

Характеристика абразивного инструмента Зернистость
Зернистость — это размеры зерен шлифовального материала. Абразивные зерна имеют неправильную форму, длина, высота и ширина зерен имеют различную величину, изометричные зерна по всем трем направлениям имеют одинаковые размеры.
Абразивное сырье подвергается дроблению, размолу, обогащению-рассеву на различных типах сит (гидравлические, пневматические, вибрационные и др.). Зернистость классифицируют по номерам. которые показывают параметры частиц основной фракции шлифовального материала в сотых долях миллиметра. Зернистость шлифовального материала и инструмента определяет вид шлифовальных работ (грубая, черновая, чистовая, тонкая обработка) и качество обрабатываемой поверхности, поэтому она является одной из главных характеристик шлифовальных кругов.
При черновом и обдирочном шлифовании применяется абразивный инструмент с крупными зернами, при чистовом — с мелкими.
Размер абразивных зерен является основной характеристикой абразивного материала. Размер зерен обозначается соответствующим номером, который соответствует числу отверстий на один дюйм длины сита, через которое просеивается абразивный материал.
Абразивный материал, в зависимости от зернистости, подразделяется на следующие виды и номера:
• крупная зернистость (шлифзерно): 320, 250, 200, 160, 125,
100, 80, 63;
• средняя зернистость (шлифпорошки): 50, 40, 32, 25, 20, 16;
• мелкая зернистость (микропорошки): 12, 10, 8, 6;
• тонкая зернистость (тонкие микропорошки): 5, 4, 3, М63, М50, М40, М28, М20, М14, М10, М7, М5, МЗ, М2, Ml.
При просеивании абразивных порошков через ряд сит крупная фракция задерживается на втором сите. Эта фракция является основной и определяет главную характеристику зернистости — размер зерна.
За номер зернистости микропорошков принимается верхний предел фракции (размер ячеек сита, на которых задерживается зерно).
Например, шлифзерно под номером 200 будет иметь размер 200 мкм; номер М20 — 20 мкм.
Содержание основной фракции в зерне:
-Н — нормальное,
-П — повышенное,
- В — высокое,
-Д — допустимое.
Содержание основной фракции нормируется в процентах к общей массе наполнителя абразивного инструмента. На практике заводы выпускают абразивный инструмент с содержанием основной фракции до 60 %.
Твердость
Твердость абразивных инструментов является одной из их главных характеристик. Практика показывает, что для шлифования мягких материалов выбирают твердый круг, а для твердых материалов — мягкий.
От правильности выбора твердости инструмента зависит качество шлифования и стойкость абразивного инструмента.
Твердость абразивного инструмента зависит от количества и качества связки, т.е. от материала, который служит опорой для абразивных зерен и удерживает их во время операции шлифования.
В мягком круге абразивное зерно выкрашивается легко и быстро, в твердом — наоборот.
Твердость абразивного инструмента определяется методом Роквелла (ГОСТ 18202—72) или пескоструйным методом (ГОСТ 18118—72) по глубине лунки, а также по звуковому индексу.
Установлены следующие обозначения твердости абразивных кругов:
• весьма мягкий — ВМ1 и ВМ2;
• мягкий — Ml, М2 и МЗ;
• средне-мягкий — СМ1 и СМ2;
• средний — С1 и С2;
• средне-твердый — СТ1, СТ2 и СТЗ;
• твердый — Т1 и Т2;
• весьма твердый — ВТ1 и ВТ2;
• чрезвычайно твердый — ЧТ1 и ЧТ2.
Например, инструмент из микропорошка марки М14 при глубине лунки 4,60...5,00 мм будет иметь твердость МЗ (мягкий), инструмент с номером зернистости 50 при глубине лунки 0,75...0,90 мм будет иметь твердость ЧТ.
В настоящее время для определения степени твердости введен звуковой индекс, который применяется для кругов диаметром более 250 мм.
Система определения твердости по звуковому индексу основана на прохождении звука через абразивный инструмент.
Чем выше твердость абразивного инструмента, тем больше длина волны звукового сигнала.
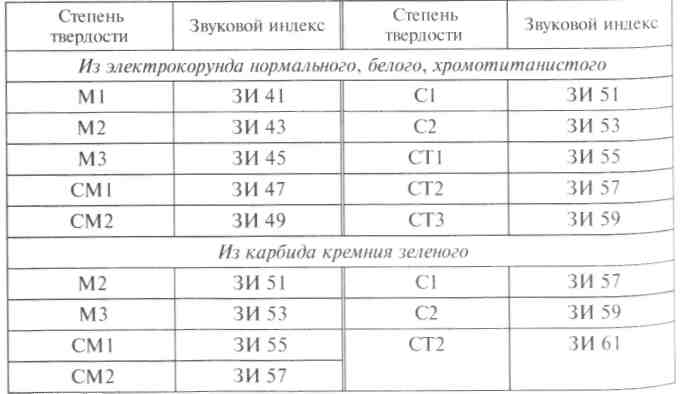
Соответствие звуковых индексов степени твердости для абразивного инструмента на керамической связке представлено в табл. 1.
Таблица 1
Соответствие звуковых индексов степени твердости для абразивного инструмента на керамической связке
Выбор инструмента по твердости осуществляется с учетом вида обработки. Например, твердости ВТ —ЧТ (ВТ1, ВТ2, ЧТ1 и ЧТ2) выбираются для правки абразивных инструментов, шлифования деталей шарикоподшипников (шариков, роликов, колец) и обдирочных работ.
Абразивные инструменты твердости ВМ1, ВМ2, Ml, М2, МЗ, СМ1 и СМ2 применяются для заточки и доводки режущего инструмента, оснащенного твердыми сплавами, шлифования труднообрабатываемых специальных легированных сталей и композитов.
Если выбрали круг, по твердости не соответствующий твердости шлифуемого материала, то следствием этого могут быть засаливание круга и ожоги шлифуемой детали (откаливание), быстрое изнашивание и выкрашивание круга.