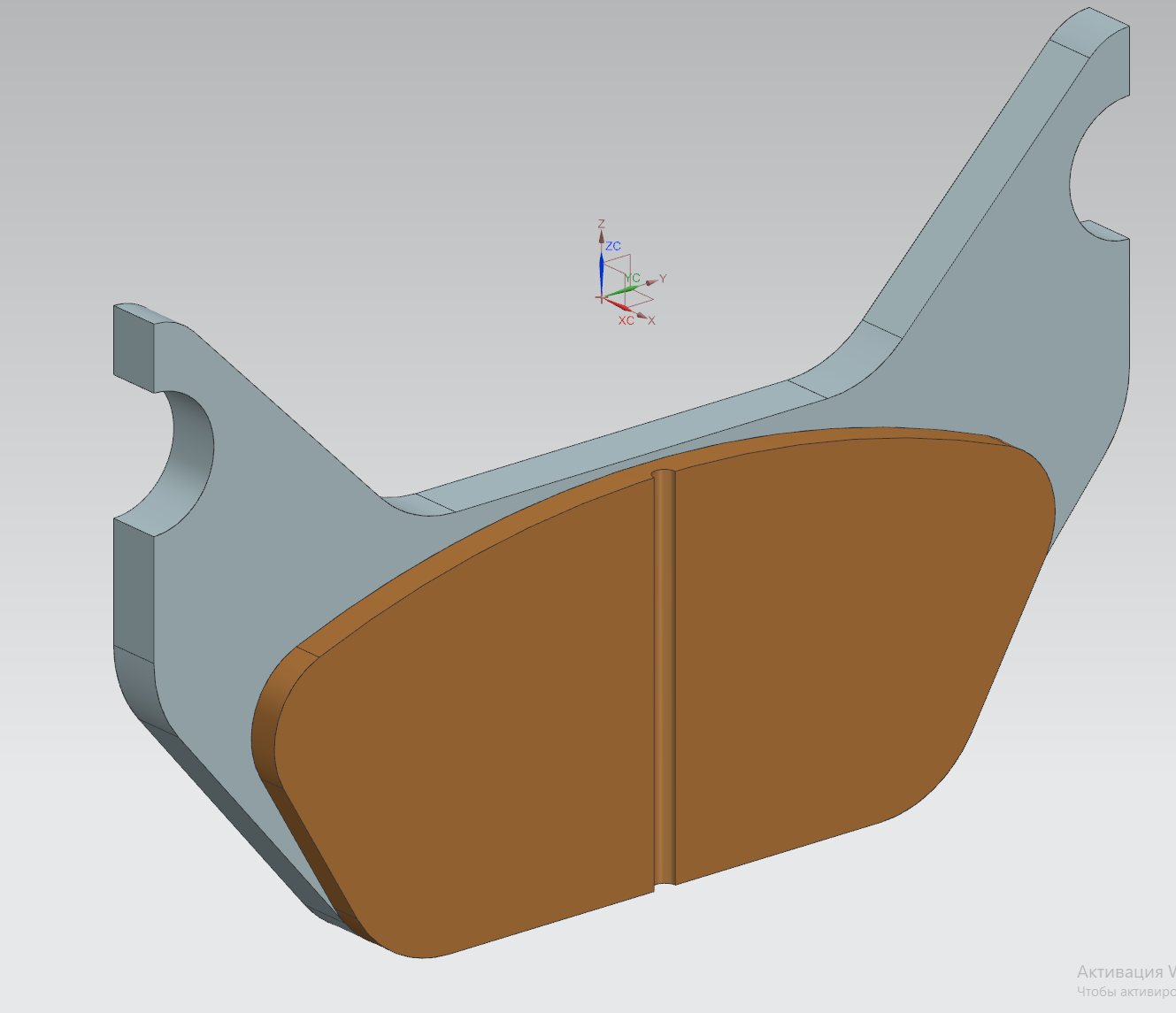

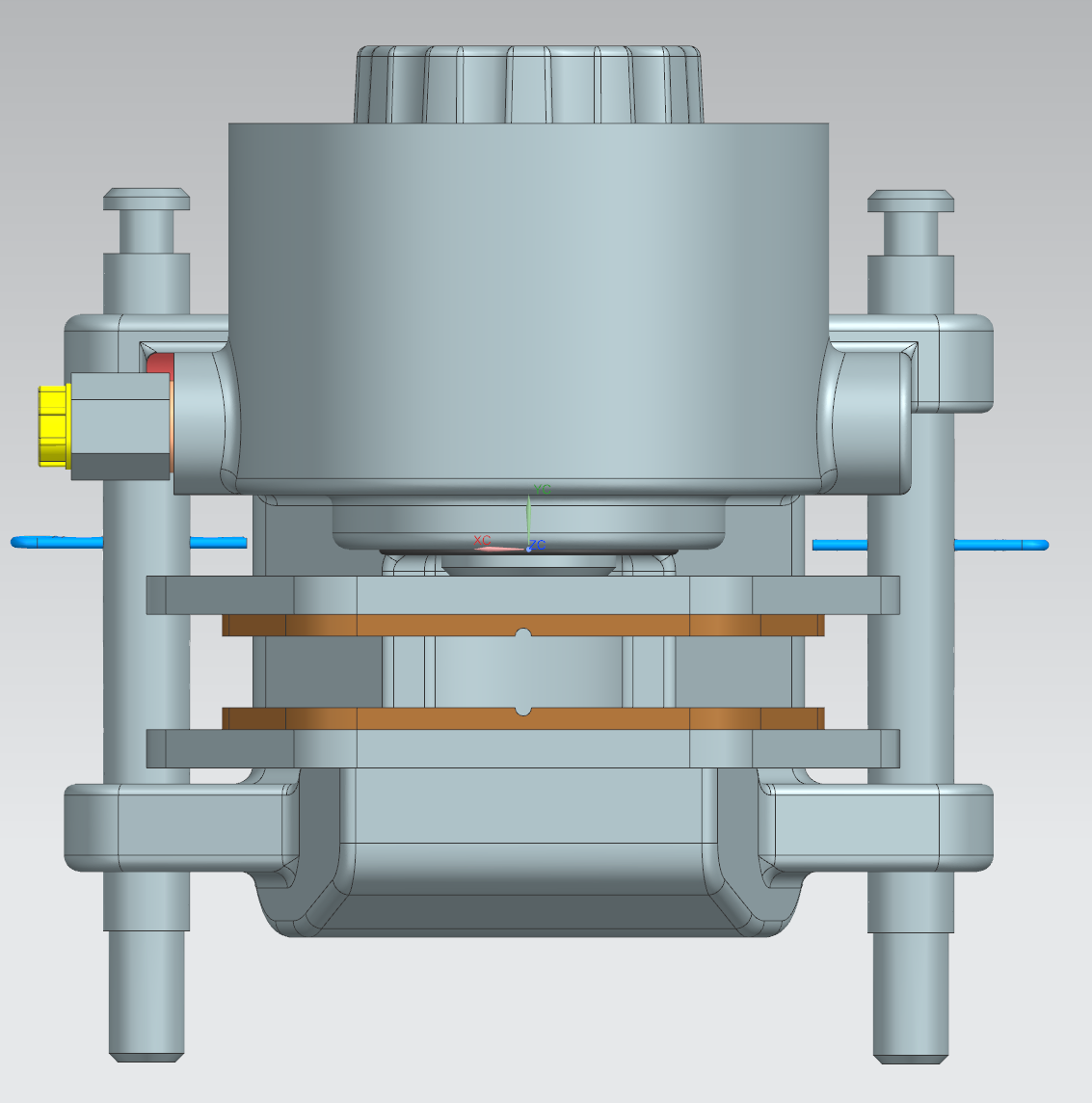
Рисунок 1.13 –Колодка 7 и вид на ТМ снизу
Сверху в скобу 1 ввинчивается прокачной штуцер 9, изображенный на рисунке 1.14, для удаления воздуха из полости между поршнем 2 и внутренней поверхностью скобы 1. Прокачной штуцер защищен резиновой плотно прилегающей пробкой для предотвращения вытекания масла и защиты внутреннего канала штуцера от загрязнений. Нижняя конусообразная часть штуцера так же предотвращает истечение масла. Для прокачки ТМ необходимо снять крышку и вывинчивать прокачной штуцер 9 до начала течения жидкости.
