

основы процесса каталитического риформинга
.pdf35
Распространенный и эффективный способ модернизации каталитического реактора риформинга — переоборудование внутренней структуры реактора с заменой аксиальной системы подачи сырья на радиальную. Примером успешной реализации данного метода может служить установка ЛЧ-35/11-600 Рязанского НПЗ [65].
Направление движения сырьевого потока также оказывает влияние на выход риформата. Согласно [66] по варианту «от периферии к центру» с учетом изменения времени контакта при движении в радиальном направлении неравномерность отложения кокса усиливает неравномерность концентраций и температур по ширине слоя реактора. Одним из возможных путей частичного устранения неравномерности распределения полей является направление сырьевого потока от центра к периферии.
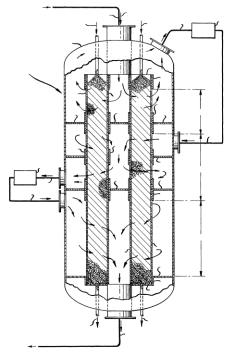
Помимо существующих конструкций реакторов постоянно разрабатываются новые варианты внутреннего устройства контактного аппарата. В патенте [67] предлагается улучшенная конструкция реактора с движущимся слоем катализатора (рис. 12).
Данный реактор благодаря перегородкам, разделяющим катализатор, и множественным входным отверстиям подачи и выхода сырьевого потока позволяет моделировать несколько отдельных слоев катализатора в одном реакционном аппарате. Газ движется вверх или вниз, а не радиально, что позволяет увеличить или уменьшить загрузку слоя катализатора. После каждой секции реактора, отделенной перегородками, газосырьевая смесь выводится для подогрева, а затем вновь возвращается в реактор в следующую по ходу секцию.
Авторы работ [68, 69] предлагают использовать сферические реакторы с аксиальным или радиальным вводом сырья для риформирования бензиновой фракции вместо традиционных реакторов. Среди преимуществ использования сферических реакторов выделяют следующие:
−достигается меньшая величина падения давления в слое катализатора;
−меньшая требуемая толщина стенок реактора, меньшая металлоемкость;
−можно использовать гранулы катализатора меньшего размера;
−можно поддерживать более высокий расход сырья.
консорциум « Н е д р а»
1
|
36 |
27 |
14 |
|
36
|
2 |
сырье + H |
2 |
|
|
|
31 |
|
|
31 |
|
13 |
35 |
|
|
|
|
|
||
3 |
|
|
|
|
|
|
|
|
|
32 |
|
|
|
|
|
|
16 |
|
|
|
7 |
5 |
|
|
|
|
|
8 |
6 |
|
|
|
|
|
4 |
17 |
|
|
|||
11 |
12 |
11 |
|
зона 1 |
||
|
|
|||||
|
29 |
|
|
|
|
26 |
|
|
|
|
|
|
|
25 |
24 |
|
28 |
|
|
|
9 |
|
|
18 |
|
зона 2 |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
19 |
|
20 |
|
|
|
|
|
|
21 |
|
|
|
|
30 |
|
|
|
|
|
10 |
|
|
|
|
|
зона 3 |
|
|
|
|
|
|
|
|
5 |
|
7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
23 |
|
|
|
|
|
|
22 |
|
|
|
|
|
|
33 |
|
|
|
34 |
|
|
34 |
|
|
|
|
|
|
|
|
|
|
|
|
15 |
|
|
|
|
Рис. 12. Упрощенная блок-схема реактора с движущимся слоем катализатора:
1 – реактор; 2 – вход реакционной смеси; 3 – корпус реактора; 4 – пространство, распределяющее жидкость; 5 – экран; 6 – движущийся слой; 7 – внешний экран; 8 – 10 – кольцевые пространства – коллекторы газа; 11, 12 – разделители; 13 – 15 – выходы газопродуктовой смеси; 16 – 25 –перегородки; 26, 27 – входы газопродуктовой смеси; 28 – разделительное пространство;
29, 30 – центральные трубы; 31 – входные отверстия для катализатора; 32, 33 – верхняя и нижняя крышки; 34 – отверстия для выгрузки катализатора; 35, 36 – нагреватели
Авторы утверждают, что применение сферических реакторов аксиального типа более эффективно, чем применение сферических реакторов с радиальным вводом сырья. В реакторах аксиального типа лучше распределяется сырьевой поток, а также возможно применение мембран.
консорциум « Н е д р а»
37
Авторы статей [70, 71] предлагают использовать мембранные реакторы с неподвижным и псевдоожиженным слоем катализатора.
Использование селективной проницаемой мембраны, основой которой является палладий с добавлением второго металла, позволяет выводить водород из зоны реакции, и таким образом сдвигать равновесие в сторону получения продуктов риформинга. Кроме того, данная технология позволяет получать чистый водород.
