

Основы ленточного пиления и станки
.pdf
|
|
|
|
|
Производительность Q см2/мин |
|
|
|
||||
|
|
|
|
|
|
|
|
|||||
d,мм |
S, см2 |
7 |
10 |
15 |
20 |
25 |
30 |
35 |
40 |
45 |
50 |
55 |
|
|
|
|
Время резания, мин. |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|||
160 |
201,06 |
28,72 |
20,11 |
13,4 |
10,0 |
8,04 |
6,70 |
5,74 |
5,03 |
4,47 |
4,02 |
3,66 |
170 |
226,98 |
32,43 |
22,70 |
15,1 |
11,3 |
9,08 |
7,57 |
6,49 |
5,67 |
5,04 |
4,54 |
4,13 |
180 |
254,47 |
36,35 |
25,45 |
16,9 |
12,7 |
10,1 |
8,48 |
7,27 |
6,36 |
5,65 |
5,09 |
4,63 |
190 |
283,53 |
40,50 |
28,35 |
18,90 |
14,18 |
11,34 |
9,45 |
8,10 |
7,09 |
6,30 |
5,67 |
5,16 |
200 |
314,16 |
44,88 |
31,42 |
20,9 |
15,7 |
12,5 |
10,4 |
8,98 |
7,85 |
6,98 |
6,28 |
5,71 |
210 |
346,36 |
49,48 |
34,64 |
23,0 |
17,3 |
13,8 |
11,5 |
9,90 |
8,66 |
7,70 |
6,93 |
6,30 |
220 |
380,13 |
54,30 |
38,01 |
25,3 |
19,0 |
15,2 |
12,6 |
10,8 |
9,50 |
8,45 |
7,60 |
6,91 |
230 |
415,48 |
59,35 |
41,55 |
27,7 |
20,7 |
16,6 |
13,8 |
11,8 |
10,3 |
9,23 |
8,31 |
7,55 |
240 |
452,39 |
64,63 |
45,24 |
30,1 |
22,6 |
18,1 |
15,0 |
12,9 |
11,3 |
10,05 |
9,05 |
8,23 |
250 |
490,87 |
70,12 |
49,09 |
32,7 |
24,5 |
19,6 |
16,3 |
14,0 |
12,2 |
10,91 |
9,82 |
8,92 |
260 |
530,93 |
75,85 |
53,09 |
35,4 |
26,5 |
21,2 |
17,7 |
15,1 |
13,2 |
11,80 |
10,62 |
9,65 |
270 |
572,56 |
81,79 |
57,26 |
38,1 |
28,6 |
22,9 |
19,0 |
16,3 |
14,3 |
12,72 |
11,45 |
10,41 |
280 |
615,75 |
87,96 |
61,58 |
41,0 |
30,7 |
24,6 |
20,5 |
17,5 |
15,3 |
13,68 |
12,32 |
11,20 |
290 |
660,52 |
94,36 |
66,05 |
44,0 |
33,0 |
26,4 |
22,0 |
18,8 |
16,5 |
14,68 |
13,21 |
12,01 |
300 |
706,86 |
100,98 |
70,69 |
47,1 |
35,3 |
28,2 |
23,5 |
20,2 |
17,6 |
15,71 |
14,14 |
12,85 |
350 |
962,11 |
137,44 |
96,21 |
64,1 |
48,1 |
38,4 |
32,0 |
27,4 |
24,0 |
21,38 |
19,24 |
17,49 |
400 |
1256,6 |
179,52 |
125,66 |
83,7 |
62,8 |
50,2 |
41,8 |
35,9 |
31,4 |
27,93 |
25,13 |
22,85 |
450 |
1590,4 |
227,20 |
159,04 |
106, |
79,5 |
63,6 |
53,0 |
45,4 |
39,7 |
35,34 |
31,81 |
28,92 |
500 |
1963,5 |
280,50 |
196,35 |
130, |
98,1 |
78,5 |
65,4 |
56,1 |
49,0 |
43,63 |
39,27 |
35,70 |
550 |
2375,8 |
339,40 |
237,58 |
158, |
118, |
95,0 |
79,1 |
67,8 |
59,4 |
52,80 |
47,52 |
43,20 |
41

Соотношения между скоростью, подачей и шагом зубьев:
–увеличение скорости резания уменьшит подачу на зуб;
–уменьшение шага зубьев и скорости резания увеличит подачу на зуб.