|
|

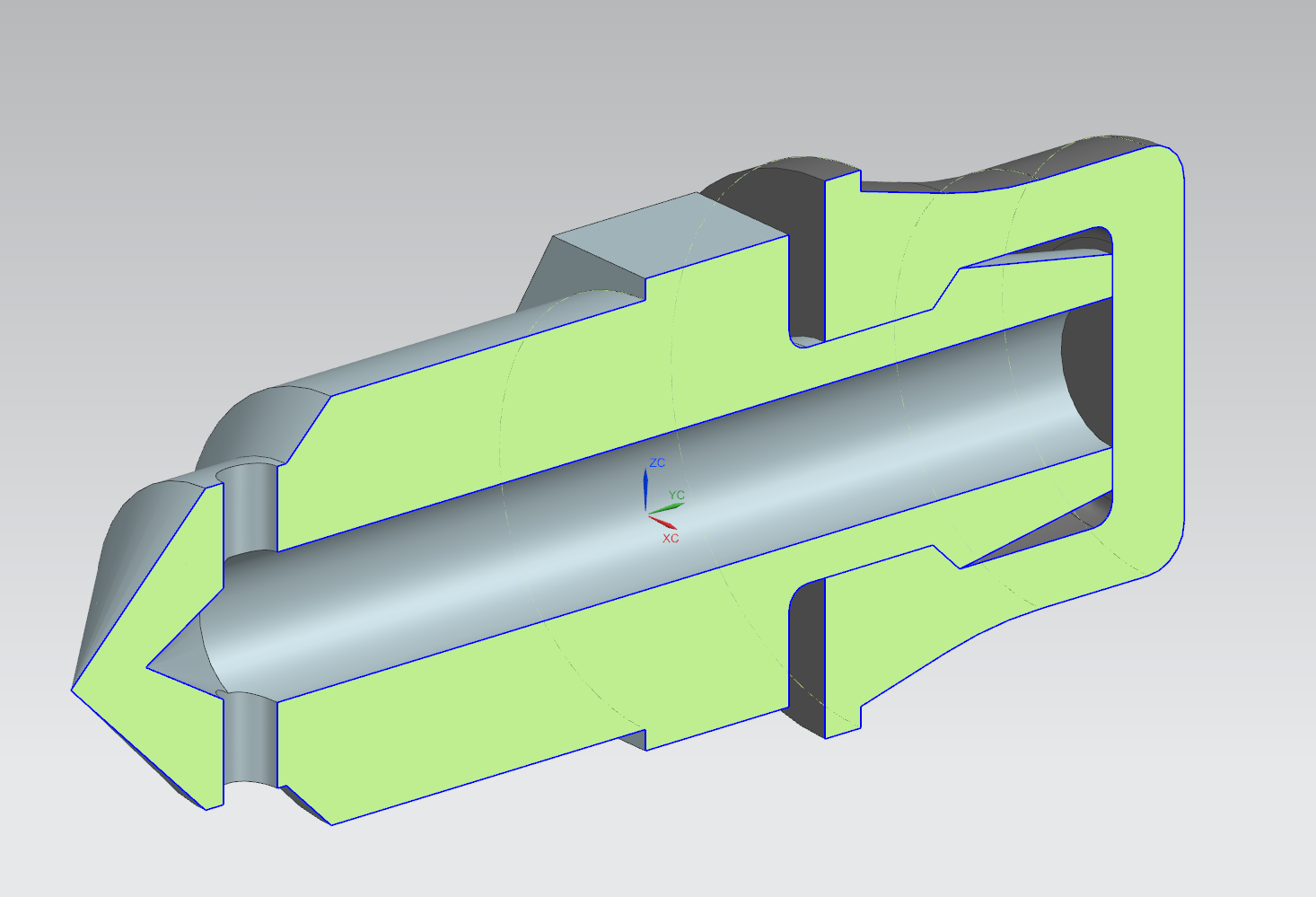
Рисунок 1.14 –Прокачной штуцер 9
Сбоку в скобу 1 ввинчивается основной питающий штуцер 8, на время транспортировки закрытый жёлтой заглушкой, и изображенный на рисунке 1.15. Во время эксплуатации заглушка снимается и штуцер подключается к основной тормозной гидравлической системе.