Возможно также использование совмещенных рекуперативных реакторов для реализации процесса каталитического риформинга, в
которых тепло от экзотермической реакции гидрирования нитробензола в анилин используется для подогрева реакционной смеси риформинга [72].
Таким образом, проблема оптимизации процесса каталитического риформинга с целью увеличения выхода целевого продукта более чем актуальна в России, где доля риформата в общем объеме бензинового фонда превышает 50%. Очевидно, что для повышения эффективности процесса риформинга необходим комплексный подход. Одновременно с внедрением новых высокоэффективных катализаторов необходимо совершенствовать технологическую схему и аппаратурное оформление процесса, конструкцию реакторов.
ВЫВОДЫ Нефтегазовый комплекс играет важнейшую роль в экономике России. На его долю приходится более 16% ВВП страны, четвертая
часть налоговых и таможенных поступлений в бюджеты и более трети валютной выручки. Производственная база нефтепереработки РФ представлена 27 крупными нефтеперерабатывающими заводами суммарной мощностью по сырью около 300 млн. т/год. Кроме того, на 67
небольших НПЗ перерабатывается 11,5 млн. т/год нефти и 8,2 млн. т/год газового конденсата.
Несмотря на высокий объем переработки, на сегодняшний день по основным показателям отрасль значительно отстает от уровня развитых стран. Большинство российских НПЗ можно охарактеризовать:
−высокой степенью износа основных фондов (до 80%);
−использование устаревших, энергоемких и экономически несовершенных технологий;
−низкой долей деструктивных углубляющих процессов в технологической схеме переработки нефти;
консорциум « Н е д р а»
38
−низким уровнем конверсии нефтяного сырья.
В настоящий момент для решения этих проблем осуществляется модернизация действующих и строительство новых НПЗ.
Важнейшим элементом модернизации является правильный выбор технологии, реализация которой обеспечит достижение требуемых показателей.
В отечественной нефтепереработке мощности процесса каталитического риформинга относительно других современных процессов получения высокооктановых бензинов и ароматических углеводородов развиты более удовлетворительно. На отдельных НПЗ мощности риформирования бензинов достигают 17 – 24% к мощности первичной переработки, на некоторых - 9 – 12% и ряде НПЗ - 6 – 8%; в среднем по России этот показатель составляет 11,3%.
Несколько большая доля процесса риформинга (12,6% к первичной перегонке) характеризует структуру нефтепереработки Западной Европы; в США эта доля равна 18,6%.
Однако если в США современные установки с непрерывной регенерацией высокоэффективных катализаторов составляют общую мощность до 5,6% к мощности первичной переработки, в Западной Европе — 3,7%, то в России — это всего 0,7% [33].
В целом же в мировой и отечественной нефтепереработке каталитический риформинг играет важную роль в производстве высокооктановых автомобильных бензинов и ароматических углеводородов.
Библиографический список
1Соколов В.З., Харлампович Г.Д. Производство и использование ароматических углеводородов. М.: Химия, 1980. 336 с.
2Бреслер Л., Фоли Т. Улучшение экономики производства ароматических углеводородов // Материалы Конференции UOP по Нефтепереработке и Нефтехимии. Москва, 2011.
3 Поиск исследователей в области нефти и газа. vgenergy.ru
4Сулимов А.Д. Производство ароматических углеводородов из нефтяного сырья. М.: Химия, 1975. 304 с.
консорциум « Н е д р а»
39
5Гайле А.А., Сомов В.Е., Варшавский О.М. Ароматические углеводороды: выделение, применение, рынок. СПб.: Химиздат, 2000.
544 с.
6Капустин В.М., Гуреев А.А. Технология переработки нефти. В 2 ч. Ч. 2. Деструктивные процессы. М.: КолосС, 2007. 334 с.
7Мановян А.К. Технология переработки природных энергоносителей. М.: Химия, КолосС, 2004. 456 с.
8Технология и оборудование процессов переработки нефти и газа: Учебное пособие / Под ред. Ахметова С.А. СПб.: Недра, 2006.
868 с.
9Маслянский Г.Н., Шапиро Р.Н. Каталитический риформинг бензинов: Химия и технология. Л.: Химия, 1985. 224 с.
10Сулимов А.Д. Каталитический риформинг бензинов. М.: Химия, 1973. 152 с.
11Глазов Г.И., Сидорин В.П. Каталитический риформинг и экстракция ароматических углеводородов. М.: Химия, 1981. 188 с.
12Абдульминев К.Г. Становление и развитие процесса каталитического риформинга. Уфа: Изд-во УГНТУ, 2003. 117 с.
13Кравцов А.В. и др. Компьютерное прогнозирование работы промышленных катализаторов процессов риформинга и изомеризации углеводородов бензиновой фракции. Томск: Изд-во Томского политехнического университета, 2010. 129 с.
