

установки гидроочистки вакуумного газойля
.pdfНа эффективность проведения процесса гидроочистки оказывают влияние тип катализатора, температура процесса, общее давление, парциальное давление водорода, объемная скорость подачи сырья, кратность циркуляции водородсодержащего газа и его химический состав.
Температура.
Правильно выбранный интервал рабочих температур обеспечивает как требуемое качество, так и длительность безрегенерационного пробега и общего срока службы катализатора. Для всех видов сырья степень обессеривания возрастает с повышением температуры. Степень обессеривания оценивается отношением (в %) количества удаленной серы к исходному количеству серы.
Рост степени обессеривания пропорционален повышению температуры до определенных пределов. Интервал рабочих температур при гидроочистке вакуумного газойля, составляет 360-410 °С. При дальнейшем повышении температуры в результате дегидрирования би- и полициклических нафтенов снижается цетановое число, увеличивается скорость реакций разложения и насыщения непредельных углеводородов по сравнению со скоростью реакции гидрирования сернистых соединений, в связи с чем уменьшается избирательность действия катализатора по отношению к сере и рост степени обессеривания замедляется, возрастает выход продуктов гидрокрекинга – газа и бензина, в
результате реакций гидрокрекинга резко возрастает расход водорода и количество образовавшегося на катализаторе кокса.
Давление
10 |
консорциум « Н е д р а». |
|
Повышение давления при неизменных прочих параметрах процесса вызывает изменение степени превращения в результате увеличения парциального давления водорода, сырья и содержания жидкого компонента в системах,
находящихся при давлениях и температурах соответственно выше и ниже условий начала конденсации.
С ростом общего давления в процессе при прочих равных условиях, растет парциальное давление водорода.
Поскольку водород является одним из основных химических реагентов, то повышение его парциального давления ускоряет реакции гидрирования и способствует уменьшению отложения кокса на катализаторе.
Вакуумный газойль, при гидрообессеривании находится в основном в жидкой фазе, и повышение давления увеличивает скорость реакции более значительно, ускоряя транспортирование водорода через пленку жидкости к поверхности катализатора. Из-за удорожания оборудования увеличение давления ограничивают в пределах 7-8 МПа [5].
Объёмная скорость подачи сырья Объемная скорость подачи сырья — это отношение объема сырья в жидкой фазе при нормальных условиях,
подаваемого в реакторы в течение 1 ч, к объему катализатора. Для всех видов сырья степень обессеривания возрастает с понижением объемной скорости подачи сырья. Однако, вместе с тем снижается и количество пропускаемого через реактор сырья, следовательно, и производительность установки.
Оптимальная объемная скорость подачи сырья для вакуумного газойля определяется опытным путем, с учетом всех параметров процесса: тип и состояние катализатора, температура, парциальное давление водорода, содержание удаляемых примесей в сырье и готовой продукции.
Для достижения требуемого качества вакуумного газойля при высоких объемных скоростях подачи сырья требуется ужесточение режима, т. е. применение более высоких температур и парциальных давлений водорода. Ужесточение
11 |
консорциум « Н е д р а». |
|
режима в значительно большей мере отражается на ухудшении экономических показателей, чем увеличение реакционного объема [3].
Кратность циркуляции и парциальное давление водорода В промышленной практике объёмное отношение водород: углеводородное сырье или кратность циркуляции
выражается отношением объёма водорода при нормальных условиях к объёму сырья. С точки зрения экономичности процесса заданное отношение целесообразно поддерживать циркуляцией водородсодержащего газа. Увеличение отношения циркуляционный газ – сырье в значительной степени определяет энергетические затраты. Кроме того, нужно иметь в виду, что с понижением концентрации водорода в циркуляционном газе несколько уменьшается безрегенерационный цикл работы катализатора. Если по условиям эксплуатации отсутствует возможность повысить концентрацию водорода в циркуляционном газе на входе в реактор до оптимального значения, то следует идти по пути повышения общего давления в системе (и, как следствие, повышение парциального давления водорода). Увеличение отношения водород: сырье и, соответственно, повышение кратности циркуляции водородсодержащего газа влияет на фазовое состояние газо-сырьевой смеси на входе в реактор. При одних и тех же температуре и давлении снижение кратности циркуляции способствует сдвигу равновесия в сторону образования жидкой фазы, и наоборот, повышение кратности циркуляции способствует образованию паровой углеводородной фазы. Аналогичный эффект можно получить, изменяя давление в системе при постоянных кратности и температуре. Снижение давления сдвигает равновесие в сторону образования паров, повышение – жидкости [3].