Для каждого инструмента существуют определенные пределы производительности и стойкости. Так, для ленточнопильной резки значения производительности могут отличаться на 30-40 %. Для обеспечения отрезки максимального количество заготовок в единицу времени выбирается наибольшая производительность за счет некоторого снижения стойкости. Зависимость между количеством отрезанных заготовок и производительностью представлена в табл. № 11.
Таблица № 11. Производительность пиления заготовок из различных сталей
Материал |
Производительность, |
Количество |
заготовки |
см2/мин |
заготовок |
Сталь 20-45 |
40 |
820 |
50 |
780 |
|
|
60 |
660 |
Сталь 40Х |
35 |
700 |
45 |
630 |
|
|
50 |
510 |
20X13, |
15 |
380 |
Р6М5 |
20 |
300 |
12Х18Н10Т |
25 |
210 |
Данные приведены для заготовок диаметром 100 мм, разрезаемых пилами 34x1.1 на станках НА-400 «АМАДА», Япония.
2.7 Смазывюще-охлаждающие жидкостей [1, 5]
Классы рекомендуемых СОЖ:
–водносмешиваемая синтетическая жидкость – 1;
–водносмешиваемая СОЖ с жировыми присадками – 2;
42
–средневязкое масло с жировыми присадками, содержащими серу и хлор – 3;
–маловязкое масло с жировыми присадками, содержащими серу
ихлор – 4;
–водносмешиваемые полусинтетические жидкости – 5.
Специфические условия ленточнопильной резки металлов осложняют доступ СОЖ в зону резания. Пила в процессе резания находится в замкнутом пространстве распила и, следовательно, затруднено охлаждение зоны резания особенно при разрезании заготовок больших диаметров.
Смазочно-охлаждающая жидкость проникает между полотном пилы, заготовкой, образующейся стружкой и выполняет ряд функций в зоне резания:
–уменьшает силы резания, трение контактирующих поверхностей пилы с заготовкой и стружкой и, как следствие, снижает интенсивность выделения тепла, охлаждает и смазывает направляющие, полотно и зубья ленточной пилы;
–предохраняет режущие кромки зубьев от наростообразования в процессе резания;
–уменьшает уровень мощности, необходимой для процесса пиления;
–вымывает стружку из впадин между зубьями.
Для выбора СОЖ в соответствии с указанной основной классификацией рекомендуется использовать справочник «Смазочноохлаждающие технологические средства для обработки металлов резанием» [5].
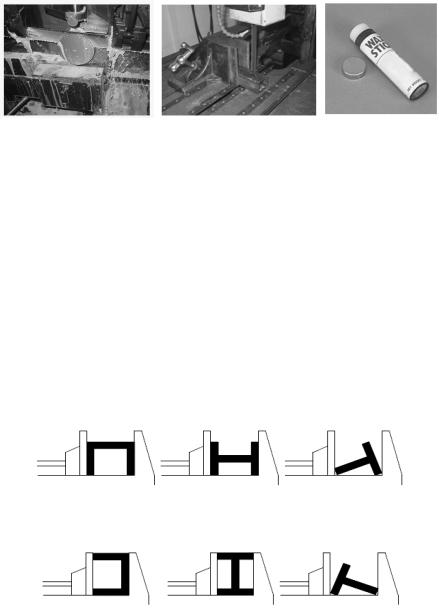
Температура в зоне резания – это один из основных факторов разрушения зубьев пилы. Охлаждение и смазка зоны обработки способствуют уменьшению выделения тепла в процессе пиления. Поток охлаждающей жидкости обычно обеспечивает наилучшее охлаждение и смазку. Распыленная струя смазывает, но не охлаждает зону обработки. Твердая смазка выполняется вручную и только уменьшает трение, рис. 30.
43
а |
б |
в |
Рис. 30. Охлаждение и смазка при пилении:
а– потоком СОЖ; б – струей; в – твердой смазкой
2.8Схемы укладки и закрепления заготовок в тисках станков
При разрезке профильного проката (уголков, тавров, двутавров) следует исходить из условия, что не менее 3-х зубьев должно находиться в зоне резания. С учетом этого условия в сечении разрезаемой заготовки выбирают минимальный путь резания и, в соответствии с этим размером, – шаг зубьев. При более «тонких» сечениях используется шаг 1,8 мм. При пакетной (групповой) разрезке профильного проката, а также труб и прутков необходим учитывать тип ленточнопильного станка, см. схемы, рис. 31.