|
|

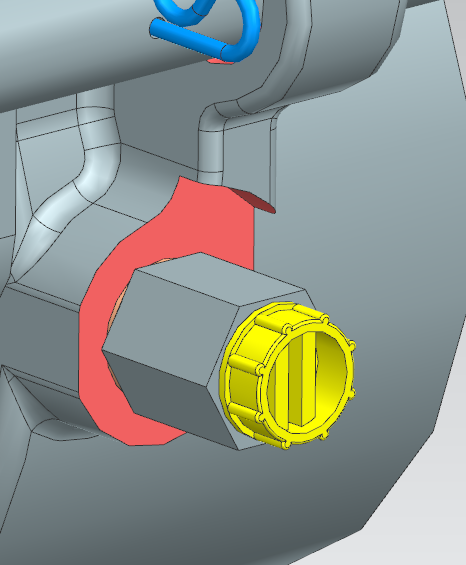
Рисунок 1.15 –Штуцер 8, закрытый транспортировочной заглушкой
После сборки внутренней части ТМ, включающей в себя установку поршня 2, крышки 3, всех уплотнений и толкателя 17, на последний надевается защитная армированная манжета 14, устанавливаемая в специальную проточку. Установка подобным образом показана на рисунке 1.16. В скобу 1 манжета 14 устанавливается с натягом.
|
|
|
|

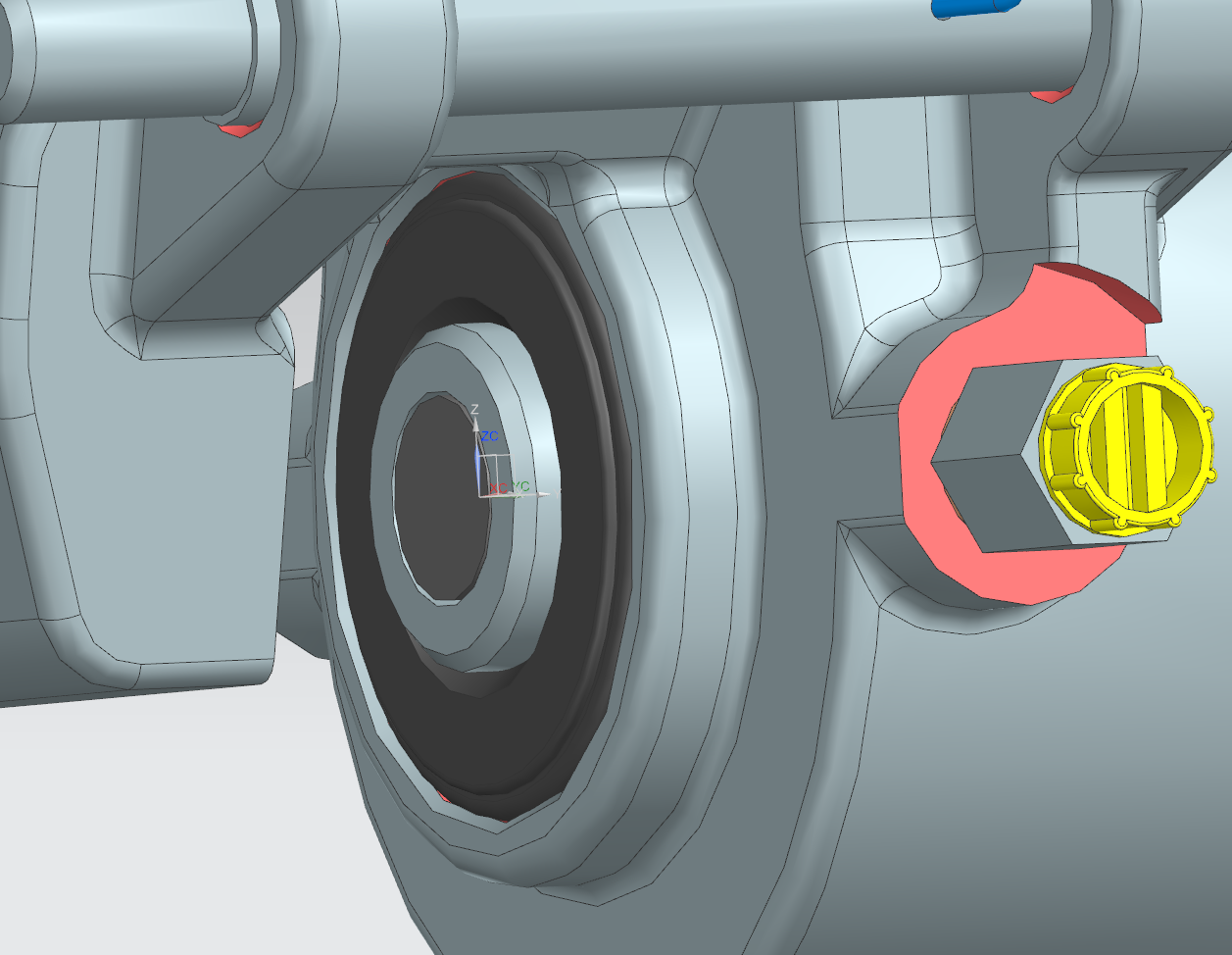

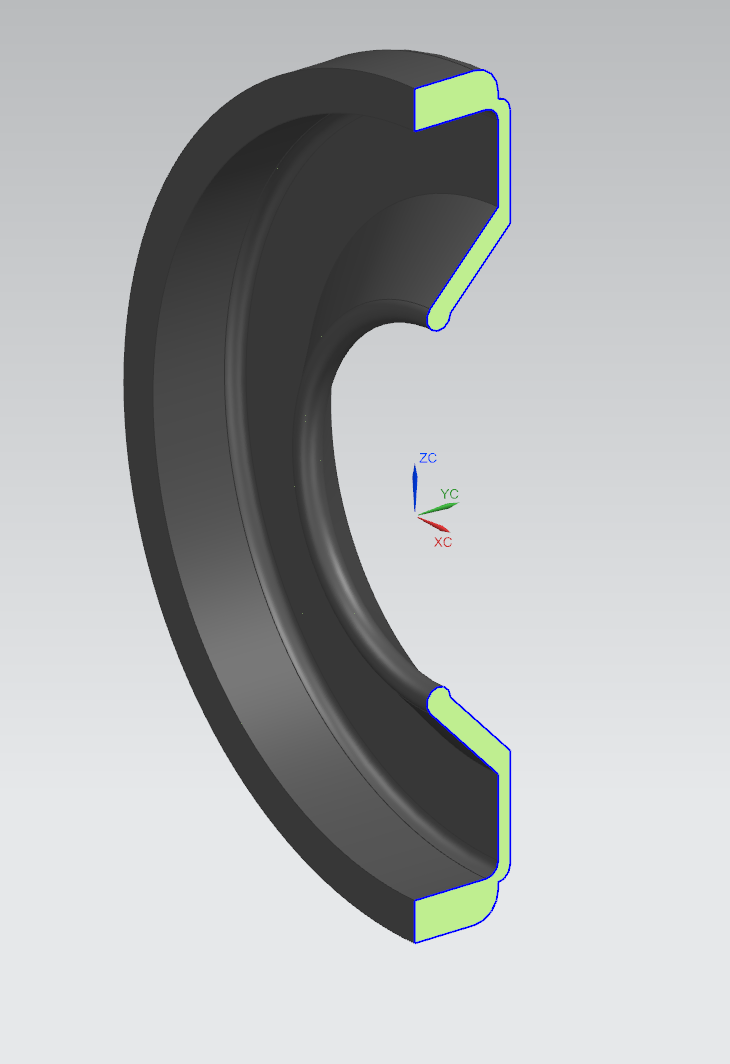
Рисунок 1.16 – Защитная манжета 14 и способ её установки