При повышении общего давления процесса растет парциальное давление водорода. На этот параметр влияет и |
|
кратность циркуляции ВСГ и концентрации в нем водорода, её составляющая в промышленных установках от 60 до 90 |
|
12 |
консорциум « Н е д р а». |
|
|
%об. Чем выше концентрация водорода в ВСГ, тем ниже может быть кратность циркуляции. Кратность циркуляции ВСГ в зависимости от качества сырья изменяется в пределах от 150 до 1000 нм3/м3, при этом повышенную кратность для утяжеленного сырья [5].
1.4 Особенности гидроочистки тяжелых дистиллятов Вакуумный газойль является традиционным сырьем для процессов каталитического крекинга. Качество вакуумных
газойлей определяется глубиной отбора и четкостью ректификации мазута. Вакуумные газойли (350-500 °С)
практически не содержат металлоорганических соединений и асфальтенов, а их коксуемость не превышает обычно
0,2%. С повышением температуры конца кипения до 540-560 °С коксуемость возрастает в 4-10 раз, содержание металлов
- в 3-4 раза, серы на 20-45 %. Влияние содержащихся в сырье металлов, азотистых соединений и серы проявляется в снижении активности работы катализатора за счет отложения кокса и необратимого отравления металлами.
Гидроочистка вакуумных газойлей с температурой конца кипения до 500 °С не представляет значительных трудностей и проводится в условиях и на оборудовании, аналогичных для гидрообессеривания средних дистиллятов.
Процесс проводится при давлении 5,0-7,5 МПа, температуре 360-390 °С, объемной скорости подачи сырья 0,7-1,5 ч-1 и
кратности циркуляции ВСГ 400-500 нм3/м3 сырья. При этом достигается 89-94 %-ная степень обессеривания,
содержание азота снижается на 20-35 % масс., металловна 75-85 % масс., ароматических углеводородов - на 10-12
%масс., коксуемость понижается на 65-70 % [5].
Гидроочистку тяжелых вакуумных газойлей, имеющих температуру конца кипения 520-530 °С, должна осуществляться при более жестких условиях - давлениях до 10 МПа и объемных скоростях подачи сырья не выше 1 ч-1.
13 |
консорциум « Н е д р а». |
|

vk.com/id446425943
Макет космического корабля «Восток-1» в павильоне «Космос» на ВДНХ. За ним — цитата К. Э. Циолковского:
«Сначала неизбежно идут: мысль, фантазия, сказка. За ними шествует научный расчёт. И уже в конце концов исполнение венчает мысль»
Суммарная скорость реакции гидрообессеривания вакуумного газойля в значительной степени зависит от массопередачи (внутридиффузиозного торможения в гранулах). С повышением температур конца кипения сырья скорость гидрообессеривания снижается: степень обессеривания 80 % вакуум-ного газойля с температурой конца кипения 470 °С достигается при объемной скорости в 1,5 раза большей, чем вакуумного газойля с температурой конца кипения 540 °С, а константа скорости реакции снижается в 1,7 раза [1].
1.5 Разновидности технологических установок В отечественной практике гидроочистку вакуумных газойлей проводят в секции 100 установки Г-43-107 или
используют установки Л-24-6 или Л-24-7 с небольшой реконструкцией схемы подачи сырья, вывода гидроочищенного продукта и узлов стабилизации ректификации гидрогенизата.