Консольные станки
Двухколонные станки
44
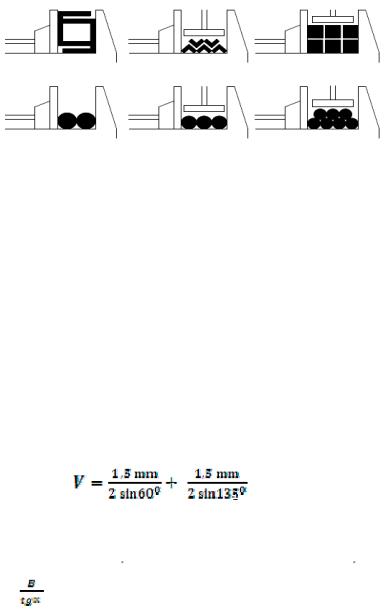
Оба типа
Рис. 31. Схемы закрепления заготовок
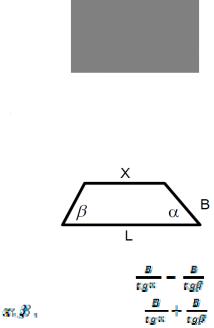
2.9 Наладка длины заготовки для пиления под углом
При расчетах следует всегда помнить, что в данном случае складываются две половины значений изменения углов.
Длина, на которую заготовка должна выдвигаться, рассчитывается следующим образом:
 ,
,
где V – путь подачи; S – ширина канала реза, α = угол 1. L – необходимая длина заготовки, β = угол 2.
Пример. Измеренная ширина канала реза S= 1.5 мм. Необходимая длина L= 250 мм. 1 -й угол = 60°, 2-й угол =135°.
= 251,9 м.
Формулы для рассчета длины.
Пример 1. Дано L, B, 
 найти Х. Х = L -
найти Х. Х = L -  . Дано Х, В,
. Дано Х, В, 

 найти L.
найти L.
L = Х+
45
Дано Х, В, 

 найти L. L = Х +
найти L. L = Х +
Пример 2
Дано: L, В, |
α, β; найти Х. X = L - |
; |
Дано: x, B, |
найти L. L = X + |
|
Требования к укладке и креплению пакетов заготовок:
–пакет не должен быть выше габарита тисков;
–предпочтительна укладка пакета с большим размером по горизонтали параллельно направлению перемещения ленточной пилы в направляющих;
–при разрезке проката и труб в пакетах не допускается ослабление фиксации отдельных разрезаемых заготовок или их вибрация;
–шаг зубьев при пакетной резке выбирают исходя из суммарной толщины одновременно разрезаемых заготовок, а не из общего габарита заготовок;
–во всех случаях разрезки профилей и труб используются пилы
стипом зубьев "N".
–для станков, в которых подача осуществляется под действием веса рамы, без гидравлической регулировки усилия резания, пакет должен быть узким и высоким при максимальной ширине 120 мм. Это правило строго должно соблюдаться при разрезании труб и профилей с учетом подбора шага ленточных пил.
46
2.10 Режимы резании для различных условий пиления [1]
Таблица № 12. Режимы резания при резке биметаллическими ленточными пилами M 42 сортового проката черных и цветных металлов
Материал: марка, |
Сечение, |
Скорость |
Производи- |
|
СОЖ, |
(диаметр, |
ленточной |
тельность |
|
||
твердость |
толщина), |
пилы, |
отрезки, |
|
% |
|
мм |
м/мин |
см2/мин |
|
|
1 |
2 |
3 |
4 |
|
6 |
Сталь конструкционная, углеродистая, качественная |
|
||||
Сталь 05, 08, 10 (КП, |
До 25 |
95-115 |
60-78 |
|
7-10 |
ПС) |
25-75 |
85-105 |
80-100 |
|
|
75-150 |
80-100 |
90-115 |
|
|
|
НВ 179 |
|
|
|||
более 150 |
70-90 |
80-100 |
|
|
|
|
|
|
|||
|
|
|
|
|
|
Сталь 15, 18, 20 |
До 25 |
100-120 |
65-85 |
|
|
25-75 |
95-115 |
85-105 |
|
7-10 |
|
(КП,ПС), 25,30, 35 |
|
||||
75-150 |