14Гейтс Б., Кетцир Дж., Шуйт Г. Химия каталитических процессов. Пер. с англ. М.: Мир, 1981. 551 с.
15Андерсон Дж. Структура металлических катализаторов. Пер. с англ. М.: Мир, 1978. 482 с.
16Саттерфилд Ч. Практический курс гетерогенного катализа. Пер. с англ. М.: Мир, 1981. 520 с.
17Antos G.J., Aitani A.M. Catalytic naphtha reforming. NY: Marcel Dekker, Inc., 2004. 602 p.
18Кондрашева Н.К., Кондрашев Д.О., Абдульминев К.Г. Технологические расчеты и теория каталитического риформинга бензина. Уфа: ООО «Монография», 2008. 160 с.
19Промышленные установки каталитического риформинга / Под ред. Ластовкина Г.А. Л.: Химия, 1984. 231 с.
20Гофф П. Современные катализаторы для риформинга // Нефтегазовые технологии. 2010. №3. С. 93 – 96.
21Островский Н.М. Кинетика дезактивации катализаторов. Математические модели и их применение. М.: Наука, 2001. 334 с.
22Буянов Р.А. Закоксовывание катализаторов. Новосибирск: Наука, 1983. 206 с.
консорциум « Н е д р а»

Макет космического корабля «Восток-1» в павильоне «Космос» на ВДНХ. За ним — цитата К. Э. Циолковского:
«Сначала неизбежно идут: мысль, фантазия, сказка. За ними шествует научный расчёт. И уже в конце концов исполнение венчает мысль»
40
23Чесноков В.В., Буянов Р.А., Пахомов Н.А., Зайковский В.И. // Кинетика и катализ. 1991. Т. 32. С. 1494 – 1499.
24Реутова О.А., Захаров Э.В. Кинетическая модель механизма компенсированного распада углеводородов на платине // Вестник Омского университета. 1999. №4. С. 47 – 50.
25Oudar J., Wise H. Deactivation and Poisoning of Catalyst. NY: Marcel Dekker, Inc., 1985. 327 p.
26Процессы и аппараты нефтегазопереработки и нефтехимии: Учебник для вузов. / Скобло А.И. и др. М.: ООО «Недра −
Бизнесцентр», 2000. 677 с.
27Ластовкин Г.А., Радченко Е.Д., Рудин М.Г. Справочник нефтепереработчика. Л.: Химия, 1986. 649 с.
28Meyers R.A. Handbook of petroleum refining processes. NY: McGraw-Hill, 2004. 900 p.
29Баннов П.Г. Процессы переработки нефти: В 3 т. М.: ЦНИИТЭнефтехим, 2000. Т. 1. 224 с.
30Зарубежные каталитические процессы нефтепереработки, нефтехимии и переработки газов: Справочник / Под ред. Дуплянкина В.К. Омск: Изд-во ОмГТУ, 2001. 244 с.
31Левинтер М.Е., Ахметов С.А. Глубокая переработка нефти. М.: Химия, 1992. 224 с.
32Domergue B., le Goff P.-Y., Ross J. Octanizing reformer options // Petroleum technology quarterly. 2006. Q1. P. 67 – 73.
33Ахметов С.А. Технология глубокой переработки нефти и газа. Уфа: Гилем, 2002. 672 с.
34Абрамин А.Л. Совершенствование промышленных процессов риформинга бензинов с движущимся слоем катализатора методом математического моделирования. Дис. … канд. техн. наук. Томск, 2010. 158 с.
35Гынгазова М.С. Моделирование работы реакторов процесса риформинга бензинов с непрерывной регенерацией катализатора с учетом коксообразования. Дис. … канд. техн. наук. Томск, 2011. 163 с.
36Технический регламент «О требованиях к автомобильному и авиационному бензину, дизельному и судовому топливу, топливу для реактивных двигателей и топочному мазуту», 27 февраля 2008 г.
37Левощенко А.С., Абдульминев К.Г., Ахметов А.Ф., Морозов А.Н. Перспективные процессы снижения содержания бензола в риформате // Нефтепереработка и нефтехимия. 2009. №5. С. 8 – 9.
консорциум « Н е д р а»
41
38Гаврилов Н.В., Дуров О.В. Получение экологически чистых бензинов, соответствующих евростандартам // Химия и технология топлив и масел. 2008. №6. С. 9 – 13.
39Палмер Е.Р., Као С.Х., Танг Д.Р. Варианты снижения содержания бензола в бензине // Нефтегазовые технологии. 2008. №10.
С. 96 – 102.
40Мнушкина О.И., Касьянов А.А., Самойлов Н.А. Оптимизация технологической схемы риформинга // Химия и технология топлив
имасел. 2006. №3. С. 18 – 22.
