

ООДП / Т4_
.docxЗадача 1
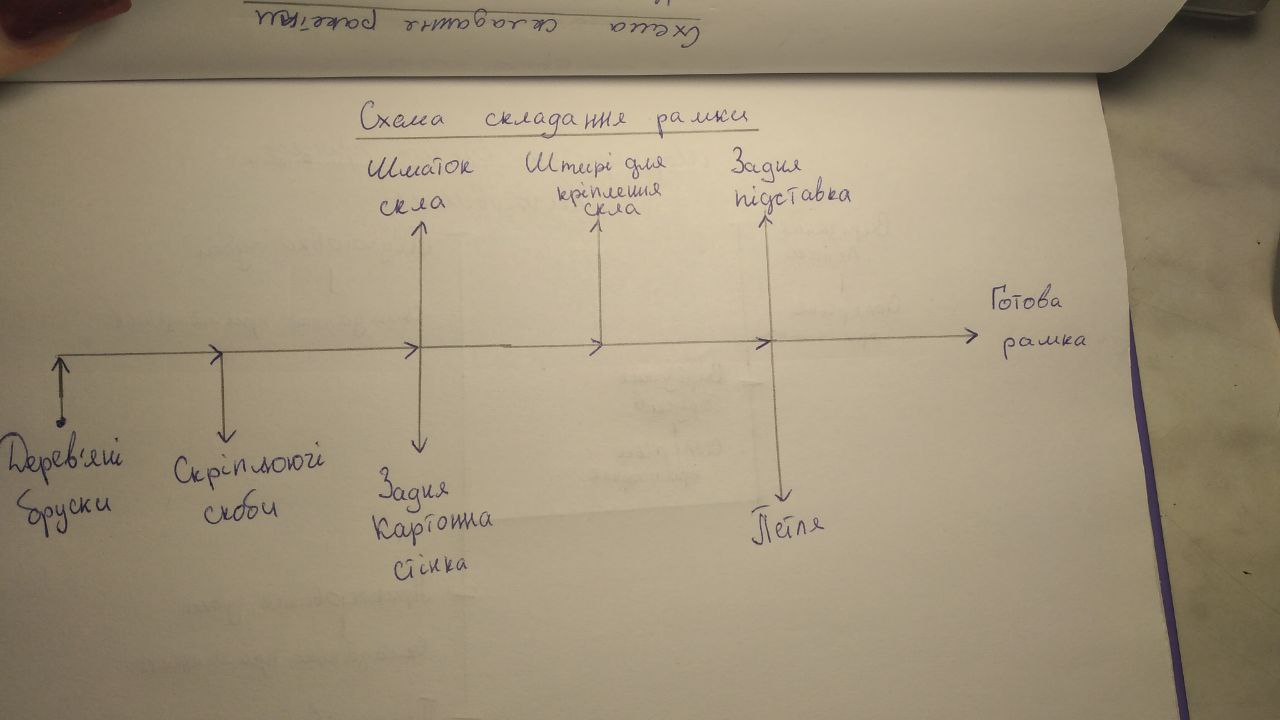
Дерев’яна рамка для картини розміром 8х10 складається з чотирьох брусків дерева, які вирізані з великого дерев’яного брусу, чотирьох скріплюючи скоб, шматка скла, задньої картонної стінки, шести штирків для кріплення скла, задньої підставки та петлі для закріплення картини на стіні.
Потрібно: накреслити схему складання рамки; побудувати технологічну схему всього процесу, починаючи з надходження матеріалів і закінчуючи остаточним контролем якості.
Розв’язання:
Схема складання рамки:

Технологічна схема всього процесу:

Задача 2
Підприємець задумав виготовляти ракетки для пінг-понгу. В наявності у нього є по одному екземпляру кожного типу обладнання, необхідного для виробництва ракеток. Також він володіє запасами сирої деревини і інших матеріалів для випуску 100 ракеток і закінчуючи пакуванням готової продукції для продажу.
Потрібно: підготувати складальне креслення ракетки, схему її складання; визначити перелік обладнання та сировини починаючи з надходження матеріалів і закінчуючи відправкою ракеток споживачам; розробити схему технологічного процесу виготовлення ракетки, сформувати операційну маршрутну карту процесу виготовлення.
Розв’язання:
Складальне креслення ракетки для пінг-понгу:

Схема складання ракетки:

Для виробництва ракеток було використано різьблярське обладнання та клей (для прикріплення накладок).
Список сировини: сира деревина, губка, 100 од. шипованих накладок, 100 од. гладких накладок, 100 картонних коробок чорного кольору для пакування.
Схема технологічного процесу виготовлення ракетки:
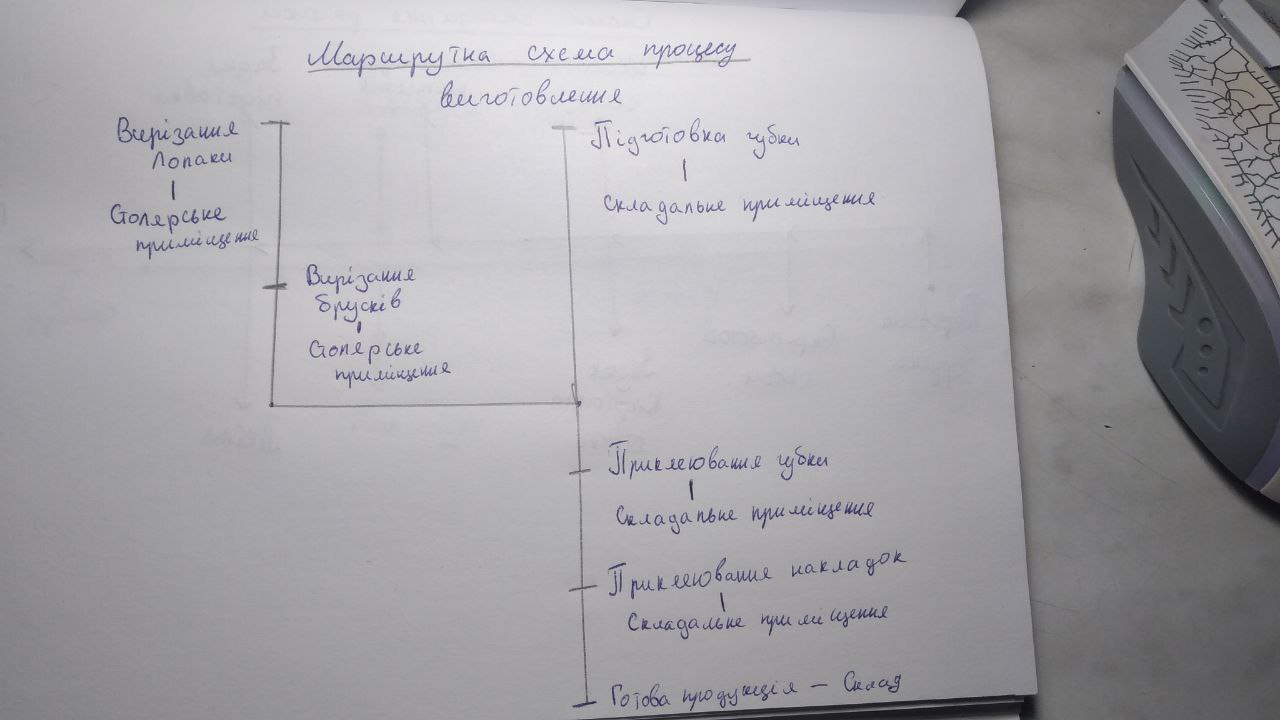
Л – виготовлення лопатки; Р –вирізьблення брусків для ручки; З – з’єднання брусків із ручкою; Г – прикріплення губки; Н – приклеювання накладок.
Маршрутна схема процесу виготовлення:
Завдання 3
Підприємство має альтернативні можливості: придбати готову деталь за ціною 220 грн; виготовити самостійно на напівавтоматичному верстаті з ЧПУ за собівартістю 70 грн, включаючи витрати на матеріали; виготовити деталь на обробному центрі по 15 грн з урахуванням витрат на матеріали. Умовно-постійні затрати на деталь за різними варіантами такі: дуже малі, якими можна знехтувати, якщо деталь закуповувати; 80 тис. грн, якщо виготовляти на верстаті з ЧПУ; 210 тис. грн; якщо використовувати обробний центр.
Потрібно: вибрати економічно доцільний варіант технології за різного обсягу виробництва деталей.
Розв’язання:
Сумарна вартість кожного з варіантів становитиме:
1) Взак = 220 * N шт. попиту
2) ВЧПУ = 80 000 + 70 * N шт. попиту
3) Воц = 210 000 + 15 * N шт. попиту
Графік беззбитковості для альтернативних варіантів технологічних процесів:

Розрахуємо точки беззбитковості:
Точка А: 80 000 + 70 * N шт. попиту = 210 000 + 15 * N шт. попиту
Попит у точці А становить: N шт. попиту = (210000-80000)/(70-15)=2363 (дет).
Точка B: 80 000 + 70 * N шт. попиту = 220 * N шт. попиту
Попит у точці В становить:N шт. попиту = 80000/(220-70)=533 (дет).
Відповідь: якщо попит на продукцію буде перевищувати 2363 деталі (точка А), тоді оптимальним рішенням є виготовлення деталей на обробному центрі. У випадку інтервалу попиту від 533(точка В) до 2363 деталі доцільно використовувати верстат з ЧПУ. При попиті менше 533 деталей (між 0 і точкою В) вигідніше закупати деталь у іншого виробника.