80-100 |
100-120 |
|
||
НВ207 |
|
|
|||
более 150 |
75-95 |
95-115 |
|
|
|
|
|
|
|||
|
|
|
|
|
|
Сталь 40, 45, 50, 55, |
До 25 |
60-80 |
35-45 |
|
7-10 |
60 |
25-75 |
55-75 |
40-50 |
|
|
75-150 |
45-70 |
50-70 |
|
|
|
НВ225 |
|
|
|||
более 150 |
40-65 |
45-60 |
|
|
|
|
|
|
|||
|
|
|
|
|
|
Сталь конструкционная повышенной обрабатываемости |
|||||
|
до 25 |
95-115 |
65-85 |
|
|
СтальА12,А20, АЗО |
25-75 |
90-110 |
85-105 |
|
7-15 |
НВ207 |
75-150 |
80-100 |
100-120 |
|
|
|
более 150 |
75-95 |
90-110 |
|
|
Сталь конструкционная легированная |
|
||||
Сталь 15Г, 20Г, ЗОГ, |
до 25 |
90-110 |
65-85 |
|
7-15 |
35Г |
25-75 |
85-105 |
80-100 |
|
|
75-150 |
80-100 |
90-115 |
|
|
|
НВ207 |
|
|
|||
более 150 |
75-95 |
90-110 |
|
|
|
|
|
|
|||
|
|
|
|
|
|
47
|
|
Продолжение таблицы 12 |
|||
|
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
|
Сталь 35Г2, 40Г2, |
до 25 |
60-80 |
35-45 |
5-10 |
|
25-75 |
60-80 |
40-60 |
|||
45Г2 |
|||||
75-150 |
50-70 |
45-65 |
|
||
НВ 197 |
|
||||
более 150 |
45-65 |
40-60 |
|
||
|
|
||||
Сталь 20ХН, 20ХНР |
до 25 |
70-90 |
30-45 |
5-10 |
|
25-75 |
6080 |
35-50 |
|||
НВ197 |
75-150 |
6080 |
40-60 |
|
|
|
более 150 |
55-75 |
35-50 |
|
|
40ХН, 45ХН, 50ХН |
до 25 |
50-65 |
30-45 |
5-10 |
|
25-75 |
45-65 |
40-55 |
|||
НВ 207 |
75-150 |
40-60 |
45-65 |
|
|
|
более 150 |
35-50 |
40-60 |
|
|
Сталь |
конструкционная легированная |
|
|||
|
|
|
|
|
|
Сталь 12ХНЗА, |
До 25 |
50-65 |
30-45 |
5-10 |
|
12ХН4А, 20ХНЗА, |
25-75 |
50-65 |
35-55 |
|
|
20ХН4А |
75-150 |
45-60 |
45-65 |
|
|
НВ269 |
более 150 |
35-50 |
35-60 |
|
|
Сталь 15ХМ, 20ХМ, |
До 25 |
75-95 |
30-50 |
5-10 |
|
35ХМ, 38ХМ |
2575 |
65-85 |
40-60 |
|
|
НВ241 |
75-150 |
65-85 |
50-70 |
|
|
|
более 150 |
55-75 |
45-65 |
|
|
|
|
|
|
|
|
Сталь 15Н2М, |
До 25 |
65-85 |
30-45 |
5-10 |
|
(15НМ),12ХН2, |
25-75 |
55-75 |
35-50 |
|
|
15ХН2А |
75-150 |
55-75 |
40-60 |
|
|
НВ207 |
более 150 |
50-70 |
35-50 |
|
|
Сталь 15ХФ |
до 25 |
60-80 |
30-40 |
5-10 |
|
НВ 207 |
25-75 |
55-75 |
30-50 |
|
|
|
75-150 |
55-75 |
40-60 |
|
|
|
более 150 |
60-75 |
30-50 |
|
|
Сталь 15Х, 20Х, |
До 25 |
70-90 |
30-40 |
5-10 |
|
З0Х, 35Х |
25-75 |
60-80 |
30-50 |
|
|
НВ197 |
75-150 |
60-80 |
35-55 |
|
|
|
более 150 |
50-65 |
30-50 |
|
|
48 |
|
|
|
|
|
|
|
Продолжение таблицы 12 |
||
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
Сталь 38ХА, 40Х, |
До 25 |
60-80 |
30-40 |
5-10 |
45Х, 50Х |
25-75 |
55-75 |
30-45 |
|
НВ229 |
75-150 |
55-75 |
35-50 |
|
|
более 150 |
45-65 |
30-45 |
|
Сталь 20ХГНР, |
До 25 |
60-80 |
30-40 |
5-10 |
20ХН2М, 20ХНМ |
25-75 |
50-70 |