Принципиальная схемы секции 100, предназначенной для гидроочистки сырья установки каталитического крекинга, представлена на рисунке 1.1[1].
Принципиальная схема установки гидроочистки Л-24-6, под гидроочистку вакуумного газойля представлена на рисунке 2.1.
Гидроочистку вакуумных газойлей (350-500°С) осуществляют на установках, аналогичных гидроочистке дизельных топлив. Основным продуктом гидроочистки является гидроочищенный вакуумный газойль – сырье для каталитического крекинга. В процессе также получают бензин-отгон с низким октановым числом и низким содержанием серы и легкий газойль.
14 |
консорциум « Н е д р а». |
|
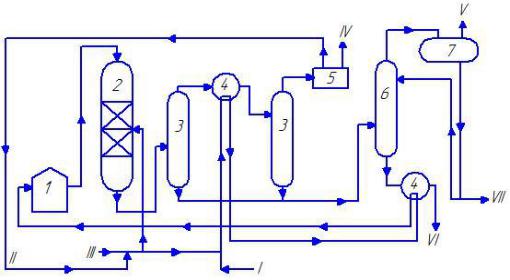
1 - сырьевая печь; 2 - реактор; 3 - сепараторы; 4 - теплообменники; 5 - секция очистки газа; 6 - колонна стабилизации; 7 - сепаратор.
Потоки: I - сырье; II - ВСГ; III - свежий водород; IV - сероводород; V - газы стабилизации; VI - гидроочищенный
газойль; VII - легкие фракции.
Рисунок 1.1 Принципиальная схема секции гидроочистки вакуумного газойля установки Г-43-107.
Бензин является компонентом сырья каталитического риформинга, а легкий газойль – компонентом товарного
дизельного топлива [10].
1.6 Особенности аппаратурного оформления процесса Технологические схемы промышленных установок гидроочистки нефтяных фракций, как правило, состоят из
следующих основных узлов: реакторного, сепарации с выделением ВСГ, очистки газов от сероводорода, стабилизации полученного гидрогенизата. Блоки установок, перерабатывающих различные виды сырья, имеют свои особенности.
Схемы установок могут различаться способом подачи водородосодержащего газа ( с рециркуляцией или "на проток"),
15 |
консорциум « Н е д р а». |
|
устройством узла стабилизации (с обычной отпаркой при низком давлении в печи или ребойлере, поддувом водяного пара или нагретого ВСГ при повышенном давлении, дополнительной разгонкой под вакуумом), вариантом регенерации моноэтаноламина, способом регенерации закоксованного катализатора (газовоздушный или паровоздушный)[1].
Наиболее ответственным аппаратом является реактор. На его конструкцию влияет режим процесса: температура,
гидравлическое сопротивление, кратность циркуляции, объемная скорость. Размер и число реакторов выбирают в первую очередь в зависимости от объемной скорости подачи сырья.
При тепловых эффектах реакций выше 125 кДж/кг с учетом теплопотерь во внешнюю среду температурный градиент в реакторе (разность температур между входом и выходом из него) может достигать 40-50 °С, что способствует усилению нежелательных вторичных реакций расщепления углеводородов. В этом случае экзотермический характер превращений требует отвода тепла из зоны реакции, поэтому выбирают реактор секционной конструкции. На промышленных установках применяют охлаждение холодным циркулирующим газом через распределительные устройства между слоями катализатора в реакторе[7].
На промышленных гидрогенизационных установках применяется два способа сепарации ВСГ из газопродуктовой смеси: холодная (низкотемпературная) и горячая (высокотемпературная).
Холодная сепарация ВСГ применяется на установках гидроочистки бензиновых, керосиновых и иногда дизельных фракций, заключается в охлаждении газопродуктовой смеси, отходящей из реакторов гидроочистки, сначала в теплообменниках, затем в холодильниках (воздушных и водяных) и выделении ВСГ в сепараторе при низкой температуре и высоком давлении. В сепараторе низкого давления выделяют низкомолекулярные углеводородные газы.