41Елшин А.И. Технология получения высокооктановых бензинов, соответствующих европейским стандартам, на базе риформатов //
Мир нефтепродуктов. 2007. №7. С. 26 – 29.
42 Пат. 2130962 Российская Федерация, МПК 7 C10G65/08, C10G69/02. Способ снижения содержания бензола в бензиновых
фракциях / Травер К., Курти Ф., Сарразен П.; патентообладатель Энститю Франсэ Дю Петроль. № 94045134/04; заявл. 28.12.1994; опубл.
27.05.1995.
43Пат. 1746701 Российская Федерация, МПК 6 C10G59/02. Способ получения высокооктанового бензина / Шапиро Р.Н., Краев Ю.Л.; заявитель Научно-производственное объединение по разработке и внедрению нефтехимических процессов «Леннефтехим».
№4784852/04; заявл. 23.01.1990; опубл. 27.09.1999.
44Ахметов А.Ф., Абдульминев К.Г., Сайфуллин Н.Р., Соловьев А.С., Абдуллахи Х.М. Производство ароматических углеводородов и высокооктановых бензинов фракционированием катализатов риформинга // Башкирский химический журнал. 2000. Т. 7, №2. С. 47 – 50.
45Пат. 2113453 Российская Федерация, МПК 6 C10G63/02, C10G57/00, C10G53/04. Способ получения низкооктановых и высокооктановых бензинов и бензола из катализатов риформинга широких бензиновых фракций / Сомов В.Е., Лаптев Н.В., Залищевский Г.Д. и др.; патентообладатель ООО «Производственное объединение «Киришинефтеоргсинтез». № 97114330/04; заявл. 20.08.1997; опубл.
20.06.1998.
консорциум « Н е д р а»

Макет космического корабля «Восток-1» в павильоне «Космос» на ВДНХ. За ним — цитата К. Э. Циолковского:
«Сначала неизбежно идут: мысль, фантазия, сказка. За ними шествует научный расчёт. И уже в конце концов исполнение венчает мысль»
42
46Пат. 2177024 Российская Федерация, МПК 7 C10G21/20, C10G21/28. Способ одновременного получения экологически чистого реактивного топлива и ароматического растворителя / Сомов В.Е., Гайле А.А., Залищевский Г.Д., Семенов Л.В. и др.; патентообладатель
ООО«Производственное объединение «Киришинефтеоргсинтез». № 2000121205/04; заявл. 07.08.2000; опубл. 20.12.2001.
47Пат. 2099390 Российская Федерация, МПК 6 C10G63/02. Способ получения высокооктанового бензина / Крылов В.А., Аликин А.Г., Камлык А.С., Веселкин В.А., Безворотный П.В.; патентообладатель ОАО «ЛУКОЙЛ – Пермнефтеоргсинтез». № 96108768/04; заявл. 30.04.1996; опубл. 20.12.1997.
48Соловьев А.С. Технология получения компонента бензинов с пониженным содержанием бензола и ароматических углеводородов
C9+ на основе риформинга. Дис. … канд. техн. наук. Уфа, 2003. 134 с.
49Мириманян А.А., Вихман А.Г., Мкртычев А.А., Марышев В.Б., Боруцкий П.Н., Можайко В.Н. О снижении содержания бензола в бензинах и риформатах // Нефтепереработка и нефтехимия. 2006. №8. С. 11 – 14.
50Мириманян А.А., Хавкин В.А., Левинбук М.И., Яловой С.В., Мкртычев А.А. Совершенствование производства автомобильных бензинов с пониженным содержанием бензола на ОАО «Саратовский НПЗ» // Технологии нефти и газа. 2006. №3. С. 3 – 9.
51Марышев В.Б., Можайко В.Н., Сорокин И.И. Удаление бензола из продуктов риформинга. Катализатор и процесс гидроизомеризации бензола // Нефтепереработка и нефтехимия. 2005. №9. С. 9 – 10.
52Ахметов А.Ф. Разработка комбинированной технологии производства высокооктановых неэтилированных бензинов и ароматических углеводородов. Дис. … д-ра техн. наук. Уфа, 1986. 335 с.
53Абдульминев К.Г. Разработка и внедрение новых топливно-нефтехимических схем переработки бензиновых фракций. Дис. … д-
ра техн. наук. Уфа, 1997. 344 с.
54Кондрашев Д.О., Ахметов А.Ф. Оптимизация процесса каталитического риформинга бензинов путем применения блока межступенчатой ректификации риформата // Нефтегазовое дело. 2006.
55Кондрашев Д.О., Ахметов А.Ф. Совместное применение технологии межступенчатой ректификации риформата и процесса РЕГИЗ для получения компонентов бензинов с улучшенными экологическими свойствами // Нефтегазовое дело. 2006.
консорциум « Н е д р а»