30-45 |
|
НВ229 |
75-150 |
50-70 |
35-50 |
|
|
более 150 |
40-60 |
30-45 |
|
|
|
|
|
|
Сталь ЗОХН2МА |
До 25 |
55-75 |
25-40 |
5-10 |
38Х2Н2МА |
25-75 |
50-70 |
30-45 |
|
40ХН2МА |
75-150 |
50-70 |
35-50 |
|
НВ269 |
более 150 |
40-60 |
30-45 |
|
|
|
|
|
|
Сталь 40Х2Н2МА |
До 25 |
50-70 |
25-35 |
5-10 |
38ХНЗМА |
25-75 |
45-65 |
30-40 |
|
НВ269 |
75-150 |
45-65 |
30-45 |
|
|
более 150 |
40-55 |
30-40 |
|
|
|
|
|
|
Стали конструкционные рессорно – пружинные |
|
|||
|
и подшипниковые |
|
|
|
Сталь 65Г, 55С2, |
До 25 |
50-70 |
20-30 |
5-10 |
60С2,60С2Г, |
25-75 |
45-65 |
20-35 |
|
60С2ХА |
75-150 |
45-65 |
25-40 |
|
НВ241 |
более 150 |
35-55 |
20-30 |
|
Стали конструкционные рессорно – пружинные |
|
|||
|
и подшипниковые |
|
|
|
Сталь 50ХФА, |
до 25 |
55-75 |
20-30 |
5-10 |
50ХГФА |
25-75 |
50-65 |
20-35 |
|
НВ269 |
75-150 |
45-65 |
25-35 |
|
|
более 150 |
35-50 |
20-30 |
|
|
|
|
|
|
Сталь ШХ4, ШХ15, |
До 25 |
40-60 |
20-30 |
5-10 |
ШХ15СГ |
25-75 |
35-55 |
20-35 |
|
НВ202 |
75-150 |
35-55 |
25-40 |
|
|
более 150 |
30-40 |
20-35 |
|
|
|
|
|
|
|
|
|
|
49 |
|
|
|
Продолжение таблицы 12 |
|||
|
|
|
|
|
|
|
1 |
|
2 |
3 |
|
4 |
5 |
Стали инструментальные углеродистые, |
|
|||||
|
легированные, штамповые |
|
|
|||
Сталь У8, У9, У 10, |
|
До 25 |
60-80 |
|
20-35 |
5-10 |
У12 |
|
25-75 |
50-70 |
|
25-40 |
|
НВ212 |
|
75-150 |
50-70 |
|
25-40 |
|
|
|
более 150 |
50-70 |
|
25-35 |
|
|
|
|
|
|
|
|
Сталь 8ХФ, 9ХФ |
|
До 25 |
55-75 |
|
20-30 |
5-10 |
НВ241 |
|
25-75 |
50-70 |
|
25-40 |
|
|
|
75-150 |
45-65 |
|
25-40 |
|
|
|
более 150 |
40-60 |
|
20-40 |
|
|
|
|
|
|
|
|
Сталь ХВГ, 9ХВГ |
|
До 25 |
50-70 |
|
15-25 |
5-10 |
НВ255 |
|
25-75 |
45-65 |
|
20-35 |
|
|
|
75-150 |
40-60 |
|
20-35 |
|
|
|
более 150 |
35-55 |
|
15-25 |
|
|
|
|
|
|
|
|
Сталь Х12, Х12М, |
|
До 25 |
30-50 |
|
10-20 |
безс |
Х12ВМ.Х12Ф1 |
|
25-75 |
25-40 |
|
15-25 |
|
НВ255 |
|
75-150 |
25-40 |
|
15-25 |
|
|
|
более 150 |
20-30 |
|
10-20 |
|
|
|
|
|
|
|
|
Сталь 4ХМФС, |
|
До 25 |
35-55 |
|
15-25 |
5-10 |
5Х2МНФ |
|
25-75 |
30-50 |
|
20-30 |
|
НВ255 |
|
75-150 |
30-50 |
|
20-35 |
|
|
|
более 150 |
20-35 |
|
15-25 |
|
|
|
|
|
|
|
|
Сталь ЗХ2В8Ф |
|
До 25 |
40-60 |
|
15-25 |
5-10 |
НВ241 |
|
25-75 |
30-50 |
|
20-35 |
|
|
|
75-150 |
30-50 |
|
20-35 |
|
|
|
более 150 |
30-45 |
|
20-30 |
|
|
|
|
|
|
||
Стали инструментальные быстрорежущие |
|
|||||
|
|
|
|
|
|
|
Сталь Р6М5, |
|
До 25 |
30-45 |
|
15-25 |
5-10 |
11РЗМЗФ2 |
|
25-75 |
25-40 |
|
20-30 |
|
НВ255 |
|
75-150 |
25-40 |
|
20-35 |
|
|
|
более 150 |
20-35 |
|
15-25 |
|
|
|
|
|
|
|
|
50 |
|
|
|
|
|
|