16 |
консорциум « Н е д р а». |
|
Горячая сепарация ВСГ применяется преимущественно на установках гидрообессеривания высококипящих фракций нефти: дизельных топлив, вакуумных газойлей, масляных дистиллятов и парафинов. Газопродуктовая смесь после частичного охлаждения в теплообменниках поступает в горячий сепаратор, выделяемые в нем ВСГ и углеводородные газы охлаждаются до низкой температуры в воздушных и водяных холодильниках и далее поступают в
холодный сепаратор, где отбирается ВСГ с достаточно высокой концентрацией водорода.
1.7 Современное состояние технологии процесса гидроочистки для подготовки сырья каталитического крекинга Важнейшим направлением развития процесса гидроочистки вакуумных газойлей можно считать расширение
применения катализаторов на базе АКМ с улучшенным соотношением компонентов и усовершенствованием пористой структуры носителя, а так же комбинированных катализаторов Ni-Mo/цеолит + аморфный SiO2 + Al2O3. Эти катализаторы имеют удлиненный жизненный цикл, способствует более глубокому удалению серы и азота, повышают производительность процесса и имеют повышенную избирательность действия по отношению к средним дистиллятами.
Современные НПЗ стоят перед необходимостью превращения тяжелых компонентов нефти в более легкие и ценные
продукты. Непосредственным и малозатратным шагом на пути к увеличению глубины превращения тяжелого сырья
явился перевод установок гидроочистки вакуумных газойлей на работу в режиме мягкого гидрокрекинга. В таблице 1.2
приведены промышленные данные, описывающие работу одной и той же установки гидроочистки компании Chevron Texaco в трех различных режимах[6].
В 2009 на Уфимском НПЗ была реконструирована секция 100 установки Г-43-107 — гидроочистка вакуумного
газойля с монтажом новых реакторов. |
Это позволи ло снизить |
содержание |
серы в товарных автобензинах до нормативов, предусмотренных |
Техническим регламентом к |
топливам, |
17 |
консорциум « Н е д р а». |
|
|
||

соответствующим международным стандартам Евро-4, а также увеличить объем переработки сырья, долю выпуска бензина и дизельного топлива [6].
В 2004 году на Московском НПЗ была произведена замена катализаторов на блоке гидроочистки комбинированной установки каталитического крекинга вакуумного газойля (Г-43-107).
Таблица 1.2
Гидроочистка и мягкий гидрокрекинг вакуумных газойлей на установку компании Chevron Texaco
Режим эксплуатации |
Обычное |
Глубокое обессеривание |
Мягкий изокрекинг |
|
обессеривание |
||||
|
|
|
||
Глубина обессеривания, % |
90,0 |
99,8 |
99,6 |
|
Выход, %об. |
|
|
|
|
Бензиновые фракции |
0,2 |
1,5 |
3,5 |
|
Легкий дистиллят |
17,2 |
30,8 |
37,1 |
|
Тяжелый дистиллят |
84 |
70 |
62,5 |
|
Сырье: |
|
|
|
|
Плотность |
|
|
|
|
Содержание серы, %масс. |
2,67 |
2,67 |
2,57 |
|
Содержание азота, г/т |
720 |
720 |
617 |
|
Содержание Ni+V, г/т |
0,2 |
0,2 |
- |
|
Интервал кипения, °С |
303-534 |
303-534 |
289-555 |
|
Легкий дистиллят: |
|
|
|
|
Плотность |
|
|
|
|
Содержание серы, %масс. |
0,07 |
0,002 |
0,005 |
|
Содержание азота, г/т |
90 |
20 |
20 |
|
Температура застывания, °С |
18-7,8 |
14-10 |
18-7,8 |
|
Цетановый индекс |
51,5 |
53,0 |
53,5 |
|
Интервал кипения, °С |
223-342 |
148-347 |
155-362 |
|
Тяжелый дистиллят: |
|
|
|
|
Плотность |
|
|
|
|
Содержание серы, %масс. |
0,26 |
0,009 |
0,013 |
18 |
консорциум « Н е д р а». |
|