

При цементации образуются следующие дефекты:
• разъедание поверхностного слоя солями сернокислого бария;
• пониженная массовая доля углерода в цементированном слое;
• обезуглероживание, происходящее в процессе охлаждения из-за трещин или прогаров в ящиках;
• неравномерная глубина цементированного слоя в связи с перепадами температур в печи;
• перенасыщение углеродом в цементированном слое при нарушениях температурного и временного режимов, а также из-за высокого содержания в карбюризаторе углекислых солей;
• малая глубина цементированного слоя, возникающая при низких температурах и выдержках;
• внутреннее окисление, происходящее при газовой цементации из-за высокого содержания кислорода в атмосфере печи.
Появления этих дефектов можно избежать путем соблюдения химического состава карбюризаторов, теплового и временного режимов. Исправление дефектов у деталей машин осуществляют путем дополнительной нормализации и последующей химико-термической обработки.
Азотирование
Азотированием называется процесс химико-термической обработки, при которой поверхности деталей насыщаются азотом.
Азотирование осуществляют для получения высокой твердости поверхности, износостойкости, усталостной прочности и стойкости к возникновению задиров, повышения предела выносливости, коррозионной стойкости в атмосфере пресной воде и водяном паре, а также кавитационной стойкости различных деталей и инструмента.
Азотирование применяется также при декоративной отделке.
Азотированный слой может быть глубиной до 0,5 мм и иметь твердость
1 000... 1 100 HV, что значительно тверже цементита.
Из-за длительности процесса (до 90 ч) и высокой стоимости азотирование применяется реже, чем цементация.
Процесс азотирования проводят в среде аммиака при температурах 500...600°С. При нагреве из аммиака выделяется атомарный азот, который диффундирует в поверхность деталей.
В целях ускорения процесса азотирования применяется двухступенчатый цикл (рисунок. 13).
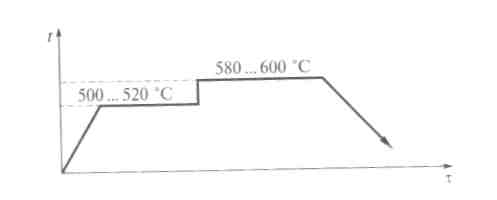
Рисунок. 13 Схема двухступенчатого процесса азотирования:
t — температура; — время
Такая технология азотирования ускоряет процесс в 1,5 — 2 раза.
Сначала деталь нагревается до температуры 500... 520 С, затем осуществляется быстрый нагрев до температуры 580...600 С и далее — длительная выдержка и охлаждение вместе с печью или на воздухе.
Жидкостное азотирование проводят при температуре 570 °С в расплаве азотсодержащих солей. Жидкостное азотирование в десятки раз ускоряет процесс и значительно повышает вязкость детали. Недостатком жидкостного азотирования является применение ядовитых цианистых солей.
Таким образом, азотирование — это многоцелевая технологическая операция химико-термической обработки, проводимая для увеличения прочности и других свойств различных углеродистых и легированных конструкционных, инструментальных и специальных сталей (коррозионно-стойких, жаростойких и жаропрочных), тугоплавких и металлокерамических материалов, а также гальванических и диффузионных покрытий.
В процессе азотирования могут возникнуть дефекты.
Деформация и изменение размеров деталей возникают в связи с большими внутренними напряжениями из-за увеличения объема азотированного слоя. Для устранения этого дефекта при механической обработке следует предусмотреть занижение размеров на 4...6% глубины азотированного слоя.
Хрупкость и шелушение возникают при перенасыщении азотированного слоя азотом. На поверхности образуется хрупкая корочка на глубину до 0,05 мм и ее шелушение.
Этот дефект устраняется шлифованием.
Пониженная твердость, пятнистая твердость или пониженная глубина азотированного слоя — дефекты, появляющиеся при несоблюдении химического состава окружающей среды, плохой подготовке поверхности деталей и нарушении теплового режима.